Матрица маршрутов обработки деталей [c.166]
Маршрут обработки данных сводится к прохождению информации от момента ее возникновения в службах ГДП до получения этими службами результатов решения задачи, т. е. включает путь следования технологические объекты — средства сбора и передачи информации — средства отображения результатов — технологические объекты. [c.225]
В программе Галактика модуль Управление документооборотом предназначен для учета, хранения и обработки документов (договоров, писем, приказов, протоколов совещаний и тд.) в электронной форме. Документы, входящие в документооборот, могут быть получены сканированием, по электронной почте или подготовлены с помощью различных текстовых редакторов. Модуль Управление документооборотом обеспечивает создание и ведение перечня дел фирмы, формирование полнотекстовых документов, создание классификации документов и использование ее в процессе работы, продвижение документов по маршруту обработки, ведение обработки и контроль исполнения документов, поиск документов, массовую их рассылку в подразделения и др. [c.135]
Рабочие места такого офиса должны достоверно воспроизводить все нормативные условия создания и обработки документов — от регистрации и организации маршрута обработки до фиксирования принятия решения. Обычно такие системы функционируют на основе жестко организованных процедур на конкретных автоматизированных рабочих местах, связанных в маршрутные потоки передачи информации с одного АРМ на другое посредством транспорта файлов документа. [c.353]
Входящие внешние документы ИС регистрируются, при необходимости преобразуются в машинное представление. Все входящие документы помещаются в архив на хранение в течение регламентированного срока. В зависимости от типа и содержания документа вырабатывается соответствующая реакция И С на документ. Например, если документ имеет директивный характер, разрабатывается план мероприятий, определяется состав исполнителей, составляется план-график работ и сроки их исполнения, документ ставится на контроль. Входящий документ может содержать информацию, которая является входной для решения задач. Такие документы подлежат обязательному вводу в БД. Для электронных документов используется маршрутизация передача документа исполнителю, ввод документа в БД, отметка о передаче документа по маршруту обработки и т. п. [c.47]
Элементарной планово-учетной единицей является деталь, имеющая специфические наименование, маршрут обработки, время выполнения операций. Деталь считается основой нормирования, расчета производственных заданий по рабочим местам, бригадам и цехам, оперативного учета. Наиболее характерна данная планово-учетная единица для единичного производства, где каждая деталь отличается особенностью изготовления, спецификой операций, индивидуальной подгонкой. Детали редко повторяются и учитываются индивидуально при движении и хранении. [c.95]
Узловой комплект — совокупность деталей, имеющих подобные технологические маршруты обработки. Для деталей допускаются небольшие различия во времени обработки. [c.96]
Предложенный алгоритм решения задачи А является весьма общим. Он с некоторыми модификациями может использоваться для решения задач, в которых встречаются детали с однородными и различными технологическими маршрутами обработки. При этом дает точные результаты. [c.121]
Б. И. Кузин, П. К. Выгнан. Алгоритм построения календарного графика работы оборудования на участках с разнонаправленными маршрутами обработки деталей. Сб. Применение математики в экономике, вып. V. Изд. ЛГУ, 1969. [c.121]
Информация, как известно, имеет своего материального носителя — различные формы плановой и отчетной документации, сведения о технологических маршрутах обработки изделий, нормативы использования материальных и трудовых ресурсов, движения предметов производства и т. д. [c.226]
В условиях машиностроения конструктивно-технологическая классификация деталей строится по следующим основным признакам формы основных обрабатываемых поверхностей или вид заготовки применяемый материал габариты или вес деталей основной технологический маршрут обработки деталей конструктивный тип деталей. [c.18]
Классификация деталей по признаку основного технологического маршрута определяет необходимость в кодировании применяемых в цехе или на участке вариантов маршрутов обработки деталей. [c.126]
Применяемые варианты основных маршрутов обработки Шифр [c.126]
