Из характеристики планов следует, что для организации одноступенчатого контроля необходимо установить приемочное число с для организации двухступенчатого - первое приемочное число сь браковочное число d и второе приемочное число С2, а для многоступенчатых аналогичные характеристики каждой ступени и число шагов к. В определении статистически обоснованных значений этих показателей и заключена процедура составления того или иного плана. Как уже сказано, основной характеристикой партии изделий при контроле по альтернативному признаку является генеральная доля дефектных изделий [c.176]
Если бы она совпадала с выборочной долей, то особых трудностей для определения приемочного числа с при одноступенчатом контроле не было бы. Установив по экономическим соображениям допустимый уровень дефективности продукции, например, qb мы могли бы рассчитать приемочное число как с = qtn, где п - объем выборки из партии объемом N. Но это было бы неправильно. Из математической статистики известно, что характеристики выборочной [c.176]
План одноступенчатого контроля устанавливает объем выборок п из партии объемом N и приемочное число с. Партия принимается, если количество дефектных единиц в выборке х< с при х>с партия бракуется. [c.179]
Задача составления плана одноступенчатого контроля состоит в расчете объема выборки и приемочного числа с при заданных а, (3, q, и q2. Решение может быть получено на основе уравнений оперативной характеристики L L(q,, n, с) = 1-а (7.3) [c.179]
Это можно сделать, приняв в расчет, что при одноступенчатом контроле партия принимается, если наступает одно из несовместимых событий х = 0 х = 1 . .. х = с. Поэтому вероятность приемки партии равна сумме вероятностей этих событий [c.179]
Подставив в формулы (7.3), (7.4) выражение для р х --- к] = q" (1 - q)" K, получим систему уравнений, решение которой относительно сип даст нам полностью определенный план одноступенчатого контроля [c.180]
Преимущество многоступенчатого контроля в меньшем среднем числе контролируемых изделий (на 20-30% по сравнению с одноступенчатым). Последовательный контроль заключается в том, что из партии случайным образом извлекают отдельные единицы продукции и проверяют их. После проверки каждой единицы принимают одно из трех решений принять партию, забраковывать партию, продолжить проверку. В основу решения кладется отношение правдоподобия, установленное Вальдом [21] [c.184]
Таким образом, одноступенчатый выборочный контроль наибо- [c.85]
ОДНОСТУПЕНЧАТЫЕ ПЛАНЫ ВЫБОРОЧНОГО КОНТРОЛЯ [c.91]
При одноступенчатом плане выборочного контроля по альтер- [c.91]
Причем одноступенчатые планы контроля поставщика и по- [c.134]
Таблицы допустимых одноступенчатых планов контроля по- [c.135]
Для получения одноступенчатого плана контроля потребите- [c.136]
Одноступенчатые планы контроля (п, с) отобрать выборку объема п если число дефектных единиц в выборке х не превосходит с, то партию принять, в противном случае — забраковать. Число с называется приемочным. [c.346]
Соотношения (6.21) и (6.28) показывают, что при использовании одноступенчатого плана контроля типа П (я, d) [64] невозможно удовлетворить требования поставщика и потребителя одновременно в том случае, когда оценка качества осуществляется на сравнении только с одним параметром qQ если q < qy то качество хорошее, в противном случае — качество плохое. Это вытекает из того, что при решении уравнений (6.21) и (6.28) параметры dn и d6 принадлежат множеству действительных чисел и граничная точка раздела областей А Аг является нецелой. Точка пересечения границ дает соотношение dn = d6, но тогда ta = -f., что невозможно, т.к. а < 1/2 и Р < 1/2. [c.112]
