В зависимости от потребляемого сырья предприятия относятся к добывающей или обрабатывающей промышленности по назначению продукции они относятся к предприятиям, изготовляющим средства производства или предметы потребления по характеру производственного процесса — на предприятия с непрерывным и дискретным (прерывным) производственным процессом по числу стадий производства — на одно- и многостадийные в зависимости от размера — на крупные, средние-, мелкие и т. д. [c.18]
В практике оперативного управления приняты две формы контроля — активная и пассивная. Пассивный контроль осуществляется преимущественно дискретно по окончании выполнения всего процесса или его части, или же через некоторые промежутки времени (смену, сутки). Эта форма не оказывает существенного влияния на течение производственного процесса, поскольку исключаются возможности устранения отклонений. При активном контроле предполагаются непрерывный или периодический (почасовой) анализ производственной ситуации и внесение необходимых коррективов для обеспечения выполнения установленных заданий. Оперативный контроль— наиболее активная форма контроля. По числу контролируемых величин контроль может быть единичным, или одновременным, множественным, или многомерным. В зависимости от объема контрольных операций различают одно- и многофункциональный контроль. Роль контроля в оперативном управлении трудно переоценить. Он является исходной предпосылкой для предотвращения и устранения возникших отклонений от заданной программы. Это достигается регулированием производства. Регулирование в оперативном управлении — это процесс, целью которого является обеспечение движения производства в заранее установленном порядке. При осуществлении производственного процесса изменяются ситуации, нарушаются установленные связи, возникают перебои в обеспечении материальными и трудовыми ресурсами и т. д. Регулирование призвано учитывать возможность таких отклонений в производстве и своевременно принимать меры к их предупреждению. В связи с этим регулирование как процесс должен быть гибким, динамичным, творческим. Разделение контроля и регулирования на два процесс весьма условно. Несмотря на то, что по своему содержанию функции контроля и регулирования разнородны, они органически сливаются, а их действия представляют определенное единство. В самом деле, только в процессе выполнения контрольных функций определяется необходимость в регулировании. В свою очередь, регулирование, корректируя ход производства, предопределяет изменение результатов его функционирования и вызывает потребность в контроле. [c.114]
По характеру протекания производственных процессов различают непрерывные и дискретные производства. Основным технико-экономическим показателем деятельности предприятия является объем выпускаемой продукции, работ и услуг. Коэффициент закрепления технологических операций за оборудованием является ведущим классификационным признаком предприятий по типу производства. Сложилась следующая классификация типа производства (табл. 1.1). [c.19]
О Тип и характер производства (дискретный, непрерывный) оказывает существенное влияние на состав и структуру нормативно-справочной информации БД, формы первичных учетных документов, порядок и периодичность учета затрат и результатов производственного процесса. [c.89]
Условия функционирования химико-технологических, нефтеперерабатывающих и нефтехимических систем таковы, что применение вероятностно-статистических методов для их анализа не всегда дает удовлетворительные результаты. Это связано как с трудностями вычислительного характера, так и с наличием неопределенностей не только вероятностной, но и нечеткой природы. Законы распределения параметров технологических способов производства имеют вероятностно-нечеткую природу вследствие субъективности учета, контроля и оценки результатов производственно-хозяйственной деятельности, а также поддержания показателей производственного процесса около" планируемого уровня в течение очередного шага дискретности. [c.208]
Непрерывность производственного процесса в машиностроении, однако, является относительной. Машиностроению свойственна дискретность, т. е. прерывность производственных процессов. [c.31]
