Совершенствование основных этапов технологического процесса обработки планово-экономической информации осуществлялось путем внедрения унифицированных форм плановых документов, системы подготовки и централизованного накопления числовой информации на магнитной ленте (система Документ ), использования процедурно-ориентированных средств программирования, организации планирования и оперативного управления работами в ВЦ. [c.175]
Сначала выявляются рабочие машины, которые не допускают прерывания или удлинения технологического процесса обработки изделий. В таких случаях для разгрузки необходимо применять технологические накопители, емкость которых рассчитывается по формуле [c.143]
Технологический процесс обработки информации в ИВЦ должен обеспечить следующее. [c.225]
Надежность технологического процесса обработки информации. [c.225]
Технологический процесс обработки данных при автоматизированной форме учета можно подразделить на четыре этапа. [c.227]
В условиях организации АРМ применяется один из вариантов автоматизированной формы учета. Поэтому в АРМ бухгалтера получают дальнейшее развитие и совершенствование основные элементы автоматизированной формы бухгалтерского учета. В частности, организация АРМ бухгалтера меняет технологический процесс обработки учетной информации отпадает необходимость в применении кодов учетных номенклатур кодированию подвергаются только те показатели, по которым предусматривается обобщение данных и получение итогов раз- [c.229]
Поскольку информация фиксируется и передается на материальных носителях, необходимы действия человека и работа технических средств по восприятию, сбору информации, ее записи, передаче, преобразованию, обработке, хранению, поиску и выдаче. Эти действия обеспечивают нормальное протекание информационного процесса и входят в технологию управления. Они реализуются технологическими процессами обработки данных с использованием электронных вычислительных машин и других технических средств. [c.43]
Назовите этапы технологического процесса обработки бухгалтерского учета на малом предприятии. [c.280]
В соответствии с методикой внедрения подготавливаются исходные данные для внедрения. Контрольный пример отражает реальные информационные совокупности и содержит всевозможные варианты и сочетания информационных условий каждой функциональной задачи для выявления наибольшего числа отказов. Особое внимание должно быть уделено узким местам в технологическом процессе обработки информации. По результатам внедрения составляется акт, в котором содержатся оценка полученного результата и перечень замечаний, подлежащих устранению. После устранения недостатков составляется протокол о приемке проекта и процесс проектирования заканчивается. [c.325]
Технологический процесс обработки информации И С состоит из отдельных операций, реализуемых с использованием комплекса технических и программных средств. Комплекс технических и программных средств постоянно расширяется, что обусловлено развитием ИС в сторону применения различных информационных сред, включая мультимедиа. [c.27]
Дайте определение информационных технологий. Назовите типовые технологические процессы обработки информации в И С. [c.54]
Общий технологически процесс обработки учетной информации (рис. 2.10) включает два этана [c.84]
| Рис. 2.10. Технологический процесс обработки учетной информации | 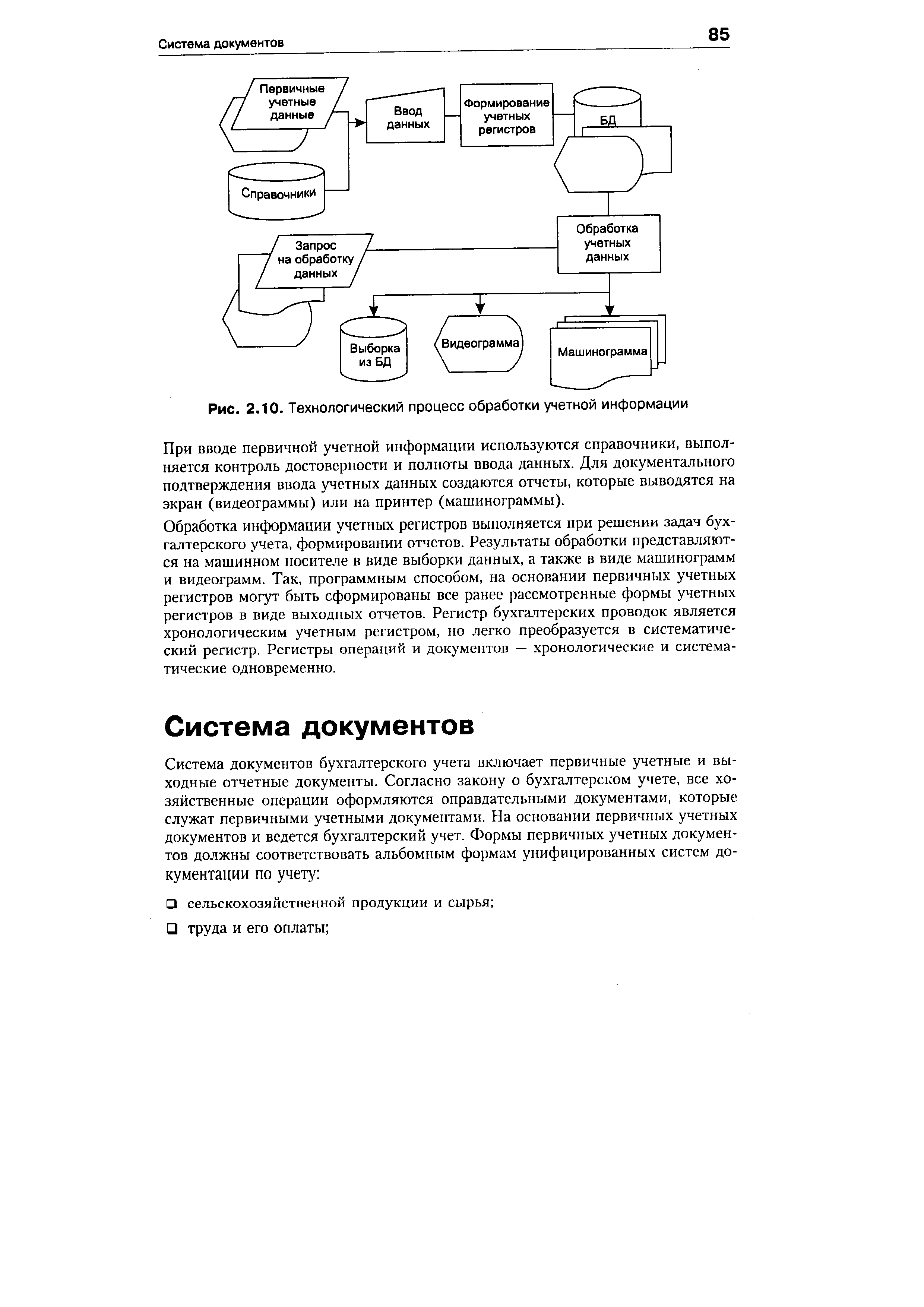 |
Техническая часть рабочего проекта предусматривает определение технических средств (тип ЭВМ, периферийные устройства, средства связи и передачи данных), описание технологического процесса обработки данных расчет и составление графика загрузки комплекса технических средств описание режима функционирования комплекса технических средств. [c.336]
Опытная эксплуатация задач заключается в проверке алгоритмов, программ и звеньев технологического процесса обработки данных в реальных условиях. Она проводится для окончательной отладки программ и отработки технологического процесса решения задач проверки подготовленности информационной [c.336]
Покажите укрупненную схему технологического процесса обработки информации по учету основных средств. [c.356]
Изложите последовательность технологического процесса обработки информации по получению Главной книги. [c.356]