Любая точка на кривой d = dn(n) определяет одноступенчатый план контроля, удовлетворяющий требования поставщика, в то время как точка на кривой d = d6(ri) определяет одноступенчатый план контроля, удовлетворяющий требования потребителя. Точка пересечения этих кривых определяет одноступенчатый план контроля, удовлетворяющий требования как поставщика, так и потребителя. [c.113]
Методика. Последующие статистические оценки (точечные и интервальные) по результатам контроля. Планы одноступенчатого и усеченного одноступенчатого контроля. — М. Изд-во стандартов, 1981. [c.199]
Одноступенчатые планы самые простые в отношении организации контроля на производстве. Двухступенчатые, многоступенчатые и последовательные планы контроля обеспечивают при том же объеме выборки большую точность принимаемых решений, но они более сложны в организационном плане. [c.224]
Прежде всего стандарт должен содержать достаточно большое число планов, имеющих различные оперативные характеристики. Это важно, так как позволит выбирать планы контроля с учетом особенностей производства и требований потребителя к качеству продукции. Желательно, чтобы в стандарте были указаны различные типы планов одноступенчатые, двухступенчатые, многоступенчатые, планы последовательного контроля и т. д. [c.225]
Статистический приемочный контроль может быть одноступенчатым, двухступенчатым, многоступенчатым и последовательным. [c.81]
Одноступенчатым контролем называют статистический приемочный контроль, характеризующийся тем, что решение относительно партии продукции принимают по результатам контроля только одной выборки или пробы. Например, при одноступенчатом контроле по альтернативному признаку из контролируемой партии продукции объемом Л случайно отбирают п единиц продукции, проверяют их и подсчитывают число дефектных единиц продукции с. Если число с меньше или разно приемочному числу и, то партия продукции принимается. В том случае, когда число с больше пли разно бра-ко очному числу С2, то партия продукции бракуется. Схема одноступенчатого контроля представлена на рис. 10. [c.81]
| Рис. 10. Схема одноступенчатого статистического контроля по альтернативному признаку | 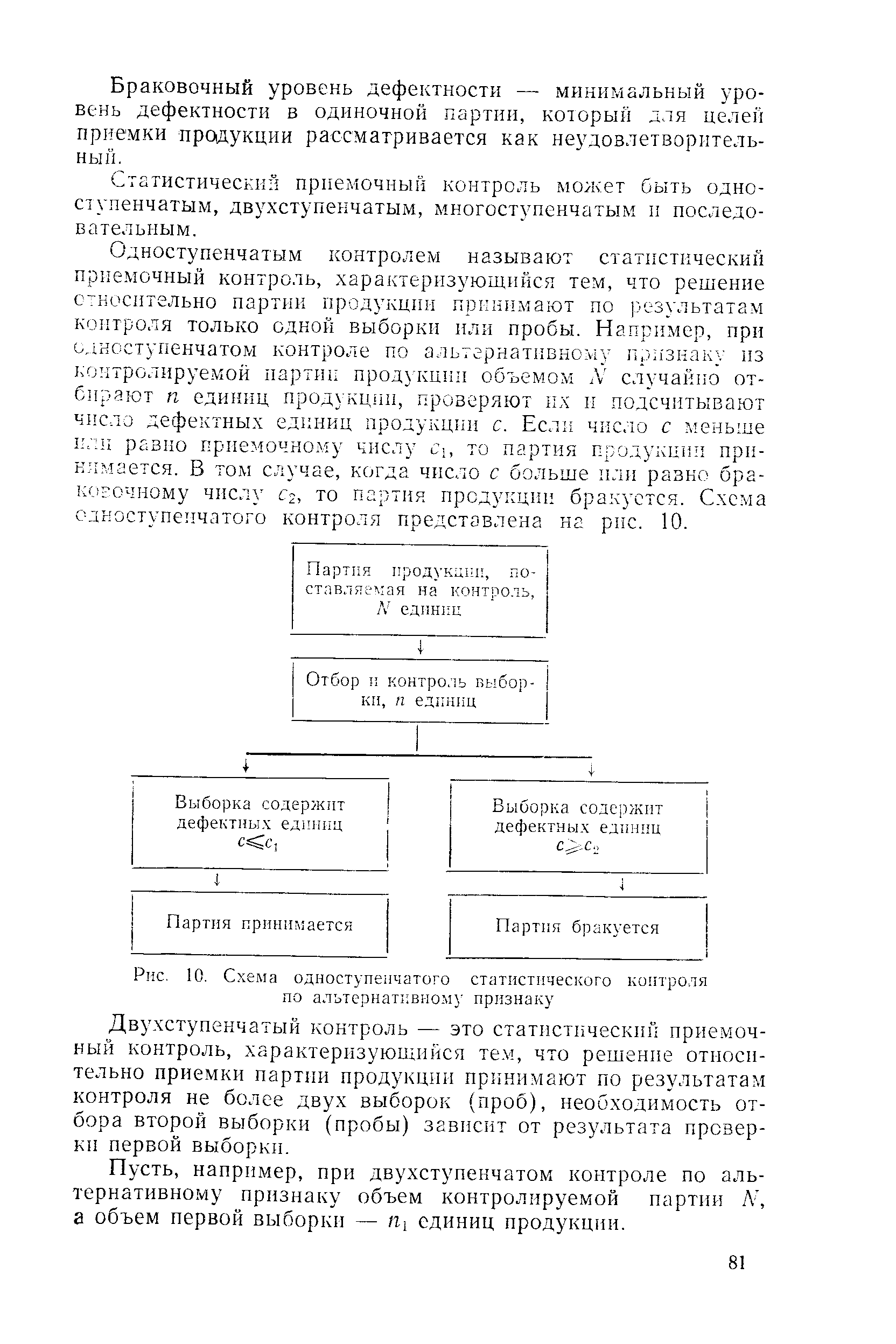 |
Так, например, планы усиленного, нормального и ослабленного одноступенчатого контроля по альтернативному признаку для приемочного уровня дефектности 0,065 % и кода объема выборки 07 (см. табл. 2 ГОСТ 18242—72) приведена в табл. 8. [c.87]
В стандарте рассмотрены только одноступенчатые планы контроля по альтернативному признаку. Он предназначен для контроля продукции, к которой предъявляются повышенные требования к качеству. [c.90]
Позднее были разработаны ГОСТ 18242—72 Качество продукции. Статистический приемочный контроль по альтернативному признаку. Одноступенчатые и двухступенчатые корректируемые планы контроля , ГОСТ 18321—73 Качество продукции. Статистические методы управления. Правила отбора единиц продукции в выборку п ГОСТ 20736—75 Качество продукции. Статистический приемочный контроль по количественному признаку при нормальном распределении контролируемого параметра . ГОСТ 18242—72 и ГОСТ [c.90]
ГОСТ 18242—72 является основополагающим при проведении статистического приемочного контроля по альтернативному признаку и содержит одноступенчатые и двухступенчатые планы контроля. [c.91]
