Верхний предел ------------- допуска. [c.94]
Средняя линия карты не вычисляется. Сначала наносятся значения верхнего и нижнего допусков Т и Т . Границы регулирования медиан и размахов устанавливают относительно пределов допуска по формулам [c.164]
Второй подход целесообразнее, он, как правило, требует меньше затрат времени, труда и денежных средств на исправление нарушений или ликвидацию их последствий. Но при этом требуется организовать операционный контроль качества, что позволит своевременно выявлять отклонения в значениях параметров, входящих в ЕПК, и оперативно принимать меры ч устранению дефектов, являющихся следствием этих отклонений. Например, монтируются панели наружной стены жилого дома. Может случиться, что точность установки панелей недостаточна или их размеры выходят за пределы допусков. В результате швы между панелями меньше заданного размера — 20 мм (например, 5—6 мм) или больше его (например, 25—30 мм). В обоих случаях не удается сделать надлежащую гидроизоляцию шва. В одном слу [c.149]
Из табл. 17 видно, что теснота связи между показателями и факторами высокая и существенная. Значения показателей, характеризующих адекватность и надежность модели (т = 0,95, t = 62,2, ё = 6,8 %), в пределах допуска. [c.40]
Эти предположения в действительности, конечно, "не выполняются. Даже на отдельном предприятии обычно выпускается продукция различных видов, имеются различные технологии, затраты сырья зависят от объема продукции ив тех или иных пределах допускается замена одного сырья другим. Следовательно, сформулированные предположения тем более неверны для отрасли, которая является совокупностью отдельных предприятий. Поэтому описание отрасли в виде функции затрат (2.2)-часто пытаются заменить более сложной моделью с несколькими продуктами и технологиями, более сложными функциями производственных затрат, в том числе рассмотренными в гл. 2. Все же модели, основанные на использовании функции затрат (2.2), получили широкое распространение, поскольку, как показывает анализ экономической статистики, соотношения (2.2) выполняются довольно точно и значения коэффициентов меняются мало в течение довольно продолжительных промежутков времени, если не происходит коренного изменения технологии производства. [c.263]
