Нормативы режимов обработки и производительности оборудования предназначены для нормирования основного времени и содержат данные, необходимые для расчетов пропускной способности оборудования, выбора оптимальных режимов его работы. Нормативы времени содержат исходные данные для расчета составных частей нормы времени — подготовительно-заключительного, основного и вспомогательного, времени на обслуживание рабочего места и на отдых — на операции, состоящие из типовых элементов. Нормативы обслуживания — это регламентированные величины затрат труда на обслуживание единицы оборудования, рабочего места, производственной бригады. Нормативы численности устанавливают количество работников, необходимых для обслуживания определенного объекта. Для определения большинства нормативов используются хронометраж и фотография рабочего места. Таким образом, исследовательский метод представляет собой основу нормирования. [c.199]
Величина технологических потерь является ограничивающим фактором для развертывания производства, т. е. для увеличения объема выпуска изделий. Это обусловлено тем, что материальные ресурсы лимитированы, а трудовые затраты (входящие в технологические потери через заработную плату) ограничены количеством рабочих и пропускной способностью оборудования (в нормо-часах). [c.117]
Важной стороной функционирования производственной подсистемы является регулирование самого производственного процесса. Этот процесс можно рассматривать как единый или как несколько процессов, скоординированных для совместного действия. Иными словами, процесс можно рассматривать применительно к участку, цеху или предприятию в целом. Качество регулирования производственного процесса зависит от многих обстоятельств это загрузка и пропускная способность оборудования, это и характер производства (поточное, индивидуальное), комбинация оборудования и его замена и многое другое. Все они являются предметом изучения такой специальной дисциплины, как организация производства. В данном случае эта проблема рассматривается лишь с позиций, как это влияет на ведение экономики предприятия, его управление. [c.659]
Анализируя соблюдение на практике принципа планирования деятельности внутризаводских подразделений, прежде всего необходимо изучить, насколько напряженными и обоснованными установлены плановые задания. Так, производственная программа не может считаться обоснованной, если она составлена без расчетов пропускной способности оборудования, не сбалансирована по каждому виду работ. [c.141]
Разработка годовых и квартальных заданий по цехам сопровождается объемными расчетами загрузки и пропускной способности оборудования. Объемный расчет основывается на установлении дневной пропускной способности каждого станка поточной линии в деталях, закрепленных за линией. Для определения баланса загрузки и пропускной способности достаточно сравнить эту пропускную способность со среднедневным плановым заданием по годовой программе, выраженным в количестве деталей. Эта величина исчисляется делением программного задания в штуках деталей на количество рабочих дней в плановом периоде. Такой расчет, с одной стороны, обнаруживает соответствие производственной программы пропускной способности каждой линии, а с другой — указывает те станки и операции в линии, по которым могут возникнуть затруднения, связанные с выполнением программы (узкие места). [c.70]
БАЛАНС ЗАГРУЗКИ ОБОРУДОВАНИЯ. Для агрегатов с технологической специализацией (большинство видов металлообрабатывающего оборудования, деревообрабатывающих станков) расчет производственной мощности сводится к определению пропускной способности оборудования и расчету коэффициента его загрузки, т. е. к составлению баланса загрузки оборудования. [c.19]