Широкомасштабное внедрение поточно-скоростных методов строительства потребовало выяснения основных закономерностей,, присущих производственному процессу при высоких темпах движения колонн. Проводить для этой цели производственные эксперименты слишком дорого. Аналитические методы, отличающиеся простотой и удобством в использовании, дают приемлемые результаты только в относительно простых случаях. Рассматриваемый случай осложнен рядом методических трудностей.- Первая методическая трудность состоит в том, что после выполнения одних работ фронт для последующих открывается непрерывно, а после других — дискретно. Вторая методическая трудность связана с наличием параллельных путей в структуре. Идеальная схема поточного производства подразумевает последовательное движение технологических звеньев, выполняющих. отдельные виды работ.. Технологический граф отражает структуру модели, имеющей па- [c.55]
СРЕДСТВА ИНТЕЛЛЕКТУАЛЬНОЙ СИСТЕМЫ УПРАВЛЕНИЯ ДИСКРЕТНЫМИ ПРОИЗВОДСТВЕННЫМИ ПРОЦЕССАМИ [c.178]
Логическая структура интеллектуальной системы управления дискретными производственными процессами [c.182]
Современное массовое и крупносерийное производство характеризуется высоким уровнем автоматизации, непрерывностью технологического процесса (ТП), большой производительностью. Однако с ростом производительности автоматических линий возникает проблема контроля текущего состояния ТП, что сказывается на оперативности управления процессом и, как следствие, на качестве продукции. Особенно остро эта проблема проявилась при внедрении в производство автоматических роторных линий с производительностью 200—240 изд/мин, где выявилось явное противоречие между прогрессивным уровнем производственного процесса, в основе которого лежит принцип непрерывности и поточности производства, и дискретным характером управления процессом, нарушающим этот принцип. [c.4]
Планирование и организация хода поставок используются как средство эффективного продвижения материального потока по рабочим позициям и упорядочения соответствующих рабочих процессов в пространстве и времени. Особенно это важно в условиях осуществления дискретного производства, которое характерно для большинства предприятий промышленности. Дискретное производство характеризуется прерывностью производственного процесса на всем его протяжении. Прерывность усложняет движение материального потока от входа системы до ее выхода, что выражается в увеличении длительности производственного цикла, в возрастании величины запасов всех видов, и в конечном итоге приводит к снижению производительности системы. Такое производство требует постоянного контроля всех процессов с тем, чтобы обеспечить требуемую производительность и, по возможности, ее повысить. [c.447]
В обоих случаях есть смысл рассматривать возможность решения подобных проблем в упрощенных терминах диспетчирования. Речь идет о задачах нахождения приоритетов назначения работ на одно рабочее место, вместо того, чтобы пытаться точно составить расписание их выполнения на последовательности рабочих мест. Эффективность диспетчирования определяется массовостью его применения. Оно находит особенно широкое применение в сложных (по маршрутам движения потока) дискретных производственных процессах, в которых обработка ведется партиями различной величины, а производство ориентировано на меняющийся рыночный спрос. Суть процедуры диспетчирования состоит в использовании правил приоритетов при составлении графика выполнения работ одним рабочим центром. Причем под рабочим центром может пониматься не только одно рабочее место, но и переменно-поточная линия или участок. В случае планирования работы участка, когда запускаемые задания суть последовательности работ, фактически предлагается заменить методами диспетчирования рассмотренные до этого методы определения оптимальной очередности выполнения последовательности работ. К такой замене следует относиться с осторожностью и идти на нее только в целях резкого упрощения процедуры поиска приемлемого решения. [c.547]
По степени непрерывности производственные процессы подразделяются на прерывные (дискретные) и непрерывные. В дискретных процессах имеют место перерывы как внутри производственного цикла, так и между смежными производственными циклами на загрузку, выгрузку машин и аппаратов, контроль качества и количества и т. п. [c.34]
