Временные дороги, связывающие пункты поступления труб и других строительных материалов с трубосварочными базами и трассой трубопровода, должны удовлетворять следующим основным требованиям [c.97]
На первом этапе, относящемся к подготовительному периоду организационно-технической подготовки строительства, в соответствии с утвержденной транспортной схемой сооружают временные дороги от пунктов поступления машин, механизмов, оборудования, труб и материалов (от железнодорожных станций, речных портов и пристаней, морских портов и причалов, аэропортов и временных посадочных площадок) к намеченным местам базирования передвижных механизированных комплексов (трубосварочным базам, местам расположения полевых жилых городков и т. д.). [c.98]
Как отмечалось, стальные трубы, поступающие на строительство линейной части магистральных трубопроводов со станции или пристани разгрузки, транспортируются автомобилями на трубосварочную базу и после сварки их в секции с базы доставляются к месту укладки. В условиях двойной перевалки труб значение их доставки в транспортном процессе становится решающим. [c.129]
В качестве примера можно привести данные проектной транспортной схемы строительства нефтепровода Сургут — Полоцк. На одном из участков расчетные транспортные расходы по доставке труб и секций к месту работ составляют 921 тыс. руб., а учитываемые затраты на организацию пунктов разгрузки и трубосварочных баз—1191 тыс. руб. или примерно 130% затрат на перевозки. [c.129]
Начальная ордината в каком-либо пункте разгрузки представляет собой в выбранном масштабе транспортные расходы по доставке труб и секций в точке выхода на трассу строящегося трубопровода подъездной дороги от этого пункта. Эту ординату можно определить тремя способами первый — от трубопрокатного завода (станции или порта получения труб) со всеми расходами па транспортировку и перевалку второй — от пункта разгрузки труб (станции ш и пристани назначения) с учетом всех расходов па их перемещение и перевалку третий — от пункта разгрузки без учета погрузочно-разгрузочных операций на разгрузочной площадке и трубосварочной базе. [c.138]
Третий способ расчета позволяет исключить из рассмотрения примерно одинаковые по всем пунктам разгрузки и трубосварочным базам затраты на погрузочно-разгрузочные работы при однотипном комплектовании механизмами строительных подразделений, участвующих в сооружении рассматриваемого трубопровода. Расчет начальных ординат в этом случае осуществляется по формуле [c.139]