П.м. предприятия, цеха, участка рассчитывается, как правило, в тех же натуральных (условно-натуральных) единицах, в которых планируется объем выпуска продукции, а иногда в станко-часах и, как исключение, в стоимостном выражении. Разница между П.м. и производственной программой (объемом производства) представляет собой резервы предприятия, т.е. производственная программа показывает степень использования П.м. Наряду с термином производственная программа применяется термин пропускная способность , который характеризует максимальный выпуск продукции применительно к работе оборудования, станка, агрегата, поточной линии, группы станков, но только не участка, цеха, предприятия. Пропускная способность оборудования исчисляется за декаду, сутки, смену, час П.м. структурных единиц производства — за год, а в некоторых случаях — за квартал, месяц. [c.223]
В качестве трудового измерителя производственной программы берутся неизменные в течение года нормо-часы на производство продукции или нормативная заработная плата производственных рабочих, выраженная расценками на каждую деталь по всем операциям технологического процесса. Измерение объема производства в нормо-часах удобно для внутрицехового планирования и учета, так как дает наглядное представление о затратах труда, связанных с выполнением П. п., и позволяет сопоставить объем производства продукции с пропускной способностью оборудования на участках. [c.228]
Производственные мощности/пропускная способность оборудования [c.357]
Внутрипроизводственное хранение Хранение без зон складирования, ориентированное на пропускную способность оборудования и мощность продуктовых потоков Хранение с использованием малых и средних зон складирования Хранение с использованием больших зон складирования [c.154]
Величина производственной мощности не снижается, если на промежуточных стадиях производственного процесса имеются узкие места , т. е. пропускная способность оборудования на отдельных участках или в цехах не соответствует пропускной способности оборудования основных цехов. [c.172]
В производствах, которые выпускают продукцию с разным содержанием основного вещества, пропускную способность оборудования рассчитывают в натуральных измерителях, а объем производства товарной продукции устанавливают в пересчете на условное содержание основного вещества. Например, производственная мощность камеры для вызревания суперфосфата измеряют в тоннах натурального продукта, а товарный суперфосфат в тоннах с пересчетом на 18,7%-ное содержание фосфорного ангидрида. [c.28]
Календарно-плановые нормативы регламентируют организацию производства и труда. Они определяют рациональность организации производственного процесса, предусматривают разработку норм длительности производственного цикла по видам продукции, простоя оборудования в ремонте, остановок блоков разделения на отогрев, т. е. показателей, необходимых для определения производственной мощности или пропускной способности оборудования. [c.251]
Для агрегатов с технологической специализацией (большинство видов металлообрабатывающего оборудования, деревообрабатывающих станков) расчет производственной мощности сводится к определению пропускной способности оборудования и расчету ко- [c.166]
Характерной задачей В. (з.) п., решаемой математич. методами, является определение оптимального соотношения разных изделий в плане произ-ва, обеспечивающее наиболее полное использование пропускной способности оборудования. Примерные исходные данные такой задачи в ее упрощенном виде сведены в табл. 1. [c.115]
