Газовая горелка со шлангами ГВП-ЗМ ВНИИавтогенмаш 2 компл. [c.208]
Перед сваркой выполняется предварительный подогрев монтажного стыка кольцевыми газовыми горелками. [c.289]
Перед сваркой выполняют предварительный подогрев монтажных стыков кольцевыми газовыми горелками. [c.293]
Сжигание газа осуществляют в газовых горелках. При устойчивом горении в зоне горения устанавливается динамическое равновесие между стремлением пламени продвинуться навстречу движения газовоздушной смеси и стремлением потока продвинуть пламя от устья горелки в топку. [c.41]
ГЛАВА IV ГАЗОВЫЕ ГОРЕЛКИ [c.54]
Газовой горелкой называется устройство, обеспечивающее устойчивое сжигание газообразного топлива и регулирование процесса горения. Основные функции газовых горелок подача газа и воздуха к фронту горения газа, смесеобразование, стабилизация фронта воспламенения, обеспечение требуемой интенсивности процесса горения газа. [c.54]
| Рис. 10. Инжекционные атмосферные газовые горелки | 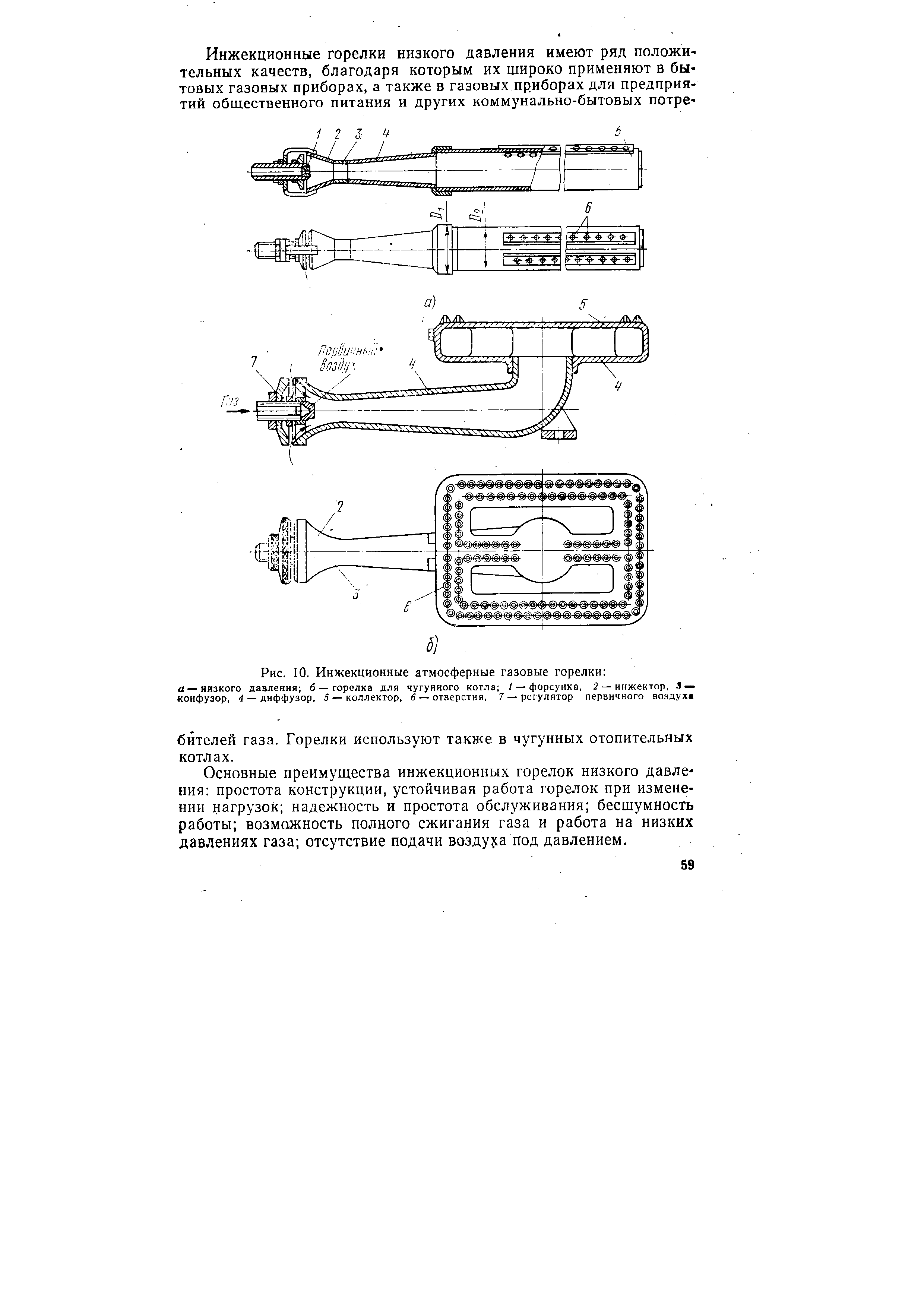 |