Входной, или приемный контроль материалов и полуфабрикатов необходим для того, чтобы определить, соответствуют ли поставленные материалы и полуфабрикаты предъявляемым к ним требованиям. Этот вид контроля сохранит время и деньги, которые пришлось бы затрачивать на дополнительную обработку материалов. Предположим, что изготовлен некоторый вид электрической аппаратуры, для которой были закуплены шасси с отверстиями, выполненными штамповкой. Если эти шасси запущены в производство без входного контроля, а некоторые отверстия в них при штамповке вышли за пределы допуска, то это вызовет задержку на сборке и, возможно, приведет к потере некоторых элементов, уже установленных на шасси, и к увеличению стоимости продукции. [c.21]
Мною дано разрешение на пропуск одной корпусной детали по просьбе работников завода с целью помочь им выйти из трудного положения. В нормальных условиях работы этого делать нельзя, потому что это отверстие является посадочным под подшипник и нет гарантии в том, что с подшипникового завода поступят такие подшипники, у которых наружные кольца изготовлены по нижнему пределу допуска. А в нашем случае отверстие под этот подшипник расточено не только по верхнему пределу допуска, а выше его на 20%. Ясно, что при таком совпадении и точность посадки, и износоустойчивость изделия ухудшатся ... [c.24]
Таким образом, если конструктор, технолог, работник ОТК, представители заказчика считают, что какое-то отклонение вполне и безоговорочно допустимо и оно не влияет на качество ни детали, ни изделия в целом, то в этом случае необходимо пересмотреть, исправить, дополнить техническую документацию. Другое дело, когда представитель главного конструктора убедительно доказывает, что фактический допуск, превышающий верхний предел допуска, на 20% может повлиять на точность сочленения с другой деталью и снизит дол- [c.25]