Технологический маршрут обработки деталей Однонаправленный Разнонаправленный [c.142]
Пример 1. В левой части табл. 34 приведена исходная матрица операционных затрат времени по партиям четырех деталей с одинаковыми технологическими маршрутами обработки их по пяти операциям. [c.157]
Совокупность k деталей с разнонаправленными технологическими процессами можно рассматривать состоящей из т групп деталей с одинаковыми маршрутами обработки. Для деталей каждой отдельной группы, а отсюда и для всей совокупности справедливы установленные выше основные два правила по определению оптимального варианта очередности их запуска. При этом расчетные параметры детали по частям матрицы Т-л и Ti2 берутся в точном соответствии с ее технологическим процессом обработки. [c.164]
Легко заметить, что в данном примере имеют место три группы деталей с одинаковыми технологическими маршрутами обработки, [c.164]
Устанавливает порядок выполнения работ и пооперационный маршрут обработки продукции. [c.330]
Разработка типовых технологий производства вводит ограничения на число проектов и разнообразие применяемых технологических операций. Устанавливается единообразие способа обработки однотипных изделий и применяемой технологической оснастки. Типизация, во-первых, способствует сокращению затрат и продолжительности проектирования технологий и, во-вторых, ведет к уменьшению ошибок в проектной документации. Разработка типовых - технологических процессов производится по следующим группам 1) технологический маршрут обработки изделия данной группы 2) типовой пооперационный технологический процесс 3) типовые способы обработки отдельных элементов. (выполняемых технологических операций) для изделий данной группы. [c.302]
Должностные обязанности. Разрабатывает, применяя средства автоматизации проектирования, и внедряет прогрессивные технологические процессы, виды оборудования и технологической оснастки, средства автоматизации и механизации, оптимальные режимы производства на выпускаемую предприятием продукцию и все виды различных по сложности работ, обеспечивая производство конкурентоспособной продукции и сокращение материальных и трудовых затрат на ее изготовление. Устанавливает порядок выполнения работ и пооперационный маршрут обработки деталей и сборки изделий. Составляет планы размещения оборудования, технического оснащения и организации рабочих мест, рассчитывает производственные мощности и загрузку оборудования. Участвует в разработке технически обоснованных норм времени (выработки), линейных и сетевых графиков, в отработке конструкций изделий на технологичность, рассчитывает нормативы материальных затрат [c.180]
В зависимости от тождества технологических процессов (маршрутов) обработки деталей, принятых на групповых потоках, последние подразделяются на две разновидности. [c.105]
Первая - это групповые потоки, технологические маршруты, обработки деталей на которых имеют абсолютное тождество, и, следовательно, детали всех [c.105]
Вторая разновидность - это потоки, технологические маршруты, обработки деталей на которых не имеют абсолютного тождества, и поэтому детали не всех наименований обрабатываются на всех рабочих местах. [c.106]
Проектирование технологических процессов начинается с анализа технического задания (ТЗ) на проектирование, включающее следующие элементы рабочий чертеж детали с техническими условиями или сборочный чертеж узла с условиями приемки, программу выпуска и другие условия. Проектирование технологического процесса обработки деталей включает ряд уровней разработку принципиальной схемы технологического процесса проектирование технологического маршрута обработки детали проектирование технологических операций разработку управляющих программ для станков с числовым программным управлением (ЧПУ). [c.176]
Основными этапами разработки технологических процессов являются анализ исходных данных выбор действующего типового, группового технологического процесса или поиск аналога единичного процесса выбор исходной заготовки и методов ее изготовления выбор технологических баз составление технологического маршрута обработки разработка технологических операций нормирование технологического процесса определение требований техники безопасности расчет экономической эффективности технологического процесса оформление технологических процессов. [c.98]