При расчете начальных ординат можно провести предварительную оптимизацию транспортной схемы строительства рассматриваемого трубопровода, а именно — определение целесообразного размещения трубосварочной базы между разгрузочной площадкой на внешней транспортной магистрали и трассой трубопровода. [c.139]
Если обозначить расстояние между разгрузочной площадкой и трассой трубопровода через eh, то при размещении трубосварочной базы вблизи пункта разгрузки величина начальной ординаты определяется по формуле [c.139]
При размещении трубосварочной базы вблизи трассы трубопровода начальная ордината будет [c.139]
Если расходы по доставке 1 км труб от станции назначения до разгрузочной площадки и затраты по перевалке труб и секций в обоих случаях одинаковы, то оптимальное положение трубосварочной базы, соответствующее минимальному значению начальной ординаты, определяется по соотношению себестоимостей перевозки труб и секций. При s/,a>s/,(, оптимальным является первое положение трубосварочной базы (вблизи разгрузочной площадки), при Sha
Здесь Z — суммарные затраты по транспортировке труб и организации пунктов разгрузки и трубосварочных баз в принятом варианте внешнего транспортного обеспечения W (рн) — транспортные расходы по перемещению труб от пунктов разгрузки к месту работ, включая их перевалку, по рассматриваемому варианту внешнего транспортного обеспечения Вн — затраты на организацию ft-ro пункта разгрузки, соответствующих строительных и обслуживающих баз и жилого городка. [c.145]
| Рис. 31. Вид эпюры транспортных расходов в районе развитой дорожной сети-J а—развернутый план трассы строящегося трубопровода б — эпюра транспортных расходов / — пункт разгрузки труб и материалов 2 — трубосварочная база 3 — ось трассы трубопровода 4—огибающая эпюра транспортных расходов при рациональном подъезде к трассе . 5—огибающая эпюры при исполь- 5 зовании всей дорожной сети 6 — граница транспортировки труб между подъездами / — / V — номера подъездов от пункта разгрузки (трубосварочной базы) | 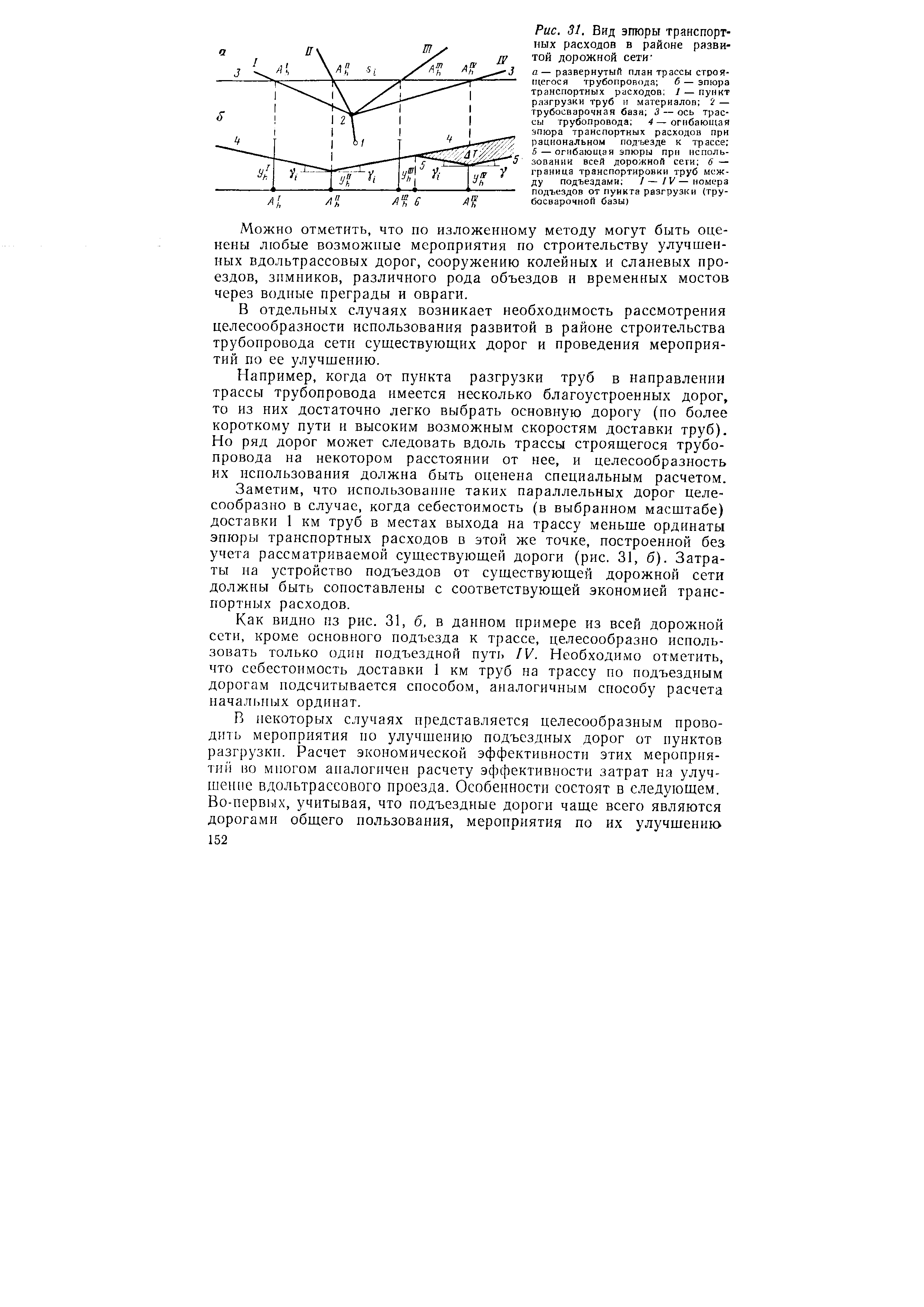 |
Погрузка и разгрузка труб и секций труб при строительстве магистральных трубопроводов охватывает комплекс транспортных и погрузочно-разгрузочных работ с трубами и секциями труб диаметром 1020-1420 мм на железнодорожных станциях, трубосварочных базах и на трассе, а также складирование труб на прирельсовом складе. [c.4]