Прибавив -0,5560746 к нашей текущей сумме 1,452298, мы получим новую текущую сумму 0,8962234. Затем снова увеличим J на 1, теперь оно будет равно 3, и решим уравнение. Получившееся значение прибавим к текущей сумме 0,8962234. Следует поступать таким образом и дальше, пока текущая сумма в пределах допуска не перестанет изменяться. В нашем примере предельное значение будет равно 0,997. Этот ответ означает, что при 100 сделках и значении статистики К-С 0,04 мы можем быть уверены на 99,7%, что фактическое распределение генерировано функцией теоретического распределения. Другими словами, мы можем быть на 99,7% уверены, что функция теоретического распределения представляет фактическое распределение. В данном случае это очень хороший уровень значимости. [c.121]
Во случае В отклонения процесса гораздо меньше предусмотренных, так что практически 100% выхода будет находиться в пределах допуска. [c.169]
Способности эти могут меняться в широких пределах, причем это касается не только силы и ловкости, но и восприятия, проницательности, скорости принятия решений. Некоторые люди обладают прекрасным слухом, в том смысле, что они могут без посторонней помощи с поразительной точностью определить высоту тона. Однако если эта операция является частью производственного процесса, уместнее будет воспользоваться электронным частотным анализатором. Автору известен случай, когда женщина-оператор могла на глаз определить, находятся ли размеры банок и крышек, движущихся по параллельным конвейерам, в пределах допусков, но это уникальный случай, и ни один проектировщик не станет требовать от людей наличия таких способностей. Задания должны выдаваться рабочим исходя из того, что они обладают нормальными для своей квалификации способностями при условии адекватного обучения. [c.112]
Количество товара может быть определено твердо фиксированным числом либо с отклонением в установленных пределах. При отклонении от установленных пределов допускается оговорка около и ставится перед числом, определяющим количество товара. Оговорка базируется на торговых обычаях и может колебаться от 2,5 до 10%. [c.179]
Существует связанный с ним. принцип, соотносящийся с критическим значением дефекта. Подразумевается, что до тех пор, пока критическое значение находится в пределах допуска спецификации, заказчик будет принимать продукцию, выборка по которой удовлетворительна, даже если оставшаяся часть партии (которая не была проверена) неудовлетворительна. [c.500]