При планировании вывода отдельных единиц оборудования в длительный ремонт учитываются возможности их замены имеющимися единицами-дублерами и резервными (обычно не используемыми) единицами или установки временных единиц-заменителей. Рассматриваются также временные схемы технологических маршрутов обработки без участия данных единиц оборудования, для чего может потребоваться временное изменение структуры выпуска продукции в части номенклатурных позиций. Может заблаговременно создаваться задел для обеспечения последующих по ходу технологического процесса операций на время простоя оборудования в плановом ремонте. Заделы создаются за счет сверхурочных работ на всех операциях, предшествующих той, на которой оборудование выводится в ремонт. Размер задела определяется как произведение количества часов простоя в ремонте и количества деталей, выпускаемых за час. Для сокращения заделов нужно минимизировать время простоя оборудования в ремонте. [c.325]
В начальный период внедрения (1956—1960 гг.) метод групповой обработки осваивался в первую очередь применительно к простым деталям с двух- и трехоперационным маршрутом обработки или на отдельных операциях обработки сложных деталей. Вместе с тем на ряде передовых заводов осваивались групповые поточные линии с групповыми наладками станков по всем или большинству операций технологического процесса обработки, закрепленных за линией групп деталей. Такие линии были впервые созданы применительно к условиям крупносерийного производства на Ярославском автозаводе [9] и многономенклатурного серийного и мелкосерийного производства — на Ленинградском заводе полиграфических машин [23]. [c.8]
| Таблица 23 Шифры основных технологических маршрутов обработки детелей | 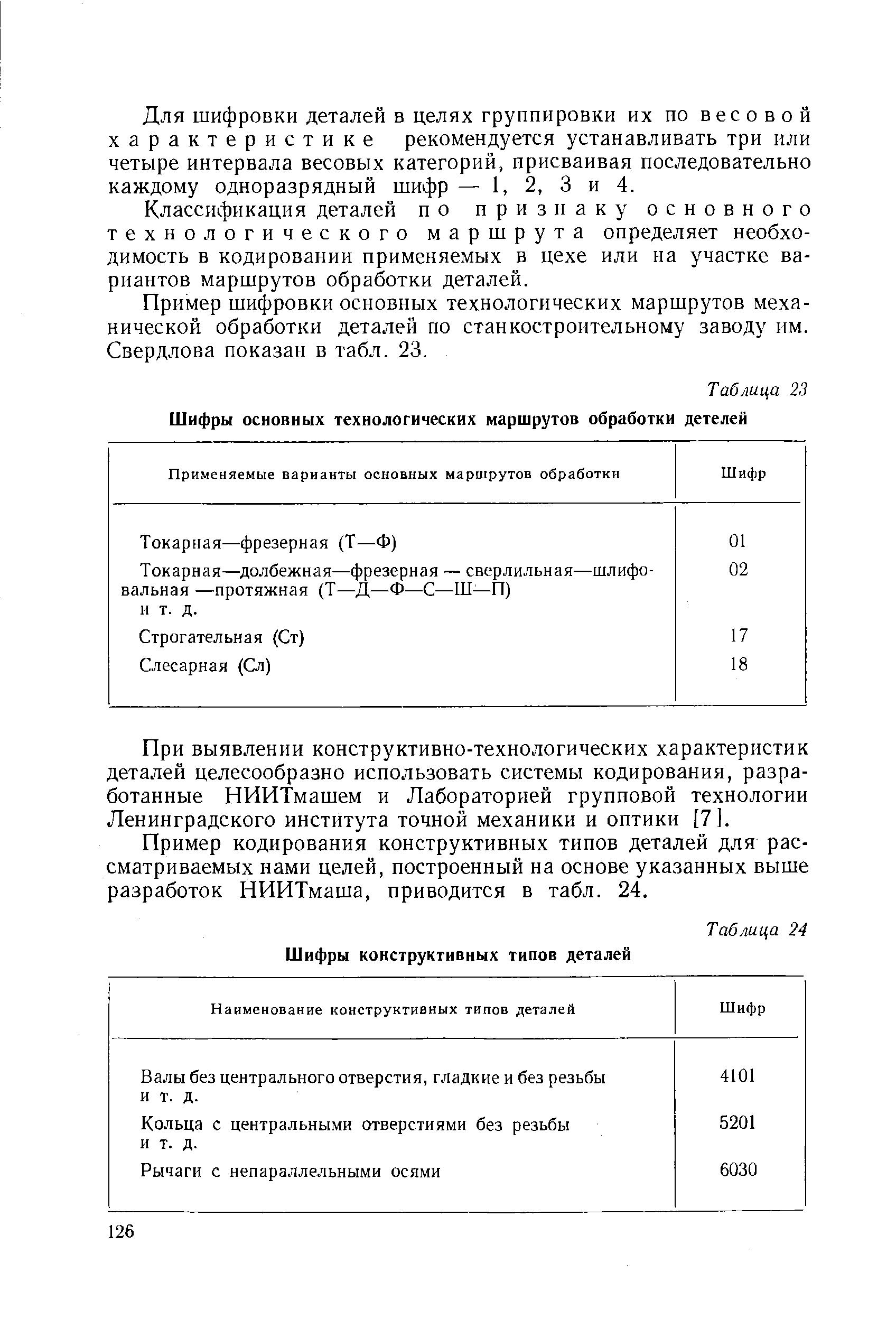 |
Эти дополнительные правила формулируются следующим образом. Для выбора варианта последовательности, обеспечивающего по деталям с однонаправленными маршрутами обработки построение оптимального календарного графика, из всего возможного их числа, наряду с расчетами по вариантам правил I и II, необходимо [c.156]
МАРШРУТ ОБРАБОТКИ [routing] в тонировании производства — перечень технологических операций, необходимых для изготовления изделия. [c.183]
Для обеспечения однонаправленного и прямоточного движения деталей в производстве их следует классифицировать по основным конструктивно-технологическим признакам, определяющим маршрут обработки и конструктивный тип деталей. Круг этих признаков и особенно их внутреннюю градацию устанавливают с учетом конструктивно-технологических особенностей изготовляемых машиностроительными предприятиями (цехом) изделий. В условиях машиностроения к числу таких основных признаков следует отнести [c.110]
Должностные обязанности. Разрабатывает под руководством более квалифицированного специалиста прогрессивные технологические процессы и оптимальные режимы производства на простые виды продукции или ее элементы, обеспечивая соответствие разрабатываемых проектов техническим заданиям и действующим нормативным документам по проектированию, соблюдение высокого качества продукции, сокращение материальных и трудовых затрат на ее изготовление. Устанавливает пооперационный маршрут обработки деталей и сборки изделий в процессе их изготовления и контроль по всем операциям технологической последовательности. Составляет карты технологического процесса, маршрутные и материальные карты, ведомости оснастки и другую технологическую документацию. Участвует в проведении патентных исследований и определении показателей технического уровня проектируе- [c.219]
Завершающим этапом разработки технологических процессов при проектировании групповых потоков как монономенклатурных, так и многономенклатурных является составление сводных технологических маршрутов обработки деталей для каждой конструктивно-технологической группы. [c.115]
ОПЕРАТИВНО-КАЛЕНДАРНОЕ ПЛАНИРОВАНИЕ (produ tion s heduling) — обеспечение синхронной работы взаимодействующих участков для надежного функционирования экономической системы в целом Матем задачи О -к п преимущественно решаются на основе моделей теории расписаний и запасов теории При этом технол маршруты обработки расчленяются на отдельные звенья, выступающие по отношению друг к другу как поставщики и потребители, и создаются буферные емкости для промежуточного хранения запасов Результатом расчетов должны быть оптим (как правило, сменные) задания на выполнение необходимых работ, формирование привязанных к точным датам заказов др экон системам [c.157]