| Таблица 57. Размеры сварочной ванны, мм | 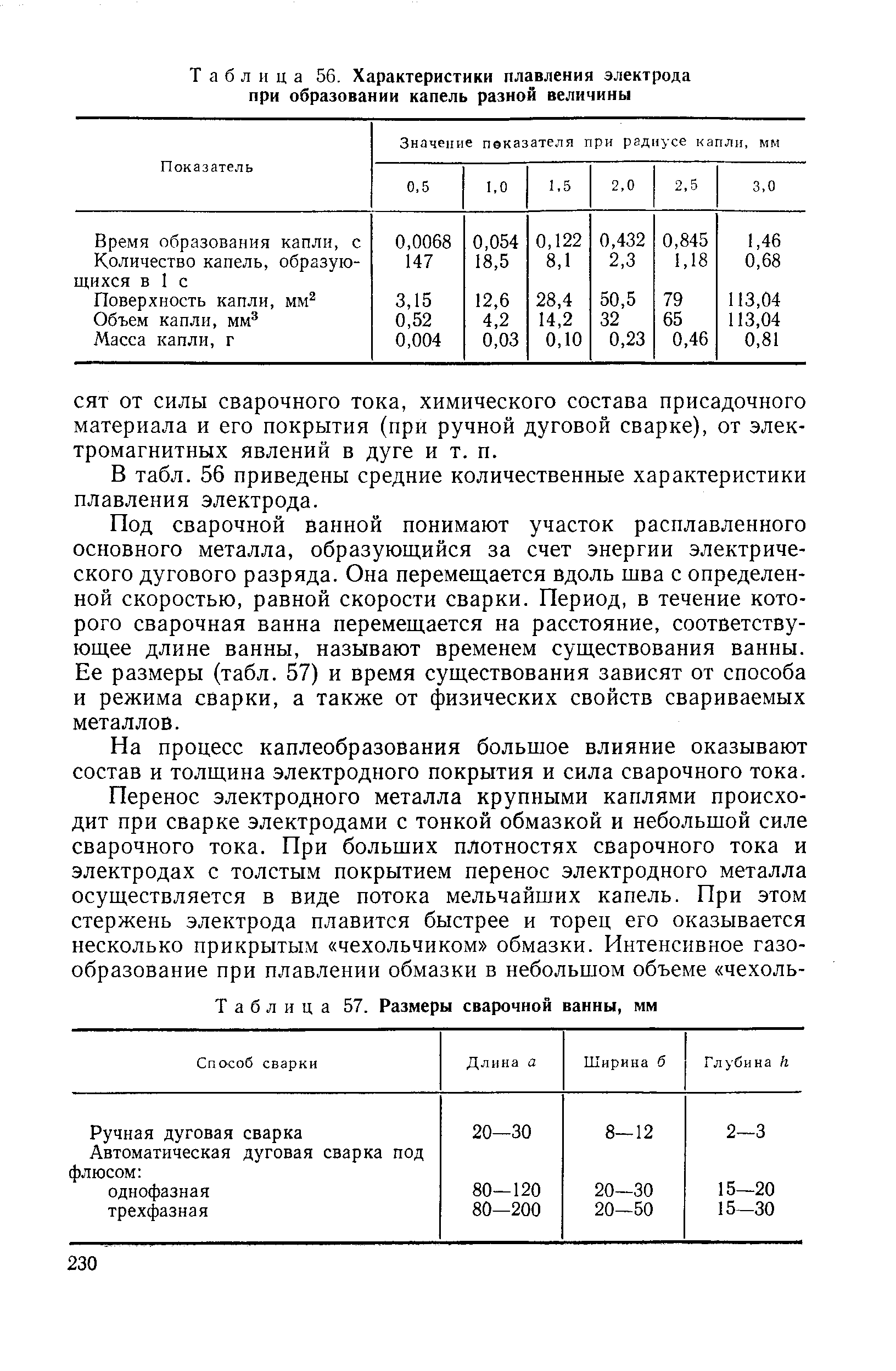 |
Производительность сварки в значительной степени зависит от скорости расплавления электродного металла, которая в свою очередь зависит от полярности тока, состава обмазки электрода и ряда других факторов. Например, при обратной полярности тока сварки образование сварочной ванны идет быстрее, так как на аноде выделяется больше тепла и температура там выше, чем на катоде. Скорость плавления металла оценивается коэффициентом расплавления, который варьирует от 6,5 до 14,5 г/А-ч. Меньшие значения этого коэффициента соответствуют электродам с тонким (меловым) покрытием, а большие — электродам с толстым покрытием. [c.231]
Нижние швы наиболее удобны для выполнения, так как расплавленный металл электрода под действием силы тяжести стекает в кратер и не вытекает из сварочной ванны, а газы и шлак выходят на поверхность металла. Поэтому везде, где это возможно, детали следует располагать так, чтобы можно было вести сварку в нижнем положении шва. [c.231]
Нагревательные аппараты, печи сопротивления, сушильные шкафы и ванны Сварочные трансформаторы [c.129]
Третье направление развития поточного производства состоит в расширении использования поточных форм на предприятии, с тем чтобы поток в конечном счете охватил весь производственный процесс изготовления продукции. Объективную основу развития потока в этом направлении составляет технический прогресс производства. В поточные линии включаются сборочные полуавтоматы, установки токов высокой частоты, сварочные автоматы, термические ванны и печи, кузнечные машины, литейные агрегаты. [c.83]
Должен знать основные сведения об устройстве и принцип работы обслуживаемых газовых и мазутных печей, ванн и сварочных аппара- [c.235]
Должен знать устройство обслуживаемых газовых и мазутных печей, ванн, сварочных аппаратов и специальных приспособлений основы и температурный режим закалки и другой термической обработки проволоки, ленты и крепежа операции последующей обработки изделий режим работы газовых и мазутных печей и охлаждающих отпускных ванн свойства охлаждающей среды устройство простых и средней сложности контрольно-измерительных приборов. [c.236]
Электродуговая сварка осуществляется в результате сосредоточенного воздействия тепла электрической дуги. При этом вместе с основным и электродным металлом плавится электродное покрытие (при ручной дуговой сварке) или флюс (при сварке под слоем флюса). Расплавленный металл электрода переходит в сварочную ванну в виде капель, размер и количество которых завк- [c.229]
В тех случаях, когда указанные способы сварки по каким-либо причинам конструктивного или технологического характера не могут быть использованы (например, соединение элементов из разнородных металлов, недоступность мест соединения для электродов сварочной машины, необходимость обеспечения герметичности), применяют пайку туго-ллавкими (твердыми) припоями, в солевых ваннах, в печах или с нагревом т. в. ч. При этом применяют медно-цинковые, латунные и серебряные припои различных марок (в зависимости от материала спаиваемых элементов и требований к прочности соединения). . [c.149]