Современная научно-техническая революция, обусловливающая в обозримой перспективе крупные качественные и количественные сдвиги в технологической и экономической структурах промышленного производства, требует адекватного изменения форм организации производства на всех его иерархических уровнях. Речь идет о развитии качественно новых форм организации производства, гибко реагирующих на изменения в системе разделения труда в производственном аппарате промышленности. Основу для этого составляет прежде всего совершенствование всех форм концентрации производства. Научно-техническая революция изменяет условия развития производства. На смену крупному производству, базирующемуся на механической системе машин и механических прерывных производственных процессах, приходит крупное производство, основанное на автоматической системе машин и непрерывных производственных процессах. В этих условиях внутри предприятий быстро развиваются агрегатная и производственно-технологическая формы концентрации производства, основанные на использовании автоматизированных и автоматических систем машин как дискретного, так и в особенности непрерывного действия. [c.77]
В наибольшей степени автоматизации доступны непрерывные производственные процессы, для которых характерны однородные сырье и продукция. Более сложные условия для развития автоматизации существуют в отраслях, в которых производство носит дискретный характер, в первую очередь в машиностроении, в особенности в мелкосерийном и единичном производстве. Вместе с тем и здесь благодаря программируемой автоматизации имеющиеся возможности значительно расширились. [c.81]
Значение и задачи оперативно-производственного планирования. Важнейшая задача оперативно-производственного планирования — организация движения предметов труда во времени и пространстве в целях ритмичного выполнения плана изготовления и выпуска продукции. При этом должны выявляться и поддерживаться внутрипроизводственные пропорции в выработке различных подразделений предприятия, в их техническом оснащении, а также календарная сопряженность отдельных операций и процессов изготовления продукции. Степень выполнения этой за дачи, т. е. качество оперативно-производственного планирования, оценивается полнотой и равномерностью выполнения производственной программы предприятия или цеха, рациональностью использования производственных ресурсов, непрерывностью производственного процесса (в дискретном производстве), [c.126]
Дискретный контроль является пассивным элементом системы управления качеством, который ставит заслон на пути бракованной продукции и предотвращает ее проникновение в дальнейшие стадии производственного процесса или к потребителю. Погрешности измерений при контроле приводят к принятию неверных решений, т. е. браку контроля, когда часть продукции ложно забраковывают, а часть дефектной пропускают. [c.16]
Синтетический производственный процесс — такой, в котором продукция изготавливается из различных видов сырья. Например, при производстве автомобилей используются различные виды металла, пластмасс, резина, стекло и другие материалы. Синтетический производственный процесс объединяет, как правило, множество дискретных технологических процессов с механическим и физическим воздействием на предметы труда. [c.199]
Групповое производство — это форма организации дискретных производственных процессов на основе унифицированной групповой формы организации технологических процессов. Групповые технологические процессы разрабатываются для группы деталей, характеризующихся при обработке общностью оборудования, оснастки и наладки. Групповые технологии позволяют в производстве мелкими партиями и даже в единичном применять формы организации массового производства. [c.200]
Групповое производство — форма организации дискретных производственных процессов на основе унифицированной групповой формы организации технологических процессов. [c.255]
Высокие требования к развитию науки и техники создают тенденцию к увеличению удельного веса измерений в научных и производственных процессах. Так, если в процессе производства дискретных радиоэлементов (транзисторы, радиолампы и др.) среднее количество измерений составляло 85, то при производстве интегральных схем потребовалось выполнять 350 контрольно-измерительных операций, а по большим интегральным схемам количество этих операций возросло в 50 раз. [c.160]