Основное служебное назначение паспортов на технологич. оборудование для каждой службы завода. 1) Для технологич. службы паспорт позволяет правильно выбрать тип, модель и мощность технологич. оборудования для разрабатываемой технологич. операции правильно разрабатывать технологич. операцию применительно к данному технологич. оборудованию по элементам (переходы, проходы, приемы и т. д.) с учетом особенностей данной единицы оборудования определять или выбирать тип приспособления (конструктивный вариант) к данному технологич. оборудованию по скоростным и силовым данным паспорта выбирать материал, форму и размеры рабочего инструмента и назначать режим обработки с учетом, в первую очередь, полного использования работоспособности рабочего инструмента, а затем технологич. оборудования. 2) Для конструкторской службы завода паспорт необходим для проектирования технологич. оснастки по присоединительным и посадочным базам технологич. оборудования для разработки проекта модернизации технологич. оборудования или его специализации. 3) Для нормировочной службы завода (отдела труда и зарплаты) паспорт позволяет осуществлять технич. нормирование технологич. операций, т. е. определять основное и вспомогательное время разрабатывать мероприятия по многостаночному обслуживанию. 4) Для плановой службы завода паспорт необходим, чтобы планировать загрузку оборудования, определять пропускную способность оборудования и в итоге мощность всего предприятия. 5) Для службы гл. механика завода паспорт является технич. документом, в к-ром отражается технич. состояние оборудования руководством при различных видах ремонта технологич. оборудования основанием для необходимых расчетов при модернизации технологич. оборудования документом при комплектации технологич. оборудования принадлежностями и приспособлениями. 6) Для технич. персонала цеха завода паспорт служит как технич. норматив для правильной эксплуатации технологич. оборудования для разработки рационализаторских предложений для приемки технологич. оборудования из капитального ремонта или после модернизации от отдела гл. механика. [c.164]
| Табл. 2. — Расчет пропускной способности оборудования механического цеха, | 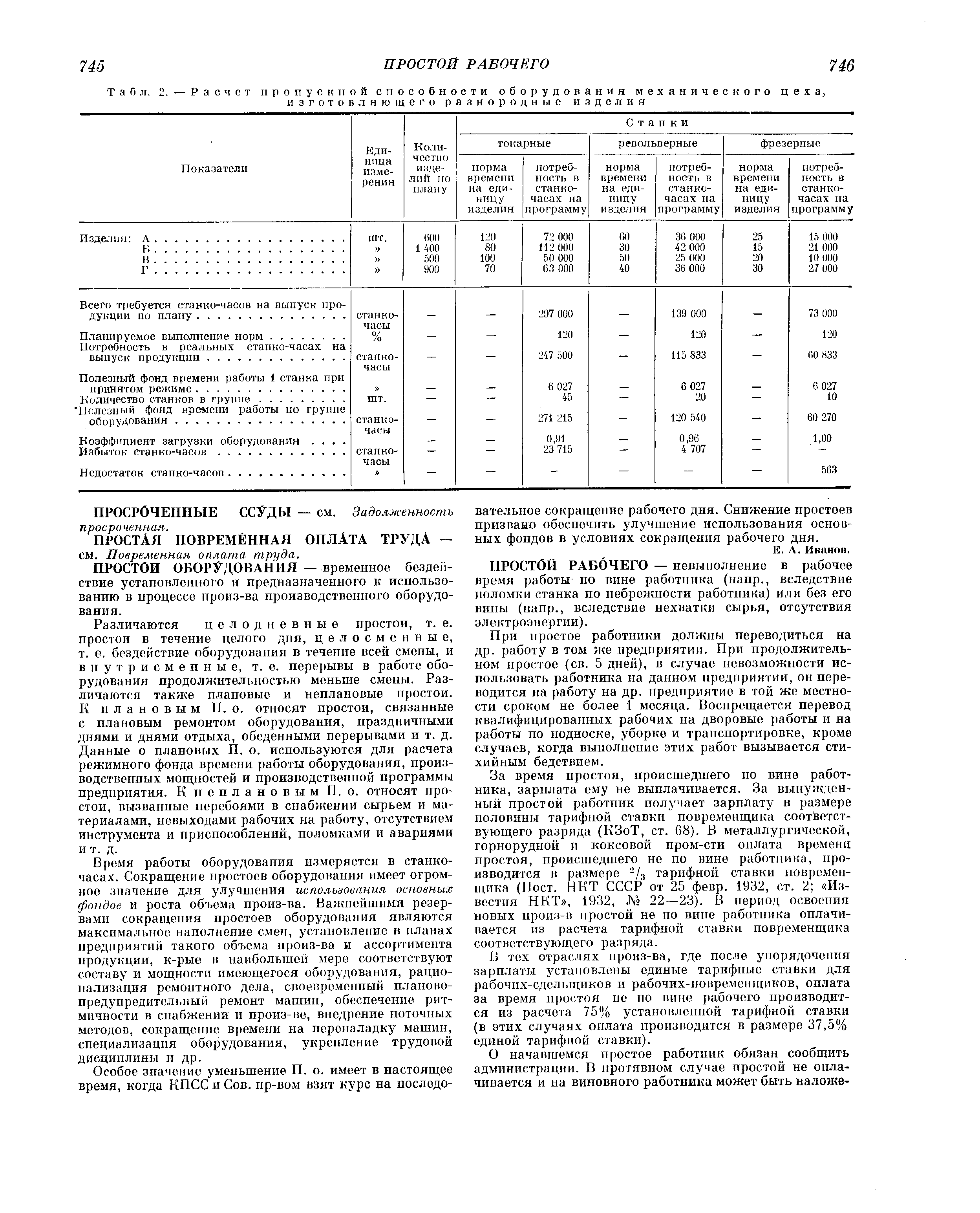 |
Пропускная способность оборудования [c.618]
Рассчитывается пропускная способность оборудования (Р) по [c.17]
На данном уровне разрабатываются производственные задания цехам и участкам основного, вспомогательного и обслуживающего производств на короткие отрезки времени в виде программ и графиков с указанием сроков запуска-выпуска продукции, при этом рассчитываются данные о загрузке и пропускной способности оборудования и календарно-плановые нормативы. [c.104]
При разработке бюджетов, представленных в разд. 7.3, оператор связи должен знать спрос на свои услуги, что позволяет сформировать бюджет продаж, определить необходимые объемы оборудования и численность персонала. Если фирма переоценивает спрос, то значительные капиталы будут без необходимости связаны, не будут работать в течение нескольких лет, так как пропускная способность оборудования для обслуживания трафика будет использована не полностью. Если фирма недооценила спрос, качество услуг ухудшается, например, клиенту может быть отказано в присоединении к сети, возможны отказы в обслуживании или в соединении, плохая слышимость, нарушение контрольных сроков передачи и т.п. Если есть возможность выбора, то потребители сменят фирму. Если у клиента выбора нет, увеличивается количество клиентов, ожидающих подключения к сети, количество жалоб на обслуживание и число поспешных малоэффективных организационно-технических мероприятий. Другими словами, при планировании большое значение имеет учет конкуренции на рынках связи, особенностей технологии производства (предоставления) услуг связи, а также потребительских свойств услуги (см. гл. 10). [c.142]