ВРЕМЕННЫЙ ВВОЗ (ВЫВОЗ) ТОВАРОВ - таможенный режим, в соответствии с которым пользование товарами на таможенной территории страны или за ее пределами допускается с полным или частичным освобождением от таможенных пошлин, налогов и без применения мер экономической политики (квотирования, лицензирования и др.). Временно [c.47]
Соответствие. Это степень, с которой продукт воплощает конструктивно задуманные спецификации. Например, все ли двери конкретной модели автомобиля лежат в пределах допуска в 32 дюйма [c.365]
Таким образом, оперативную технико-экономическую информацию используют при решении различных задач оперативно-календарного планирования и учета хозрасчетной деятельности химического предприятия. При этом все более важное значение приобретает информация о динамике норм качества химических продуктов и отклонений от них в пределах допусков, предусмотренных ГОСТ, ОСТ, ТУ и ВТУ. [c.124]
При параметрическом планировании и учете затрат на производство и калькулировании себестоимости продукции фильтруют и информацию об изменениях важнейших технологических параметров и отклонениях их фактического уровня от нормативного. Сначала изменения или отклонения по отдельному технологическому параметру сравнивают с нормативным допуском. Изменения и отклонения, находящиеся в пределах допусков по действующим технологическим регламентам, ГОСТ, ОСТ, ТУ и ВТУ, не принимают во внимание при подготовке информации, необходимой для принятия управленческих решений по текущему регулированию производства. Например, содержание основного вещества в сырье, полупродукте, промежуточном или конечном продукте может колебаться в пределах установленного технологического допуска. Подобные колебания не могут рассматриваться как возмущающий фактор или как положительное явление, характеризующее более прогрессивные условия производства. [c.140]
Выбор подачи и скорости резания при обработке крупногабаритных деталей осуществляют в соответствии с принципам , изложенными в п. 4.1, за исключением случаев чистовой обработки. При чистовой обработке выбранный режим резания должен обеспечить соблюдение заданной точности и шероховатости поверхности без остановки станка и регулирования резца на размер. При