ГОСТ 20736—75 является основополагающим при проведении контроля качества по количественному признаку и содержит одноступенчатые планы контроля. [c.91]
Большое внимание разработке стандартов на статистические методы приемочного контроля качества уделяется в Японии. Общая методология и основные принципы использования стандартов на статистический приемочный контроль излагаются в JIS 9001 —1956 Общие принципы статистических методов приемочного контроля качества . Стандартизованы также методы одноступенчатого приемочного контроля качества отдельных партий продукции с использованием оперативных характеристик. При этом контроль по альтернативному признаку предлагается осуществлять с использованием JIS 9002—1956 Планы одноступенчатого контроля, которым необходимы оперативные характеристики. Статистический контроль качества по альтернативному признаку , а контроль по количественному признаку с использованием JIS 9002—1956 Планы одноступенчатого контроля, которым необходимы оперативные характеристики. Статистический приемочный контроль по количественному признаку при известной дисперсии контролируемого параметра и JIS 9003—1957 Нормальные планы одноступенчатого статистического приемочного контроля по количественному признаку при известной дисперсии и одностороннем ограничении . [c.94]
Особое место занимает JIS 9006—1956 Планы одноступенчатого приемочного контроля по качественному признаку , позволяющий осуществлять статистический приемочный контроль по качественному признаку. [c.94]
При изменении качества продукции от партии к партии удобнее пользоваться корректируемыми планами контроля в соответствии с JIS 9011 —1963 Планы одноступенчатого статистического приемочного контроля по альтернативному признаку с регулировкой и JIS 9015—1971 Планы статистического приемочного контроля качества по альтернативному признаку со строгой регулировкой . [c.95]
На рис. 6. 1 показаны пары оперативных характеристик информационных планов контроля и планов одноступенчатого контроля, рассчитанных на основе распределения Пуассона для тех же значений п и d [1 1 8, рис. 6.8] (международный стандарт AB -STD-105D, ГОСТ 18242-72 [20]). [c.109]
Показатели эффективности планов статистического приемочного контроля (СПК) — средний выходной уровень дефектности AQL и предел среднего выходного уровня дефектности AOQL. Рассмотрим процедуру расчета одноступенчатого плана контроля, учитывающего в качестве входных параметров AQL и AOQL. [c.114]
Программа PLAN предназначена для расчета одноступенчатых планов статистического приемочного контроля типа П (и с) [64] на основе методов теории информации с учетом требований поставщика и потребителя. [c.159]
Таблицы информационных одноступенчатых планов статистического приемочного контроля П (и с) для критических дефектов являются четырехвходовыми [c.187]
Во многих странах получил распространение американский стандарт МИЛ-СТД-ЛО5Д. Отечественный стандарт ГОСТ 18242—72 по построению близок к американскому и содержит планы одноступенчатого и двухступенчатого приемочного контроля. В основу стандарта положено понятие приемлемого уровня качества (ПРУК) до, которое рассматривается как максимально допустимая потребителем доля дефектных изделий в партии, изготовленной при нормальном ходе производства. Вероятность а забраковать партию с долей дефектных изделий, равной до, для планов стандарта мала и уменьшается по мере возрастания объема выборки. Для большинства планов а не превышает 0,05. [c.226]