Прежде всего - принцип комплексности. Системы обеспечивают полный цикл управления, начиная от подготовки и планирования производства и заканчивая сбытом готовой продукции и формированием финансовой и бухгалтерской отчетности. Отчетность же, в свою очередь, через обратную связь замыкается на функцию планирования. В задачи управления входят разработка и производство новых видов изделий, определение технологических маршрутов и подготовка программ для станков с ЧПУ, расчет пропускной способности оборудования и оценка портфеля заказов, расчет планов производства, потребностей во всех видах ресурсов, учет процесса производства, контроль за расходом сырья и комплектующих, расчет издержек производства и основных технико-экономических показателей (прибыли, рентабельности, себестоимости, производительности труда и пр.). [c.70]
Следующая функция диспетчерских служб — контроль за соблюдением на трубопроводе заданного технологического режима перекачки, правил технической эксплуатации магистральных трубопроводов, оборудования и резервуаров. Практика показывает, что обеспечение работы трубопровода на оптимальных режимах с заданной пропускной способностью достигается только при сосредоточении оперативного управления в руках диспетчера. Применение средств централизованного контроля и управления облегчает решение этой задачи, но требует знания основных технических характеристик и правил эксплуатации указанных средств. [c.152]
Комбинация темных и светлых вертикальных полос (штрихов) различной ширины с нанесенными под ними цифрами. В настоящее время штриховым кодированием в розничной торговле продукцией потребительского и производственного назначения охвачена большая часть товарной номенклатуры США, Японии и многих стран Западной Европы. Ш.-к. находят также применение в ряде отраслей машиностроения (для управления операциями сборки и т.п.), полиграфии, на транспорте и др. Разработаны и применяются различные системы штрихового кодирования, наибольшее распространение из которых получили Универсальный товарный код (УТК или УПК), Европейский товарный код (ЕТК или ЕАН), совместимые друг с другом, код 2/5 с чередованием и др. Международная ассоциация кодов ЕАН в настоящее время объединяет более 30 стран, включая Россию. Код ЕТК имеет следующую структуру первые два знака—код страны происхождения продукции, следующие пять— код фирмы-изготовителя, следующие за ним пять знаков — код товара, последний знак — контрольный разряд. Для технической реализации штрихового кодирования необходимо следующее оборудование устройство печати маркировок со штрих-кодом, устройство считывания Ш.-к., например, световое перо, подключенное к стационарному кассовому или портативному терминалу, ЭВМ, средства передачи данных. Применение Ш.-к. неизбежно связано с использованием ЭВМ. Это обусловлено тем, что кодами представлена в машиночитаемой форме не сама информация об объектах кодирования, а их условные обозначения. Эта информация о каждом объекте кодирования содержится в памяти ЭВМ, откуда она автоматически извлекается в соответствии со считанными кодами. Применение Ш.-к. обеспечивает ряд преимуществ, в том числе ускорение в 4-5 раз ввода информации в ЭВМ, значительное уменьшение вероятности ошибки ввода, простоту работы со Ш.-к., не требующей специальных навыков. Эффект применения Ш.-к. заключается также в значительном снижении стоимости учетных работ на складе, защите от преднамеренных искажений данных учета при приеме и отпуске продукции со склада, повышении пропускной способности участков отпуска и приема продукции не менее чем на 50%. [c.439]