обработке больших поверхностей выбор такого режима резания приобретает особое значение. Максимальную скорость резания и подачу, обеспечивающие заданную точность обработки и шероховатости поверхности, устанавливают по нормативам в зависимости от класса точности и параметров шероховатости, размеров обработки (диаметр, длина). Эта скорость резания обеспечивает выполнение заданных размеров обработки в пределах допуска без остановки станка и регулирования резца на размер. [c.171]
Возможности изготовления на данном производственном оборудовании изделий с характеристиками в пределах допусков. [c.13]
Оборудование. Оборудование должно обеспечивать выпуск продукции в пределах допусков, указанных в технических условиях, быть надежным и легким [c.25]
Технические пределы допусков — это значения переменной, выбранные в качестве верхней и нижней границ разрешенных отклонений. [c.32]
Статистические пределы допусков суть пределы, полученные на основе испытаний, между которыми при данных предположениях (с некоторой данной вероятностью) лежит заданная часть генеральной совокупности. [c.32]
Размах допуска есть разность между верхним и нижним пределами допуска, или валовой допуск. [c.32]
Нормальные кривые. Если на основе множества измерений удается получить сбалансированную симметричную кривую нормального распределения, то исследователь сразу же получает в свое распоряжение большое количество информации. Как известно, кривая этого вида представляет естественную вариацию обследуемого технологического процесса или изделий. Если на оси абсцисс показаны пределы допусков, соответствующие чертежу или техническим условиям, можно получить дополнительную информацию. На рис. 4.8 — 4.11 представлены нормальные кривые с различным расположением по отношению к пределам допусков, а также приводится их интерпретация. На рис. 4.8 представлена ситуация, когда технологический процесс может обеспечить выпуск продукции в пределах технических условий со значительным запасом. Это значит, что он может осуществляться с помощью менее точных, а следовательно, как правило, менее дорогостоящих станков или технологического оборудования. На рис. 4.9 показана ситуация, когда процесс точно укладывается в пределы, но в этом случае почти наверняка будет производиться брак, списываемый в лом, поскольку, как. это показано на рис. 4.11, весьма вероятно, что [c.77]