МОНТАЖ МЕХАНИЗИРОВАННОЙ ТРУБОСВАРОЧНОЙ БАЗЫ БТС 142 В [c.78]
Использование таких машин, как роторные экскаваторы, трубосварочные базы, комплексы для контроля качества сварки, трубогибочные станки и дорны, трубоукладчики, очистные и изоляционные машины, и другой специальной строительной техники позволило успешно, высокими темпами прокладывать магистрали большой протяженности. Создание укрупненных механизированных комплексов с концентрацией ресурсов на пусковых объектах дало возможность досрочно завершить сооружение важнейших трубопроводных магистралей, таких, как Усть-Ба-лык — Курган — Уфа — Альметьевск, Медвежье — Центр, Союз Уренгой — Челябинск, Сургут — Полоцк, Уренгой — Помары — Ужгород и др. [c.67]
К числу наиболее громоздких и ответственных временных сооружений при строительстве магистральных трубопроводов относятся трубосварочные базы. В большинстве случаев их располагают в местах подвоза к трассе труб и материалов. Для трубосварочной базы выбирают обычно горизонтальную площадку, расположенную на небольшой возвышенности вблизи трассы трубопровода, так, чтобы в течение всего периода эксплуатации она имела бы удовлетворительные подъезды, не затоплялась в период дождей или паводковых вод, а кроме того, по возможности была бы защищена от ветра складками рельефа местности или лесом. Наиболее удовлетворительными для расположения трубосварочной базы являются песчапо-i равилистые грунты с примесью суглинков при слабом растительном слое, который в отдельных случаях рекомендуется снимать (например слабый мохо-торфяной слой). Размеры площадки для размещения трубосварочной базы выбирают в зависимости от типа оборудования и числа стендов, которые, в свою очередь, определяются характеристикой труб и заданным темпом сварочно-монтажных работ. Во всех случаях площадка сварочпо-монтажной базы должна быть спланирована. [c.96]
Несмотря на такую максимальную конкретизацию критерия оптимальности рассматриваемой задачи, построение целевой функции в данной постановке представляет значительную сложность. Дело в том, что задача оптимизации транспортной схемы строительства линейной части какого-либо трубопровода состоит в том, что, во-первых, из множества возможных пунктов разгрузки труб необходимо принять такой набор, который