Производственно-экономическая информация может быть классифицирована по различным признакам, в том числе 1) по отношению к управляющей системе — внешняя и внутренняя 2) по функциональному назначению — информация планирования, учета, статистики, контроля, нормирования, регулирования 3) по временному признаку—оперативная, текущая, долгосрочная 4) по степени преобразования—элементарная, агрегированная, совокупная (понятие статистической совокупности) 5) по физическим формам представления — число, текст, таблица, график, перфокарта, сигнал, устная речь 6) по периодичности передачи — непрерывная и дискретная 7) по способу формирования — с помощью измерительных устройств и приборов на основе внешней и внутри-объектной документации ввод оператором вручную с пультов управления 8) по источнику преобразования — человек, машина, человеко-машинная система 9) по отношению к участию в процессе управления — исходная, промежуточная, результатная. [c.397]
Для использования в планировании ЭММ необходимы экономико-математические модели, содержащие основные параметры процессов и выражающие их связи в виде уравнений или неравенств. В электротехнической промышленности накоплен значительный опыт оптимизации планирования. В наибольшей мере это относится к решению задачи перспективного планирования, развития, специализации и размещения отрасли и отдельных производств. Оптимизация планирования в отрасли позволяет учитывать в расчетах значительно большее число факторов, чем при использовании традиционных методов планирования, выбирать наилучший из вариантов в заданных условиях с точки зрения критерия оптимальности. За основу принимаются динамические производственные или производственно-транспортные модели в вариантной постановке с дискретными переменными. Вместе с тем в каждом конкретном случае учитывается специфика производства. [c.78]
Производственно-хозяйственная деятельность предприятия (объединения) имеет непрерывный характер, а уровень качества продукции-дискретный. Процесс формирования уровня качества начинается с принятия решения об уровне качества продукции, предполагаемой к выпуску. Поэтому в Стандарте учтено, что само решение является результатом изучения руководством отрасли потребностей народного хозяйства, с одной стороны, и технико-экономических возможностей достижения заданного уровня качества продукции в конкретных условиях производства в отрасли - с другой. [c.17]
Изготовители аппаратуры постепенно превращаются <в создателей систем сложных функциональных блоков, выпускаемых электронной промышленностью. При этом у них значительно сокращаются затраты на проектирование и разработку, оборку, монтаж, отладку и конструктивные материалы, уменьшается потребность в производственных -площадях, измерительном и монтажном оборудовании. Происходит процесс перемещения стоимости от производителей аппаратуры к изготовителям интегральных схем. Уже сейчас затраты на рабочую силу в производстве телевизоров на сборку, настройку и контроль составляют в США всего лишь 5% себестоимости телевизора даже при дискретных компонентах. [c.18]
Выполнение обширных задач производственного управления требует больших трудовых затрат, большой четкости и организованности работы на всех уровнях этого вида управления. Этот вид управления на современных предприятиях подвергается систематическому усовершенствованию путем внедрения технологических процессов, построенных на принципах гибкого автоматизированного производства, в основе которого лежит использование станков с числовым программным управлением, промышленных роботов и других механизмов, функционирующих в составе автоматизированных линий под управлением ЭВМ. Это позволяет перестраивать такие линии, участки, цехи сменой комплексов управляющих программ с единого центрального пульта управления и обеспечивать выпуск серийных, мелкосерийных и единичных изделий дискретными партиями, номенклатура и объем которых могут часто меняться во времени. [c.17]