Особенность последних заключается в том, что во многих случаях трубопроводы являются частью технологического оборудования, причем насосы, компрессоры, вакуум-установки, включенные в систему трубопроводов, агрегируются с технологической аппаратурой. Пропускная способность трубопроводов, связывающих установки и аппараты, рассчитывается в строгом соответствии с производственной мощностью установок и аппаратов. Рациональное использование таких трубопроводов является обязанностью технического персонала за их состояние отвечают другие вспомогательные службы, а не руководители транспортного хозяйства. [c.200]
Фактические показатели использования оборудования (технологических ниток) определяют следующим образом. Вычисляют фактическую среднесуточную пропускную способность (мощность) технологических ниток в отчетном периоде. [c.190]
В процессе расчетов на каждом из этапов устанавливаются коэффициенты сопряженности ведущего звена и остальных производственных звеньев (групп оборудования, участков и цехов). Они определяются как отношение мощности ведущего звена к мощности каждого из остальных звеньев. При этом выявляются узкие места. Под узким местом на предприятии понимается группа оборудования (участок, цех), производственная мощность которого меньше мощности ведущей группы оборудования (участка, цеха). Все это приводит к нарушению принципа пропорциональности, т. е. нарушению одинаковой относительной пропускной способности отдельных подразделений предприятия. [c.101]
Известные диспропорции наблюдаются уже в момент ввода установки в эксплуатацию. Они объясняются невозможностью при выборе оборудования подобрать для каждой операции аппарат, по своей производительности точно соответствующий расчетной (проектной) величине. Вследствие этого уже в момент начала эксплуатации технологической цепочки пропускная способность отдельных ее звеньев не одинакова. Начальные различия производительности аппаратов увеличиваются в процессе эксплуатации установки, так как благодаря освоению оборудования, совершенствованию технологии, применению методов работы новаторов мощность аппаратов возрастает, но а различной степени. Поэтому при установлении нормативной производительности установки необходимо учитывать наличие резервных мощностей в составе технологической цепочки. Пропускная способность ее находится под влиянием различных факторов технологического режима, состава сырья, удельных расходов топлива и энергии и др. По установке в целом факторы- действуют совместно, причем изменения производительности разных аппаратов не одинаковы. Эти различия объясняются как сущностью про- [c.174]
Пропускная способность оборудования — обратный показатель использования внутрисменного времени работы оборудования, т.е. отношение эффективного годового фонда времени работы единицы оборудования к станкоемко-сти годовой программы продукции, изготавливаемой на этом оборудовании. [c.600]
Производственная мощность (производительность) магистрального нефтепровода может быть увеличена прежде всего за счет увеличения его пропускной способности и соответственного сокращения времени остановок. Это может быть достигнуто повышением надежности оборудования, увеличением объема ре-зервуарных парков насосных станций и за счет других факторов. [c.176]
Определению фактических показателей использования оборудования (технологических ниток) предшествует вычисление исходных показателей (число нитко-дней и ниток по видам использования и среднесписочных, проектная пропускная способность (мощность) технологических ниток и т. д.). [c.189]