обеспечивал бы строительство трубопровода в заданные сроки с минимальными суммарными расходами по доставке труб от мест выгрузки до мест укладки с учетом затрат на организацию разгрузочных площадок, подъездных путей и трубосварочных баз во-вторых, границы транспортировки труб между выбранными пунктами разгрузки были бы рациональными, т. е. обеспечивали наименьшие расходы по перевозке труб на участках между отдельными станциями (пристанями) в-третьих, набор мероприятий по сооружению вдольтрассовых дорог, мостов и объездов должен обеспечивать возможно меньшие транспортные расходы с учетом дополнительных затрат на выполнение этих мероприятий. [c.131]
Представленный формулой (8.11) аналитический метод определения рациональных границ для данного простейшего случая имеет наглядную геометрическую интерпретацию (рис. 22). Приняв спрямленную ось трассы трубопровода за ось абсцисс и отложив от этой оси в точках выхода подъездных дорог на трассу ординаты, равные транспортным расходам по доставке секций от трубосварочных баз (b,,sf, и bi,+ s/l+i), можно получить начальные точки построения / и 2. Если от этих точек провести наклонные линии под углом у тангенс которого равен абсолютной величине себестоимости перевозки секций вдоль трассы s,- (см. рис. 20), то расстояния от этих наклонных линий до оси абсцисс (по вертикали) будут равны в выбранном масштабе транспортным расходам по доставке секций от трубосварочных баз до трассы (vie Ta потолочной сварки). Следовательно, в результате данного построения фактически образуется эпюра транспортных расходов. Наклонные линии являются огибающей этой эпюры. Проекция точки пересечения этих наклонных линий /С на ось абсцисс будет рациональной границей перевозки секции па этом участке Ktl. [c.134]
Монтаж механизированной трубосварочной базы БТС 142В охватывает комплекс работ, в который входят следующие трудовые процессы [c.78]
Для организации труда рабочих, выполняющих укладку железобетонных фундаментных плит при монтаже трубосварочной базы БТС 142В предусматривается применение крана-трубоукладчика Д-355С. [c.78]
Для организации труда рабочих, выполняющих монтаж линии обработки торцов труб трубосварочной базы БТС 142В,предусматривается применение крана-трубоукладчика Д 255С. [c.82]
Для организации труда рабочих, выполняющих монтаж металлоконструкций приемного стеллажа трубосварочной базы БТС142В, предусматривается применение крана-трубоукладчика Д-355С. [c.85]