Для текущей производственной деятельности предприятия необходимы финансовые средства. Затраты на производство продукции и поступление доходов от ее реализации, как правило, разделены во времени. Для обеспечения бесперебойного процесса производства продукции в условиях дискретного характера поставок и закупок, необходимо создавать запасы сырья и материалов, величина которых зависит от объемов производства, регулярности и надежности поставок. Эти факторы должны быть учтены на стадии подготовки и опенки плановых и управленческих решений, иначе предприятие может столкнуться с отсутствием оборотных средств, необходимых для того, чтобы вовремя расплатиться с поставщиками или выдать заработную плату. [c.65]
В силу реально сложившихся условий статистические данные, характеризующие производственную деятельность большинства отечественных предприятий, представлены непрерывными дискретными динамическими рядами небольшой протяженности, упорядоченными по параметру - временному интервалу, равному (чаще всего) одному году. По своей природе это типичные короткие временные ряды. Они имеют сложную природу происхождения, отражая, прямо или опосредованно, влияние большого числа формирующих их факторов. Результативный анализ эволюции подобных процессов (имеющих как экономическую, так и производственную природу происхождения) базируется на тщательном исследовании всех влияющих факторов. Это крайне сложная, а подчас просто нереальная, с практической точки зрения, задача, поскольку обычно мало что известно о фактической связи изучаемых факторов и прогнозируемого экономического параметра. Но поскольку совокупное влияние формирующих факторов определяет некоторую закономерность изменения рассматриваемого параметра во времени, эта закономерность может быть исследована по временному ряду наблюдений за выбранным параметром. Существенных результатов в ряде случаев можно добиться при анализе и прогнозе отдельного целенаправленно сформированного временного (динамического) ряда. Безусловно, наличие априорной информации о функционировании изучаемого процесса значительно облегчает проблему, но в общем случае это типичная задача [c.27]
Кроме того, при современном уровне развития техники в большинстве отраслей мощность предприятия зависит от единичной мощности основного технологического оборудования и числа единиц этого оборудования, формирующих производственную мощность конкретного предприятия. Неделимость производственных объектов (например, новых технологических линий), требование возможно более полной загрузки их мощности ведет к дискретности производственных мощностей. Иными словами, искомые в процессе решения перспективные производственные мощности предприятий могут принимать не любые значения на всем интервале изменения мощности (непрерывность), а лишь некоторые, строго определенные значения, т. е. мы имеем в этом случае задачу развития и размещения с дискретными (целочисленными) переменными. [c.150]
Механизм образования производственного запаса марки материального ресурса в течение года при транзитной форме снабжения и регулярном процессе расхода (отпуска) поясним на примере простой модели, которая наиболее часто встречается в жизни и рассматривается в большинстве методических разработок по нормированию запасов, — дискретного (не [c.41]
| Рис. 1.2. Формирование производственного запаса марки материального ресурса при дискретном процессе снабжения и непрерывном процессе отпуска | 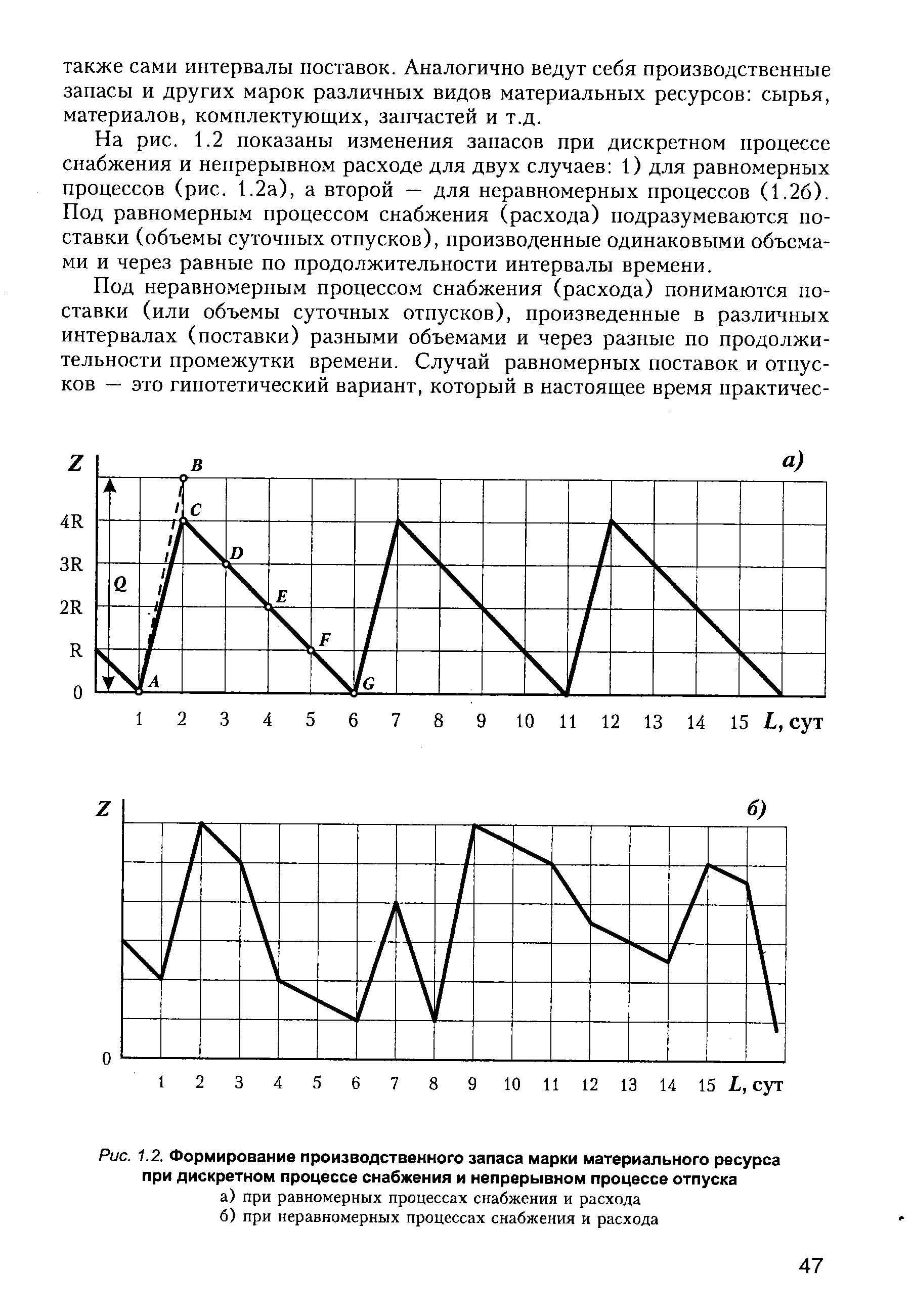 |
Весь комплекс задач оперативного управления производством отличается чрезвычайным многообразием, обусловленным характером производственного процесса (непрерывным или дискретным) спецификой технологических схем цехов, участков, агрегатов,. сырьевых и продуктовых потоков количественным составом оборудования и их взаимосвязями уровнем организации производства и т. д. При этом следует учитывать, что оперативное управление охватывает различные отрезки времени — месяц, декаду (неделю), сутки, смену, час, непрерывно, по отношению к которым задачи отличаются целевым назначением и самой постановкой. Если решение задач перспективного и текущего планирования носит периодический характер, то задачи оперативного управления ре-шшотся постоянно на протяжении всего срока функционирования объекта. В этом одна из существенных особенностей автоматизации оперативного управления производством в условиях АСУП. [c.422]