| Рис. 4.8. Процесс имеет большой запас в отношении пределов допуска. | 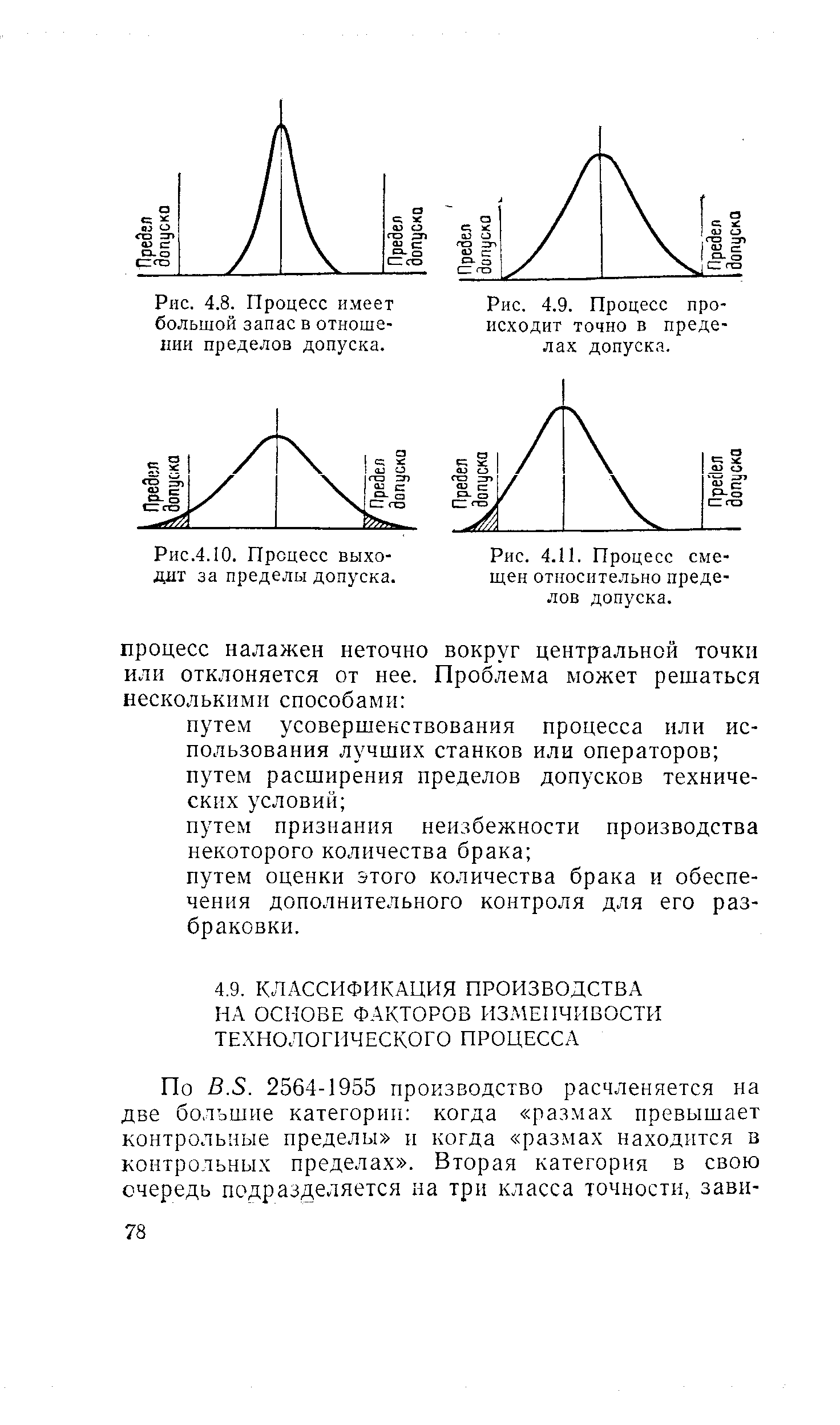 |
| Рис. 4.9. Процесс происходит точно в пределах допуска. | 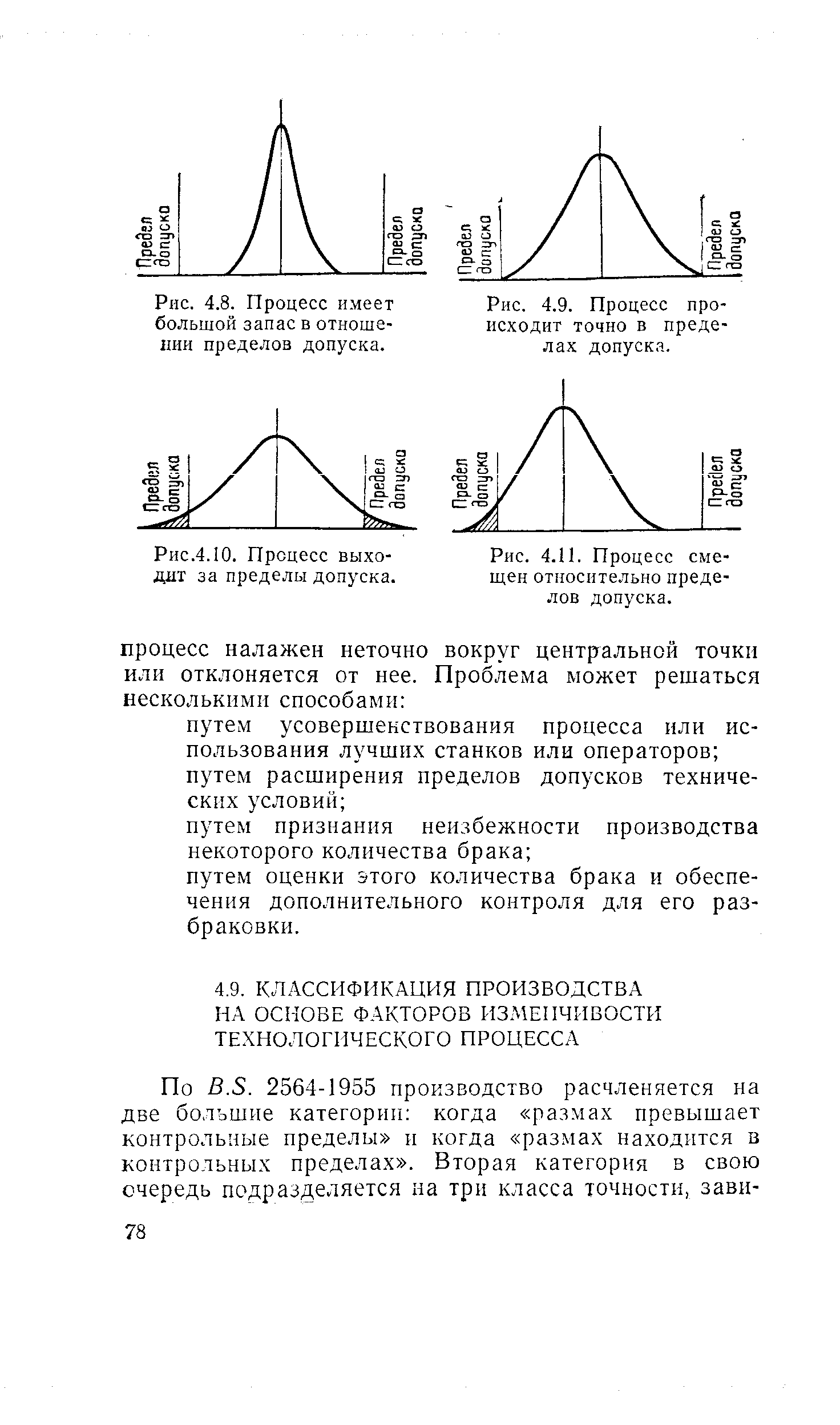 |
| Рис.4.10. Процесс выходах за пределы допуска. | 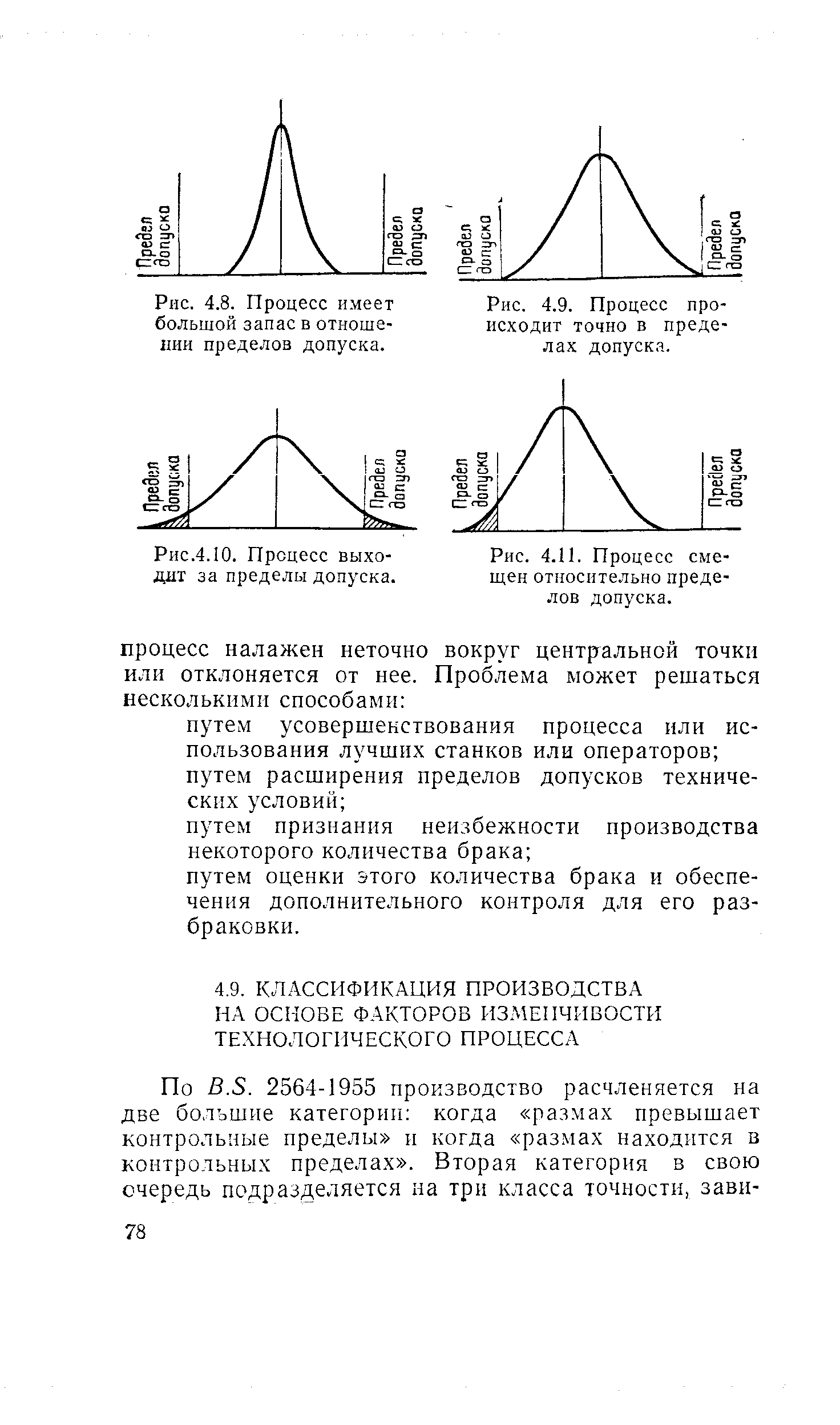 |
| Рис. 4.11. Процесс смещен относительно пределов допуска. | 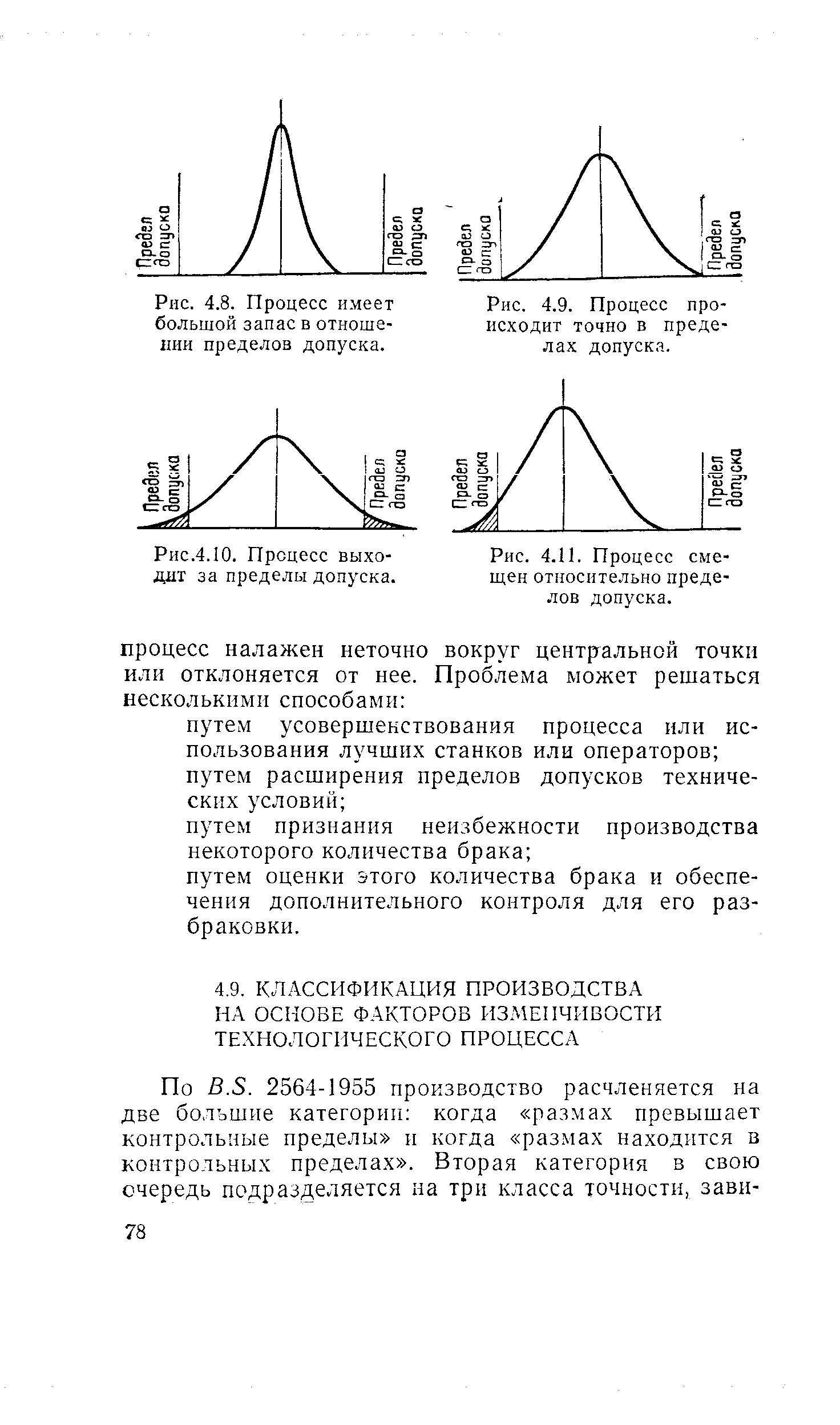 |
Надо иметь в виду, что для выпуска продукции в пределах допуска должна учитываться точность измерения и если используются механические измерительные инструменты, то надо учитывать их износ, ибо н они имеют свой экономический срок службы. Из соображений экономии изношенные контрольно-измерительные инструменты используются в качестве производственных измерительных инструментов. [c.102]
Отклонение от цилиндричности должно быть в пределах допуска на отверстие наконечника. [c.217]
Прямая задача заключается в том, чтобы по заданному полю производственного допуска Дп найти вероятность того, что значение контролируемого параметра продукции или технологического процесса н 1ходится вне границ допуска. Это чрезвычайно важный аспект контроля, поскольку выход параметров за пределы допуска со значительной вероятностью пропорционально увеличивает риск выпуска дефектной продукции (брака). Предполагается, что закон распределения параметра (х) известен на основании анализа предшествующих его измерений. [c.152]
Карта имеет совмещенную диаграмму. На диаграмме проведены линии нижнего и верхнего пределов допуска Т , Т , границы регулирования для медиан Р , Рв и для полуразмахов Рнр и Рвр. На диаграмму наносят результаты измерений контролируемого параметра в виде точек. Каждая третья точка при п = 5 является медианой и отмечается крестиком. Медианы и размахи находят прямо на диаграмме. Медианы выборок содержат информацию об уровне настроенности процесса, а размах -о рассеивании параметра, т.е. точности процесса. [c.164]
