Высокая производительность специализированных ЭВМ (до 120 технологических переходов в час), возможность использования их для нормирования не только станочных, но и других видов технологических операций (электродуговая, газовая и точечная сварка, газовая резка и др.) позволяют полностью обеспечивать технико-нормировочными расчетами крупные заводы. Применяют, как правило, в условиях крупносерийного производства. [c.307]
Отсасывающие панели применяют для удаления вредных выделений, увлекаемых конвективными токами, при таких ручных операциях, как электросварка, пайка, газовая сварка, резка металла и т. п. [c.46]
Перед сваркой выполняется предварительный подогрев монтажного стыка кольцевыми газовыми горелками. [c.289]
Перед сваркой выполняют предварительный подогрев монтажных стыков кольцевыми газовыми горелками. [c.293]
Шланг резиновый кислородный для. газовой сварки, м ГОСТ 93 56-60 20 [c.322]
Различают следующие виды сварки автоматическую и полуавтоматическую под слоем флюса со свободным и принудительным формированием шва, стыковую контактную, ручную электродуговую, газовую ручную, автоматическую и полуавтоматическую в среде углекислого газа. [c.85]
| Рис. 26. Схема газовой сварки | 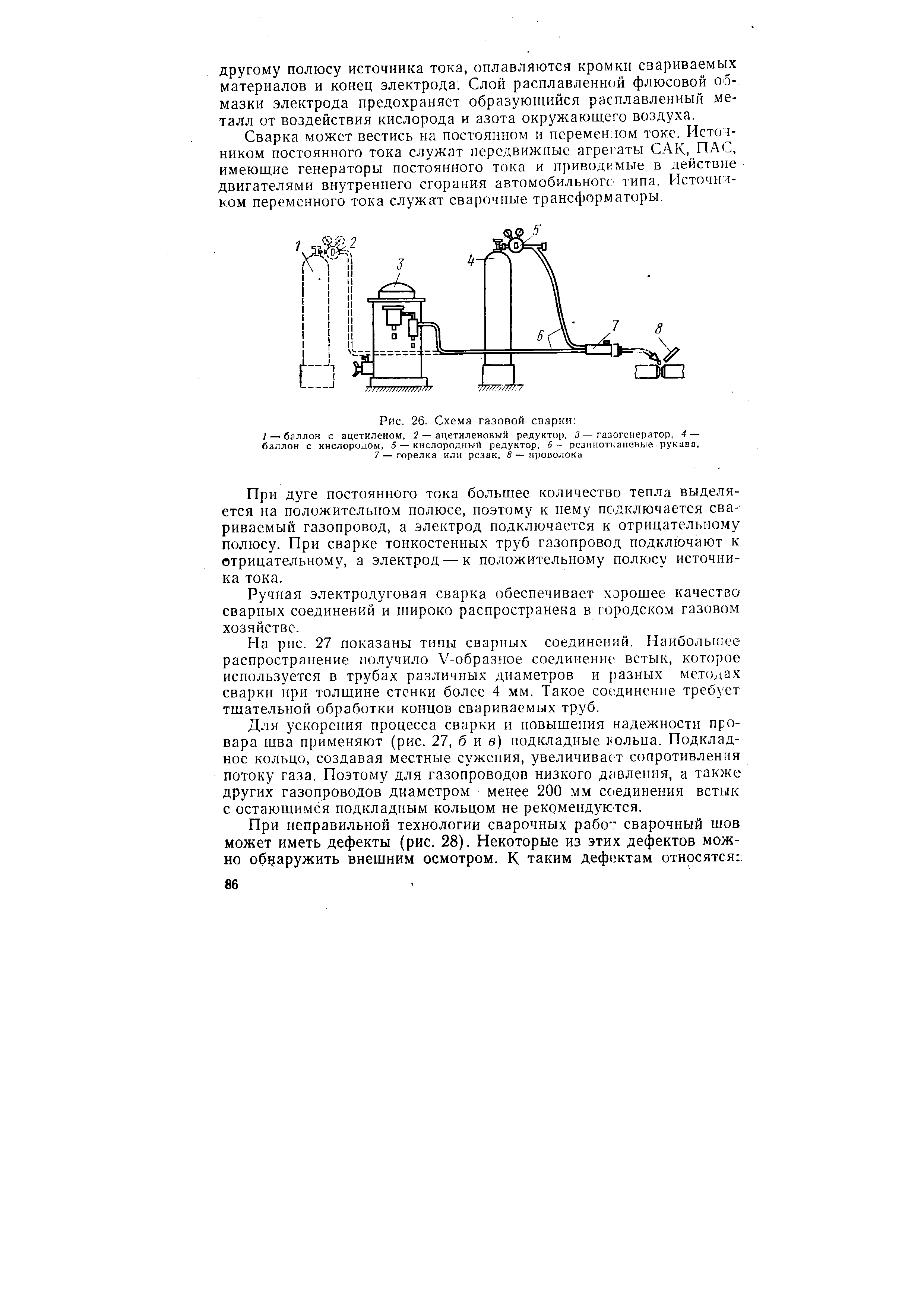 |
Механические испытания стыков сварных швов подземных, надземных и внутренних газопроводов, сваренных электродуговой или газовой сваркой (независимо от рабочего давления). При этом 2% — на газопроводах диаметром менее 50. мм 0,5% — на газопроводах диаметром 50 мм и более, но не менее двух стыков диаметром до 75 мм, сваренных каждым сварщиком за месяц, и не менее одного стыка диаметром более 75 мм. [c.88]
Для механических испытаний стыков, сваренных электродуговой, газовой и прессовой сваркой, из стыка вырезаются три образца с наснятым усилением для испытаний на разрыв (растяжение) и не менее трех образцов со снятым усилением для испытаний на изгиб. [c.88]
Сварные соединения должны иметь предел прочности — не менее нижнего предела прочности основного металла труб угол загиба— не менее 120° для всех видов сварки (для газовой и прессовой сварки допускается угол загиба не менее 100°). [c.88]
При неудовлетворительных результатах механических испытаний образцов сварного шва при дуговой, газовой и прессовой сварке повторно испытывают удвоенное количество образцов. Если ре-. зультаты этих испытаний будут неудовлетворительными хотя бы на одном образце, то все стыки, сваренные сварщиком, проверяют физическими методами контроля, а сварщика вновь допускают к работе только после прохождения практики и получения положительных результатов при сварке пробного стыка. [c.89]
Работы по газовой врезке, сварке и резке действующих газопроводов допускаются при давлении газа в пределах 400—1000 Па. Такое давление обеспечивает безопасное ведение работ, так как при давлении газа свыше 1000 Па ухудшается качестве сварки и длинное пламя создает ряд неудобств для работающих. При давлении ниже 400 Па создается опасность попадания воздуха в газопровод и образования газовоздушной смеси взрывной концентрации. [c.133]
На наиболее ответственные работы кроме наряда составляется специальный план, утвержденный главным инженером треста (конторы, предприятия)). К этим работам относятся работы по вводу в эксплуатацию и пуску газа в газопроводы вновь газифицируемых городов и поселков пуску газа в газопроводы с давлением выше 0,6 МПа присоединению к действующим газопроводам среднего и высокого давлений работы в ГРП с применением сварки и газовой резки ремонтные работы на газопроводах среднего и высокого давлений с применением сварки и газовой резки снижение и восстановление давлений газа в газопроводах и т. д. [c.305]