Информационный процесс бухгалтерского учета реализуется путем выполнения строго регламентированной совокупности этапов, процедур, операций, действий, направленных на преобразование исходной информации в результатную. Это отражает технологический аспект информационного процесса и определяется как технологический процесс обработки учетной информации. [c.27]
Организация предметно-замкнутых участков дает тем больший экономический эффект, чем значительнее технологическое подобие деталей и узлов, обрабатываемых на этих участках. Заслуживает широкого использования опыт Подольского и других котельных заводов, которые с целью создания условий для организации предметно-замкнутых участков провели большую работу по типизации технологических процессов обработки наиболее трудоемких деталей. [c.25]
Статистическим методам контроля принадлежит большая роль в обеспечении выпуска продукции в соответствии с требованиями стандартов и технических условий. Но никакие методы контроля не решают проблему повышения качества изделий машиностроения в целом, так как даже при самом строгом соблюдении технологического процесса изделие может иметь низкий уровень качества из-за неудовлетворительных требований стандартов на сырье, материалы, полуфабрикаты и комплектующие изделия, из-за неудачно выбранного конструктивного решения, технологического процесса обработки и типа оборудования. Исключение составляют лишь методы активного контроля, являющиеся составной частью технологического процесса. [c.75]
Сразу же остро встала проблема избежания искривления вала при накатке, которая в результате кропотливых поисков была также успешно решена за счет введения утопленных галтелей и связанных с этим других изменений технологического процесса обработки коленчатых валов. [c.75]
Нормализация и типизация технологических процессов. Одним из важнейших этапов в общей системе технической подготовки производства является создание технологических процессов обработки деталей, и их сборки. Исходная цель проектирования всякого технологического процесса заключается в изготовлении детали по чертежу с наименьшей трудоемкостью и себестоимостью с учетом конкретных производственных условий. [c.94]
Е/од— сумма времени выполнения всех операций, на которых производится одновременная обработка нескольких деталей. Но формулы (14) и (15), как показала их проверка на практике, не дают правильного решения поставленной задачи. Для подтверждения воспользуемся примером самого И. Е. Нелидова (рис. 6). На графике представлен технологический процесс обработки партии деталей п=3 шт., состоящий из трех операций, продолжительностью 3, 3 и 1 единиц времени. На второй операции одновременно обрабатывается три детали. [c.24]
Седьмая группа — это автоматические линии из специального оборудования для обработки деталей в массовом производстве. Так как технологический процесс обработки проектируется, как правило, специально для данной линии, то линия может обеспечить очень высокую производительность. Вместе с тем общими недостатками всех линий из специального оборудования являются высокая стоимость и длительные сроки их проектирования и освоения. [c.17]
Код детали (изделия). На предприятиях еще нет единства в принципах кодирования и обозначения деталей (изделий), которое обеспечивало бы использование кода без преобразований на всех этапах технологического процесса обработки информации. Кодирование деталей (изделий) предусмотрено проводить в пределах 17-разрядного числа в зависимости от принятой структуры кодирования продукции на предприятии. [c.24]
Форма и размер заготовок деталей нормируемого изделия -определяются соответствующими картами технологических процессов заготовительных операций. Однако в практических условиях часто приходится устанавливать нормы расхода листовых материалов до составления рабочей технологии. Таким образом, технолог, нормирующий расход материалов, должен зачастую определить форму и размер заготовок деталей для составления плана их раскроя из исходного листового материала, до того, как будут отработаны технологические процессы обработки этих деталей. [c.250]
Помимо известных и бесспорных преимуществ, внедрение метода групповой обработки создает в этом направлении необходимые технологические предпосылки для повышения уровня специализации рабочих мест. В свою очередь, на этой основе становится возможной организация в цехах многопредметных групповых поточных линий с групповыми наладками станков по всему технологическому процессу обработки одной или нескольких групп деталей, открываются реальные возможности успешного решения задач комплексной механизации и автоматизации процессов производства, дальнейшего совершенствования систем планирования и управления производством на базе применения современных математических методов и электронно-вычислительной техники. [c.4]