Причинами большей части потерь от брака в котлостроении являются дефекты труб, получаемых от трубных заводов, и несоблюдение технологии сварки. Так, на котлостроительных заводах гибка труб производится очень часто на несовершенном оборудовании, которое не может обеспечить точного выполнения заданного угла гиба на плоскости и в пространстве. Вследствие некоторой разно-стенности трубы по всей ее длине в пределах допуска затруднено применение дорна, что приводит в отдельных случаях к эллипсно-сти гибов. [c.157]
Зубья шестерни должны иметь HR 40 — 60. При такой твердости нарезание зубьев практически невозможно, поэтому закалка зубьев производится после механической обработки. Наиболее совершенной является поверхностная закалка после нагрева токами высокой или промышленной частоты. При таком способе поверхностной закалки следует иметь в виду два важных обстоятельства. Для уменьшения стоимости детали поверхностная закалка должна быть последней операцией при изготовлении шестерни, так как шлифование зубьев после термической обработки является трудоемкой операцией, а зубо-шлифовальные станки мало распространены. Чтобы не производить шлифования, деформация детали после закалки зубьев не должна выходить из пределов допусков. Простые углеродистые стали типа марки 45 после закалки сильно деформируются и для рассматриваемых целей мало пригодны. Небольшие деформации после поверхностной закалки дают стали типа 40Х и 40ХН. По опыту станкостроительной промышленности зубчатые колеса седьмого класса точности, изготовленные из этих марок сталей и закаленные с нагревом т. в. ч., не требуют после этого никакой механической обработки. По исследованиям Магнитогорского металлургического комбината, хромистые стали типа 146 [c.146]
Рабочее проектирование представляет собой наиболее важный и ответственный этап конструкторской подготовки производства, который полностью конкретизирует разрабатываемую конструкцию. На этом этапе проектирования изготавливаются рабочие чертежи всех оригинальных деталей с установлением классов точности обработки и чистоты поверхности, пределов допусков, а также сборочный, габаритный и монтажный чертежи. Кроме того, проводится завершающий технологический и стандартизационный (нормализационный) контроль чертежей, и на основе их делается соответствующая корректировка и доработка конструкции. В этот период окончательно устанавливается себестоимость машины, экономическая эффективность и другие экономические показатели, составляются все эксплуатационные и технические условия. [c.39]