Для организации труда рабочих, выполняющих монтаж поста обработки торцов труб трубосварочной базы БТС 142В, предусматривается применение автомобильного крана КС 3571. [c.88]
Станок ГТ1422 предназначен для изготовления гнутых отводов методом холодной гибки труб и секций труб диаметром 1420 мм с применением дорна Д1423 на трубосварочных базах. [c.106]
Для организации труда рабочих, выполняющих монтаж станка холодной гибки труб ГТ1422 на трубосварочных базах, предусматривается применение трубоукладчика ТЗ 560А. [c.108]
Для организации труда рабочих, выполняющих испытание и последующую обкатку станка для холодной гибки труб ГТ1422 на трубосварочных базах, предусматривается применение комплекта инструментов и принадлежностей, входящих в комплект оборудования станка ГТ1422. [c.111]
Изготовление гнутых отводов из труб охватывает комплекс работ по изготовлению гнутых отводов типа 2 (в соответствии с ГОСТ 24950-81) методом поперечной гибки секций из двух труб диаметром 1420 мм различной толщины (до 25 мм) и длиной 24 м в холодном состоянии на трубогибочном станке ГТ1422 с применением дорна Д1423 на трубосварочных базах при температуре окружающего воздуха от -20° до +50 "С. [c.117]
Для организации труда рабочих, выполняющих гибку секций труб диаметром 1420 мм в холодном состоянии на трубогибочном станке ГТ1422 с применением дорна при изготовлении гнутых отводов на трубосварочных базах предусматривается применение станка для холодной гибки труб ГТ1422, дорна Д 1423 и трубоукладчика ТЗ 560А. [c.117]
Для организации труда рабочих, выполняющих газовую резку гнутых секций труб диаметром 1420 мм при изготовлении отводов типа 2 на трубосварочных базах, предусматривается применение газорежущей машины "Ор-бита-2". [c.121]
Трубосварочная база БТС 142В предназначена для работы в полевых условиях на строительстве магистральных трубопроводов для двухсторонней автоматической сварки под флюсом двух- и трехтрубных секций диаметром 1020-1420 мм длиной до 36 м, массой до 250СЮ кг. [c.124]
Рекомендуемая схема организации работ и рабочих мест при сборке и сварке труб диаметром 1420 мм на трубосварочной базе БТС 142В приведена на рис. 8.1. [c.125]
| Рис. 8.1. Схема организации работ и рабочих мест при сборки и сварке труб на трубосварочной базе БТС142В | 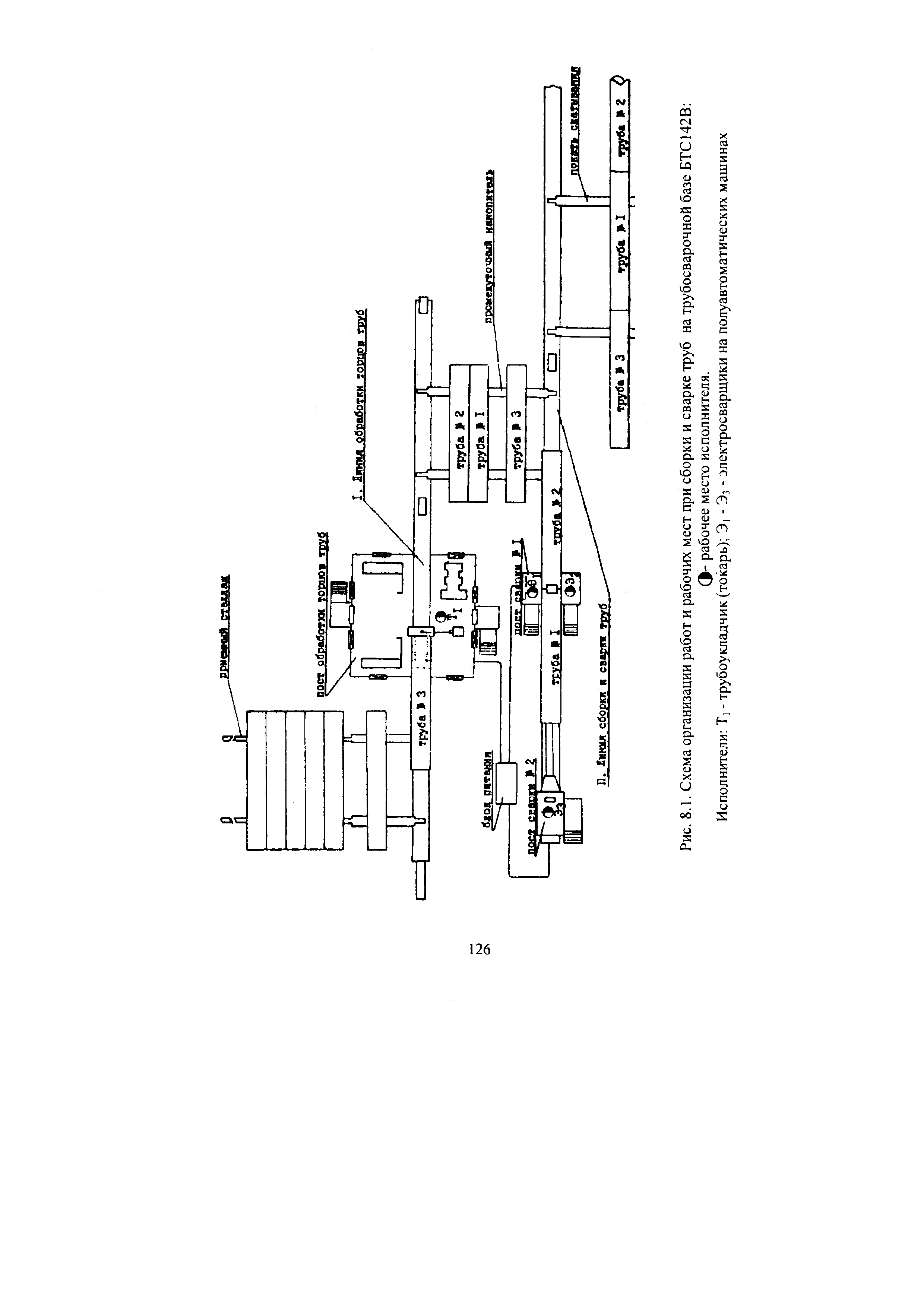 |