ВАН УССР работает девять инженерных центров. Шесть из них на базе Института электросварки им. Е. О. Патона (сварка давлением, электронно-лучевая технология сварки, роботизация производства сварочных конструкций, электрошлаковая технология защитных и уплотняющих покрытий, металлообработка взрывом). При Институте кибернетики им. В. М. Глушкова создан инженерный центр по микроэлектронике, а в институте сверхтвердых материалов — по разработке оборудования высоких давлений и температур для получения новых материалов. [c.74]
Характеристика работ. Управление при помощи командо-контроллеров работой механизмов разматывающей станции на.агрегатах непрерывного травления и отжига листового металла в рулонах механизмов главного поста разматывающей станции и сварочно-сшивной машины на агрегатах непрерывного электролитического травления, обезжиривания, лужения, оцинкования и лакирования механизмов разматывающей и наматывающей станции агрегата непрерывного травления, электролитического лужения и лакирования рулонной жести ножницами на агрегатах непрерывного травления и обезжиривания. Обслуживание агрегата периодического травления. Пуск, останов механизмов и регулирование скоростей движения. Подача рулона на разматыватель и полосы в агрегат, сварка полосы, скатывание рулонов. Наблюдение з-а поверхностью полосы и выявление заворотов и рваной кромки, складок, рисок, царапин, прожогов полос в ваннах обезжиривания и других дефектов и участие в их устранении. Обеспечение нормальной работы обслуживаемого оборудования и самостоятельное выполнение текущего ремонта. [c.138]
Должен знать устройство электроконтактных машин, электрических печей и сварочных аппаратов непрерывного действия основы и температурный режим обжига и закалки изделий из цветных и черных металлов свойства охлаждающей среды операции последующей обработки металлов режим работы электрических закалочных, патентировочных печей и охлаждающих отпускных ванн устройство наиболее распространенных специальных приспособлений и контрольно-измерительных приборов технические условия на термически обрабатываемые детали и изделия. [c.237]
По месту выполнения контрольных операций технически" контроль может быть стационарным и подвижным (скользящим). Стационарный контроль осуществляется на стационарно . рабочем месте контролера. Он применяется при контроле небольших сварных сборочных единиц и изделий, а также когда используется громоздкая контрольная аппаратура, например, стапнснарнге рентгеновские аппараты, водяные ванны для опрессовкп сварных емкостей и т. п. Подвижной контроль выполняется непосредственно на сборочно-сварочном рабочем месте при контроле громоздких сварных конструкций (балки, цистерны и др.). В этсм случае используется переносная контрольная аппаратура, например, различного рода дефектоскопы, гамма-аппараты и т. п. [c.121]
В настоящее время в сварочном производстве применяется дистанционный визуальный контроль с помощью телевизионной аппаратуры. Этот вид контроля организуется при сварке объектов, исключающих возможность пребывания сварщика около сварочного автомата из-за агрессивности окружающей среды, трудно-доступности и целого ряда других причин. Такая система контроля обеспечивает визуальное наблюдение за сварочной дугой, электродной проволокой, ванной жидкого металла и образованием сварного шва, что позволяет предупредить брак сварных швсз п соединений. [c.123]