На участках крупно- и среднесерийного производства, на переменно-поточных линиях разновидность движения определяется, в основном, габаритами, трудоемкостью и объемом изготовляемой продукции. [c.69]
Наконец, если предприятия принадлежат к среднесерийному производству, следует добавить 1 балл. Тогда общая величина сравнимости с учетом дополнительных показателей 9,1 + 1,05 + + 0,7 + 1 = 11,85 балла. [c.39]
При анализе уровня техники и технологии важно сконцентрировать внимание на решающих направлениях технического прогресса, обеспечивающих совершенствование производства. Нельзя не учитывать, что постепенное совершенствование традиционных методов технологии (повышение коэффициента оснащенности, повышение режимов резания) все чаще не оказывает должного влияния на повышение эффективности производства подотрасли. Так, в условиях мелкосерийного и частично среднесерийного производства например, следует обратить особое внимание на применение станков с программным управлением. В настоящее время становится все более ясным, что в мелкосерийном производстве применение автоматических и полуавтоматических линий и специальных станков не дает должного эффекта. Техническую революцию в этих условиях может обеспечить только широкое использование станков с программным управлением. Между тем, [c.79]
Непрерывные — на конвейерных или автоматизированных линиях в процессе производства, транспортировка материальных ресурсов по трубопроводу и т. д.. 2. Дискретные — организация обеспечения потребностей в форме складских и транзитных поставок, подача на рабочие места материальных ресурсов при мелкосерийном и среднесерийном производстве, регулярная отгрузка готовой продукции постоянным контрагентам и т. д. 3. Блиц-поток — это разовые поставки, отгрузки, подача на рабочие места редко употребляемых предметов и средств труда. [c.68]
Серийное производство характеризуется изготовлением или ремонтом изделий, периодически повторяющимися партиями. В зависимости от количества изделий в партии или серий и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство. Для мелкосерийного производства коэффициент закрепления операций принимают от 21 до 40 включительно, для среднесерийного производства — от 11 до 20 включительно, для крупносерийного производства — от 1 до 10 включительно. [c.93]
ГП в году (календарный) на предприятии-изготовителе Усб(у) — специфицированная норма сбытового запаса по марке (или виду) ГП массового (или крупносерийного, среднесерийного) производства, отгружаемой регулярно в течение года, в натуральном выражении [c.147]
Общемашиностроительные укрупненные нормативы времени на работы, выполняемые на металлорежущих станках. Единичное, мелкосерийное и среднесерийное производство. Часть I. Токарно-винторезные и токарно-карусельные станки. — М. НИИ труда, 1986,1989. [c.185]