В колодцах, тоннелях и коллекторах не допускается сварка и газовая резка на действующих газопроводах без отключения и продувки их воздухом. У запорного устройства дополнительно устанавливают заглушку, которую удаляют после окончания работ."Если работы предусматривают снижение давления, то его снижают до начала работ, однако даже при сниженном давлении могут быть случаи воспламенения выходящего в атмосферу газа, поэтому необходимо иметь на месте средства тушения пламени. Пламя сушится замазыванием глиной, засыпкой землей, набрасыванием брезентовых или асбестовых одеял, а т атаке струей инертного газа. [c.306]
НОРМИРОВАНИЕ ГАЗОВОЙ СВАРКИ [c.165]
Нормирование газовой сварки имеет некоторые особенности. Основным фактором, влияющим на продолжительность расплавления металла, является номер наконечника сварочной горелки. Чем больше номер наконечника, тем быстрее сварка протекает. Номер наконечника выбирается в зависимости от толщины свариваемого металла. [c.166]
Норма штучного времени на газовую сварку (в мин) [c.166]
Назовите особенности расчета основного времени при газовой сварке, [c.166]
Примечания. 1. В таблице предусмотрена следующая технология электродуговой сварки стыков сборка труб в звенья и прихватка в среде углекислого газа сварка первого слоя шва поворотных стыков в среде углекислого газа вручную сварка последующих слоев шва автоматическая под слоем флюса приварка корня шва изнутри трубы автоматическая или вручную на стеллаже (Для трубопроводов диаметром 1420 мм) сборка звеньев труб в плеть с прихваткой в среде углекислого газа сварка первого слоя шва неповоротных стыков в среде углекислого газа вручную сварка последующих слоев шва неповоротных стыков вручную частичная подварка корня шва вручную изнутри трубы (для трубопроводов диаметром 1420 мм) предварительный подогрев труб круговой газовой горелкой при сварке стыковых соединений (для трубопроводов диаметром 1420 мм). [c.362]
Газовая сварка отличается еще большей универсальностью, че м ручная- электросварка плавящимся электродом так как она дает возможность осуществлять соединения деталей самой разнообразной формы и величины, изготовленных из различных металлов. Газовая сварка обеспечивает получение. высококачественных швов серого чугуна. Кроме того, она удобна для соединения тонкостенных и трубчатых элементов. Ее недостатком является значительная деформация деталей, особенно при соединениях с угловыми швами. [c.152]
Производительность газовой сварки, а следовательно, и экономическая целесообразность ее применения резко падают с повышением толщины свариваемых элементов. [c.152]
Оборудование электросварочное, преобразователи высокой частоты для плавки и закалки металлов и оборудование для газовой сварки........ 15-06 [c.151]
Пример 2. Вес наплавленного металла на детали при газовой сварке Qd=5,0 кг. Опытом установлено, что потери на разбрызгивание и угар составляют 6% к весу наплавленного металла. Нужно определить вес потерь дп.д и норму расхода присадочной проволоки Рд. [c.48]
Основное время сварки на 1 пог. м установлено по нормативам времени на газовую сварку металлов. [c.453]
МПС. Нормативы времени по нормированию электродуговой, газовой, контактной сварки и резки металла, Трансжелдориздат, 1950. [c.546]
Общемашиностроительные нормативы времени на газовую сварку, газовую, газоэлектрическую и кислородную флюссовую резку черных, коррозионно-стойких и цветных металлов. — М. Экономика, 1989. [c.186]