Эта форма позволяла специализировать участки, сосредоточив на каждом из них обработку на имеющемся универсальном оборудовании одной или нескольких групп конструктивно-технологически однотипных деталей. Она давала возможность скорректировать и в известной мере типизировать технологический процесс обработки деталей на основе использования творческого опыта мастеров и рабочих. Она приобщала коллективы участков к групповым методам производства, благодаря повышению ответственности их за качественное и своевременное выполнение заданий по [c.5]
Технологические процессы обработки сложных литых деталей (кронштейны, рычаги и пр.) и плоских деталей из сортового проката (стенки, стойки и т. п.) состоят обычно из большого числа операций, так как обработка в каждой из них в основном ведется одним инструментом. Характер базировки при выполнении различных операций той же детали часто изменяется. Вследствие указанных особенностей для таких деталей не удается подобрать или спроектировать комплексную деталь, которая имела бы все элементы поверхностей группы деталей. Характер базировки рассматриваемых деталей нередко меняется даже при обработке одинаковых элементов поверхностей. [c.35]
Первичная документация для расчетов по организации группового производства. Как было показано в гл. II, для составления классификации деталей необходимо иметь определенные сведения о деталях в специально обработанном (сгруппированном и зашифрованном) виде, что, однако, не обеспечивается формами применяемой в настоящее время на заводах технической документации (спецификации изделий и узлов, карты технологического процесса обработки деталей и узлов, сводные нормы обработки и др.). В связи с этим представляется целесообразным составить специальную ведомость, заимствующую из различных существующих на заводах форм технической документации все необходимые для классификации сведения о деталях. Рекомендуемая для этой цели вспомогательная ведомость приведена в форме 6. [c.127]
Совокупность k деталей с разнонаправленными технологическими процессами можно рассматривать состоящей из т групп деталей с одинаковыми маршрутами обработки. Для деталей каждой отдельной группы, а отсюда и для всей совокупности справедливы установленные выше основные два правила по определению оптимального варианта очередности их запуска. При этом расчетные параметры детали по частям матрицы Т-л и Ti2 берутся в точном соответствии с ее технологическим процессом обработки. [c.164]
Необходимо учитывать затраты, обусловленные подготовкой изготовления изделий (деталей), в частности затраты на составление технологического процесса обработки деталей на данном оборудовании, нормирование операций, а для станков с ЧПУ и промышленных роботов — еще дополнительно затраты на составление управляющих программ (программных карт) для пультов управления оборудования, отладку этих программ, изготовление программоносителя, внедрение управляющих программ. [c.163]
На рис. 8.1 представлен технологический процесс обработки информации с использованием средств MS Query. [c.657]
Выжной процедурой технологического процесса обработки является также процедура преобразования данных. Она связана с рассмотренной выше процедурой ОВП, поскольку программа преобразования данных поступает в оперативную память ЭВМ и начинает исполняться после предварительной обработки управляющими программами процедуры ОВП. Процедура преобразования состоит в том, что ЭВМ выполняет в принципе типовые операции над структурами и значениями данных (сортировка, выборка, арифметические и логические действия, создание и изменение структур и элементов данных и т.п.) в количестве и последовательности, заданных алгоритмом решения вычислительной задачи, который на физическом уровне реализуется последовательным набором машинных команд (машинной программой). На логическом уровне алгоритм преобразования данных выглядит как программа, составленная на формализованном человеко-машинном языке - алгоритмическом языке программирования. ЭВМ понимает только машинные команды, поэтому программы с алгоритмических языков с помощью программ-трансляторов переводятся в последовательность кодов машинных команд. Программа преобразования данных состоит из описания типов данных и их структур, которые будут применяться при обработке, и операторов, указывающих ЭВМ, какие типовые действия и в какой последовательности необходимо проделать над данными и их структурами. [c.82]