Общемашиностроительные нормативы времени на операции, выполняемые на шлифовальных и доводочных станках, с применением автоматизированной системы технического нормирования. Крупносерийное и среднесерийное производство. Часть I. Указания по эксплуатации. — М. НИИ труда, 1985. [c.185]
Общемашиностроительные укрупненные нормативы времени на работы, выполняемые на токарно-револьверных станках. Мелкосерийное и среднесерийное производство. — М. Экономика, 1989. [c.185]
Общемашиностроительная система автоматизированного нормирования и проектирования операций, выполняемых на металлорежущих станках (ППП Норма-1). Крупносерийное и среднесерийное производство. Часть I. Руководство по эксплуатации. — М. Экономика, 1990. [c.186]
Нормативы на ручную сварку рассчитаны для условий мелкосерийного производства. Для среднесерийного производства следует применять поправочный коэффициент, равный 0,85, для крупносерийного — 0,75. Нормативы для полуавтоматической и автоматической сварки рассчитаны для среднесерийного и крупносерийного производства. [c.134]
Для условий среднесерийного производства норму времени следует умножить на коэффициент, равный 0,85, т. е. [c.137]
Поправочные коэффициенты на оперативное время для условий среднесерийного производства [c.222]
Расчет норм на электромонтажные работы в зависимости от типа производства осуществляют 1) по нормативам оперативного времени на приемы работ в условиях среднесерийного производства 2) по нормативам оперативного времени на комплексы технологических приемов в условиях мелкосерийного производства [1 ]. [c.230]
В табл. 6.10—6.14 даны затраты оперативного времени на отдельные приемы электромонтажных работ. Укрупненные нормативы времени на комплексы приемов для условий мелкосерийного производства устанавливают по дифференцированным нормативам времени на приемы работ для условий среднесерийного производства с коэффициентом 1,2. [c.231]
Нормативы подготовительно-заключительного времени включают затраты времени, относящиеся ко всей партии изготовляемых либо собираемых изделий на получение технической документации, инструмента и приспособлений, ознакомление с технической документацией, получение и сдачу работы. Они составляют для условий среднесерийного производства 11,5 мин для условий мелкосерийного производства 15,5 мин. [c.231]
| Таблица 6.10 Оперативное время на резку кабелей, многожильных проводов и шнуров, мин (среднесерийное производство) | 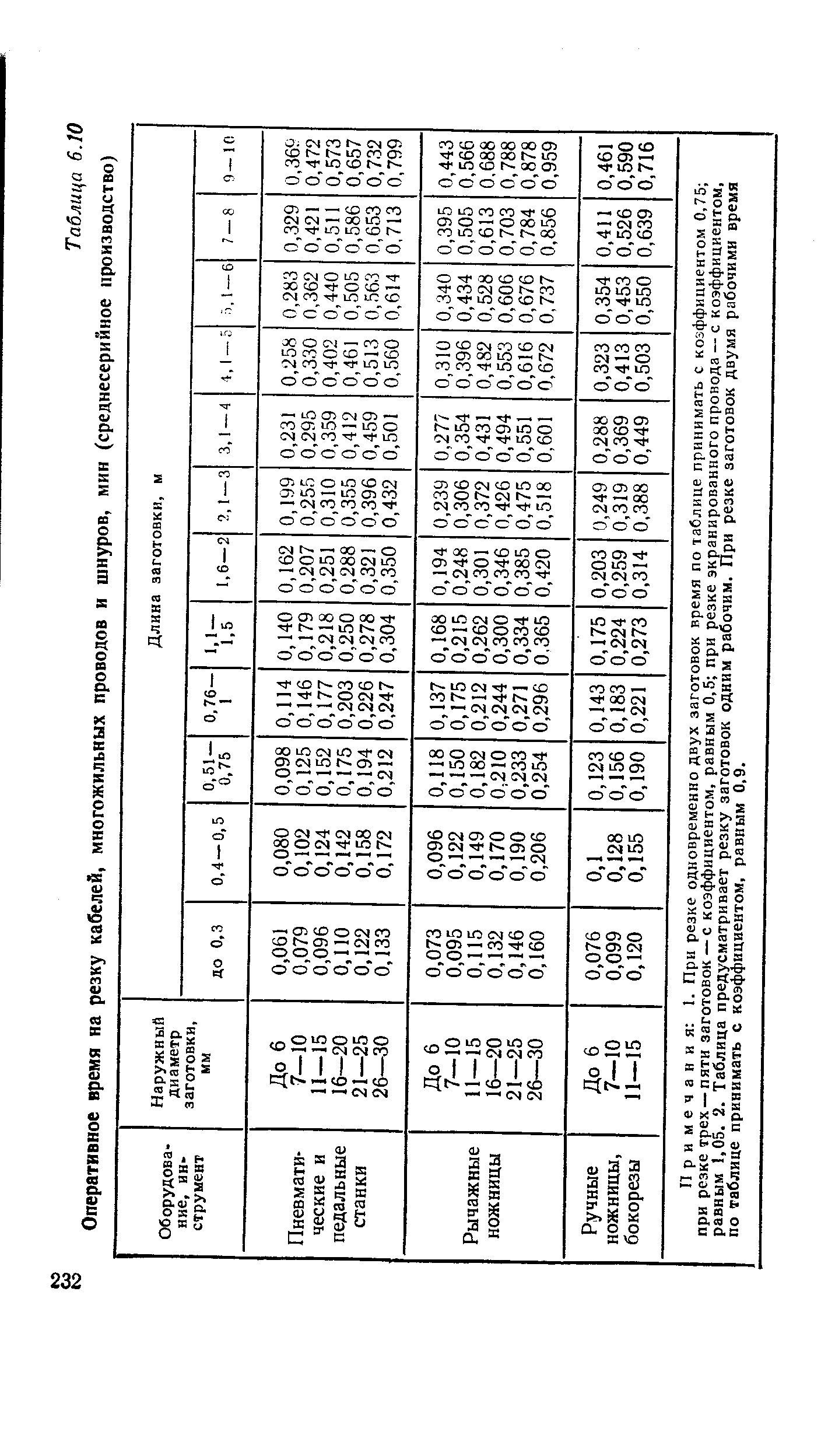 |
Оперативное время на вязку жгута шнуром, ниткой одинарным узлом, мин (среднесерийное производство) [c.234]