Электрооборудование применяется в широких масштабах при электроимпульсной, электромеханической, электролитической обработке металлов. В этой связи в двенадцатой пятилетке разрабатываются новые электротехнологические комплексы. Например, применение лазерных технологических установок с газовыми лазерами для сварки, резки и термообработки позволяет значительно улучшать качество обработки и увеличить срок службы деталей, существенно поднять производительность механообработки и резки труднообрабатываемых материалов. Замена ручной сварки специализированными комплексами с автоматическими сварочными работами позволит повысить производительность труда в сварочном производстве на 30—40%. [c.207]
Газ на строительной площадке требуется для отопления и сушки помещений, а также при сварке и резке металлов. Отопление и сушка помещений при помощи газовых калориферов в условиях строительства обходятся значительно дешевле по сравнению с электрокалориферной сушкой. При невозможности получения газа от постоянных сетей его доставляют на строительную площадку с газораздаточных станций в баллонах в сжатом или сжиженном виде (пропан). При большой потребности в газе и при значительной отдаленности газораздаточных станций его доставляют на строительную площадку в специальных цистернах. [c.105]
Перед сваркой захлеста один из концов плети трубопровода обрезают с припуском по отношению к другому на 25-50 мм. Кромку конца после газовой резки обрабатывают электрошлифовальной машиной. [c.289]
При этом применяют только такие методы сварки, которые обеспечивают надежную плотность сварного соединения предел прочности сварного соединения не менее нижнего предела прочности металла труб угол загиба не менее 120° при всех видах алектродуго-вой сварки и не менее 100Э при газовой и контактной сварках. [c.85]
Для сооружения распределительных и впутриобъектовых газопроводов наибольшее распространение получила ручная электродуговая и газовая сварка. [c.85]
Газовая сварка применяется при сварке труб диаметром до 50 мм и толщиной стенок не более 5 мм и осуществляется за счет тепла, выделяющегося при сгорании ацетилено-кислородной смеси. [c.85]
На рис. 26 показана схема газовой сварки. Получение ацетилено-кислородной смеси и сжигание ее производятся в ручных сварочных горелках 7 со сменными наконечниками. Кислород и газ подаются в горелку по резинотканевым рукавам 6. [c.85]
Газовая сварка производится с помощью сжигания ацетилено-кислородной емеси. Основными газами, которые применяются для сварки, являются кислород и ацетилен. Для образования газовой смеси и ее сжигания используют специальную сварочную горелку. [c.165]
Основное время газовой еварки включет три элемента время сварки 1СК, время прогрева tnpr и время прихвата прх оно определяется в минутах как суммарная величина по формуле [c.166]
Общемашиностроительные нормативы времени на газовую сварку. М. НИИТруда, 1976. 43 с. [c.183]
Использование достижений научно-технического прогресса в электромонтажном деле характеризуется и степенью внедрения прогрессивной технологии и передовых методов организации труда. При производстве монтажных работ широко применяются, например, такие передовые приемы, как термитная, газовая и электрическая сварка и опрессовка при соединении и оконцевании проводов и кабелей. Повсеместное распространение получили эпоксидные смолы при монтаже кабельных муфт, изделия из полимерных материалов и т. п. [c.71]
М. К. Г у с е л ь щ и к о в, Электрическая и газовая сварка в судостроении и судоремонте, Водтрансиздат, 1953. [c.271]