Недавно созданная в структуре технологического отдела лаборатория двигателей занимается вопросами улучшения приработки двигателей, анализом особо сложных дефектов-и выявлением их причин. Лаборатория проводит исследования по выявлению влияния на приработку макро- и микрогеометрии основных деталей двигателя и определяет задания на внесение изменений в технологические процессы их. обработки. Так, в сравнительно короткий срок были проведены исследования причин наволакивания металла на хромированные компрессионные кольца и натиров гильз цилиндров-при заводской обкатке двигателей. Это дало возможность, специалистам механообработчикам внести целенаправленные изменения в технологические процессы обработки гильз цилиндров и хромированных колец. Тем самым указанный дефект практически исключен. [c.74]
Другой пример. Пусть необходимо выбрать наилучший технологический процесс обработки литой бронзовой втулки с гладкими внутренней и наружной поверхностями и наружной резьбой. Наружную поверхность можно обработать тремя способами на токарном, револьверном или многорезцовом станках внутреннюю поверхность — пятью способами с расточкой на токарном или револьверном станках, рассверливанием или растачиванием на сверлильном станке или протягиванием на протяжном станке нарезку резьбы — тремя способами на токарном, револьверном или резьбофрезерном станках. Таким образом, для обработки трех поверхностей можно осуществить ЗХ15Х13= 4б вариантов. Если на внутренней поверхности необходимо выбрать шпоночную канавку на долбежном или протяжном станке, то количество возможных вариантов для такой простой детали возрастает до 90. Для более сложных деталей число возможных вариантов проектов технологических процессов может быть гораздо больше. [c.182]
Применение прогрессивных технологических процессов обработки (экструдирование, ультразвуковая обработка и др.) приводит к новому конструктивному оформлению деталей и изменяет требования к их технологичности. Для создания доброкачественного изделия (оборудования, машин, механизмов, приборов) необходимо а) перед запуском изделия в производство проводить технологический анализ и расчет основных размерных цепей его б) в процессе проектирования конструкции и дополнительно при разработке технологического процесса изготовления осуществлять технологическую отработку чертежей с выявлением загрузки оборудования, потребной специальной оснастки, узких мест , сборки и др. в) широко применять унификацию деталей и узлов, ограничение стандартов, нормалей машиностроения и отраслевых нормалей в части посадок, резьб, материалов. [c.98]
Примеры комбинирования в одном производственном процессе двух разновидностей непрерывного и прерывного движения предметов труда при всех соотношениях продолжительности rmax и , а также t0 и rmax приведены на рис. 13 и 14. При их построении был взят условный технологический процесс обработки партии деталей п = 4 шт. Стрелками показан характер перемещения предметов труда с каждой предыдущей операции процесса на каждую последующую одновременная обработка пакета и всей партии деталей изображена параллельными линиями. Границы участков процесса с одноименным видом движения установлены в зависимости от наличия пролеживания предметов труда перед каждой операцией процесса и характера перемещения. [c.51]
В начальный период внедрения (1956—1960 гг.) метод групповой обработки осваивался в первую очередь применительно к простым деталям с двух- и трехоперационным маршрутом обработки или на отдельных операциях обработки сложных деталей. Вместе с тем на ряде передовых заводов осваивались групповые поточные линии с групповыми наладками станков по всем или большинству операций технологического процесса обработки, закрепленных за линией групп деталей. Такие линии были впервые созданы применительно к условиям крупносерийного производства на Ярославском автозаводе [9] и многономенклатурного серийного и мелкосерийного производства — на Ленинградском заводе полиграфических машин [23]. [c.8]