Менее благоприятны условия на предприятиях среднесерийного производства. Однако, как показывает опыт, и здесь сравнения достаточно эффективны. Наименее продуктивно проведение сравнительного анализа на предприятиях с мелкосерийным и особенно единичным производством. Не случайно на таких заводах страны, как Электростальский тяжелого машиностроения. Урал-химмашзавод, дизельный завод Двигатель революции (г. Горький), Южно-Уральский машиностроительный, эти работы проводятся в относительно ограниченных масштабах 1. [c.33]
В соответствии с разделением трудового процесса на его структурны-. составляющие и категориями затру рабочего времени нормативы времени могут быть дифференцированными и укрупненными. Дифференцированные устанавливаются на выполнение отдельных трудовых приемов, действий и движений. Дифференцированные нормативы времени, разработанные на трудовые действия и движения, начинаются ми.к-роэлементными нормагивлми (см. Мик-роэлеметно нормирование]. Наиболее распространенными являются дифференцированные нормативы времени на выполнение отдельных трудовых приемов. Дифференцированные нормативы времени предназначены для расчета конкретных норм в условиях массового, крупносерийного и среднесерийного производства, d также дли ра ".работки нормативов времени более высокой степени укрупнения. [c.166]
В мелкосерийном и среднесерийном производстве весьма эффективным является организация производства, нормирования и стимулирования труда на основе бригадо-комплек-тов. Бригадо-комплект устанавливает строго определенный перечень деталей (сборочных единиц, изделий) и производственных работ по каждой из них, закрепляемых за бригадой. Бригадо-комплект проектируют на этапе технологической и планово-организационной подготовки производства с учетом существующих в данном производстве бригадных форм организации труда. Такая организация производства ориентирует коллектив бригады на конечные результаты работы и стимулирует взаимопомощь рабочих в бригаде, коллективную заинтересованность их в увеличении выпуска продукции. Пример оформления бригадо-комплекта для [c.57]
Штучное время на выбивку форм на выбивной вибрационной решетке, мин. Отливки из чугуна. Формовка всырую (среднесерийное производство) [c.104]
Исходные данные операция — сборка и прихватка бензобака габаритные размеры узла 714x430X350 мм масса узла 17 кг материал — сталь листовая марки 08 сварочная машина марки МТ-2517, 120 двойных ходов, пусковое устройство педальное бригада из 2 чел. среднесерийное производство. Расчет нормы штучного времени выполняют по форме 3.7. [c.149]
Исходные данные провод марки МГШВ, токопроводя-щая жила — медные луженые проволоки, обмотка двойная из пропитанного шелка, оболочка из полихлорвинилового пластиката. Средняя длина провода 2,2 м 6 проводов диаметр жгута 5 мм размер партии — 20 жгутов среднесерийное производство. Расчет оперативного времени производят по форме 6.1. [c.231]