Ко второй группе относятся определения, где также используется термин производственный цикл , но он уже характеризуется не как период или время , а как совокупность отдельных взаимосвязанных производственных процессов, в результате осуществления которых получается законченный продукт. При изучениии вопросов экономики, организации и планирования промышленного производства нас интересует не столько техническое и технологическое содержание такой совокупности процессов и операций, сколько исполнение ее во времени, т. е. полная длительность производственного цикла, продолжительность и количество перерывов, в том числе праздных ритмичность и общий фронт работ, дискретность и параллельность движения производства. [c.72]
В системе технического сервиса управление будем рассматривать как технологический процесс сбора, обработки и предоставления информации, необходимой для выработки управляющих воздействий. Процесс управления включает в себя большое количество дискретных управляющих воздействий, осуществляемых на разных уровнях организации производственного процесса технического сервиса (ППТС), и представляет собой некоторое действие из множества возможных действий, направленных на достижение определенной цели. При этом каждое действие производственного процесса ТС определяется состоянием его элементов и поданными на эти элементы управляющими воздействиями, т. е. каждому объекту множества сопоставима пара объектов, таких, что один из них принадлежит множеству состояний элементов производственного процесса, а другой - множеству управляющих воздействий [153, 237]. [c.78]
Научно обоснованная технология выступает структурообразующим фактором производственного процесса и во многом определяет формирование систем машин. Прогрессивные направления современной технологии связаны с использованием в качестве орудия непосредственного воздействия на предмет труда открытых наукой новых явлений и сил природы (электронных, ядерных, химических, биологических и т. п.), с переходом от дискретных и циклических процессов к непрерывным, с уменьшением стадийности технологических процессов, внедрением замкнутой (безотходной или малоотходной) переработки сырья. Б. И. Кушлин. [c.234]
Во-первых, речь идет о переходе от дискретных (прерывных) многооперационных процессов, которые могут развиваться лишь по направлению все большего дробления операций, а следовательно, увеличения их монотонности, непривлекательности, к малооперационным производственным процессам. [c.404]
На непрерывных проитеодствах, таких как очистка нефти, химическая установка или непрерывная линия производства автомобилей, решение об объеме выпуска может быть принято на произвольный период времени. Однако в групповых (пакетных) процессах, когда продукция выпускается партиями, начало и конец производства партии изделий образуют более типичный для принятия решений период. Выбранный период времени важен по двум причинам во-первых, его длительность определяет объем продукции, который можно получить в определенном производственном процессе, т. е. яшшется базой для измерения объема выпуска во-вторых, функция запасов становится более важной, когда мы переходим от непрерывных к дискретным (пакетным) процессам. [c.287]
Общие положения. Риск — это возможность опасности, неудачи и приобретений, выигрыша в предсказании результата. Это естественный элемент в деятельности любого человека, расширяющий его представления об окружающем мире. С риском связаны процессы развития — как прогресс, так и регресс. Как правило, риск оценивают в производственной, управленческой, инвестиционной, кредитной и рыночной деятельности. Таким образом, управленческий риск является частью более широкого набора рисков. Управленческий риск (в дальнейшем — риск) рассматривается по всей цепочке разработки и реализации УР. Риск определяет соотношение двух полярных результатов отрицательного (полный срыв запланированного) и положительного (достижение запланированного). Обычно риск оценивается дискретно либо как соотношение пары чисел (например, 1 9 20% 80% и т.д.), либо как процент отрицательного исхода (например, 0,01%). Например, риск 2 8 означает, что только в двух случаях из 10 решение не будет реализовано риск 10% означает, что на 10% не гарантируется положительный исход принятого решения риск 50% 50% (фифти-фифти) означает равную вероятность как отрицательного, так и положительного исхода процесса. В общем виде запись риска имеет вид [c.164]