При работе двигателя происходят качественные и количественные изменения моторного масла. Качественные изменения обусловлены физическими и химическими процессами, протекающими в двигателе, и определяются общим понятием старение масла . Количественные изменения сводятся к уменьшению запаса масла в маслосистеме и определяются понятием угар масла [34]. В результате старения в определенный момент времени качественные показатели масла выходят за пределы допусков, и возникает необходимость полной замене масла в маслосистеме, В результате угара возникает необходимость долива масла в систему. [c.196]
Наружные радиусы округлений, утяжки при отрубке, сдвиг сечений, неперпендикулярность граней, неравномерность распределения припуска и другие искажения формы не должны выходить из предела допуска (см. нормаль [c.156]
Премирование за оптимальное содержание СО в уходящих газах. Учет отклонений за пределы допуска 0,5 % производится по лентам регистрирующих газоанализаторов (рис. 17.1). Заштрихованные площадки показывают отклонение оптимальной зоны, которая в данном случае равна 14—15 %. Общая площадь отклонений, определенная путем планиметрирования, составляет 130 мм2 при следующих масштабах диаграммы 1 %—4 мм, 1 ч— 20 мм. [c.214]
Вид функции if (Дт), а также значения ее параметров — математического ожидания М [Дт] и дисперсии D [Дт] обусловливаются характером производства контролируемых изделий, точностью и стабильностью технологических операций и т.п. Например, для технологических процессов, при которых оператор или автомат стараются" лишь уложить" параметр X в границы допусков, не придерживаясь какого-либо предпочтительного (в пределах допусков) значения, характерно равномерное распределение величины Дт. Если финишной операцией процесса производства изделий является подгонка под номинал", то распределение Дт будет усеченным нормальным. Возможны и другие распределения, в частности, антимодальные. [c.160]