Печные газовые горелки [c.235]
| Рис. 113. Печные газовые горелки | 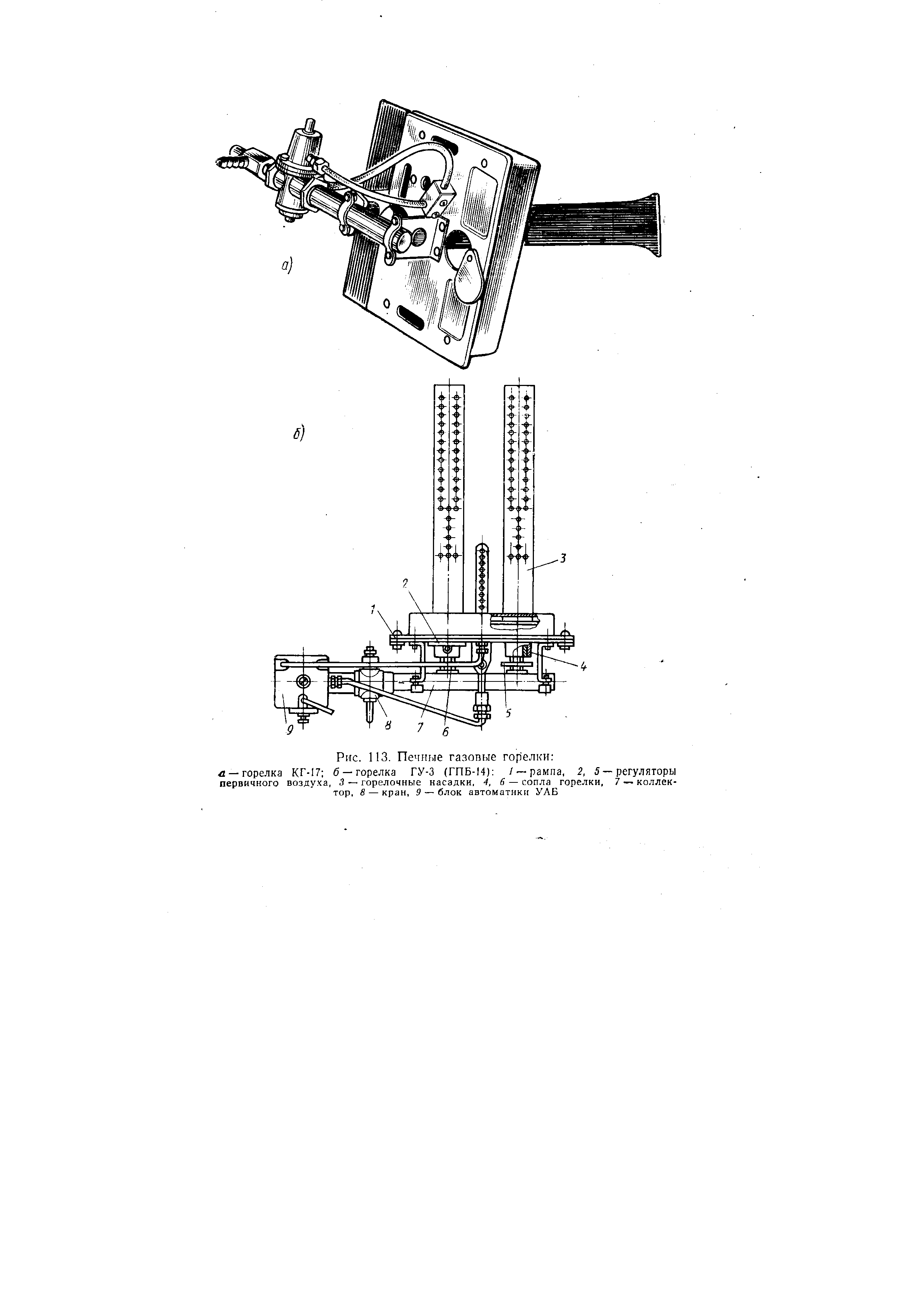 |
Предварительный подогрев стыков газовой горелкой . ........... [c.360]
Примечания. 1. В таблице предусмотрена следующая технология электродуговой сварки стыков сборка труб в звенья и прихватка в среде углекислого газа сварка первого слоя шва поворотных стыков в среде углекислого газа вручную сварка последующих слоев шва автоматическая под слоем флюса приварка корня шва изнутри трубы автоматическая или вручную на стеллаже (Для трубопроводов диаметром 1420 мм) сборка звеньев труб в плеть с прихваткой в среде углекислого газа сварка первого слоя шва неповоротных стыков в среде углекислого газа вручную сварка последующих слоев шва неповоротных стыков вручную частичная подварка корня шва вручную изнутри трубы (для трубопроводов диаметром 1420 мм) предварительный подогрев труб круговой газовой горелкой при сварке стыковых соединений (для трубопроводов диаметром 1420 мм). [c.362]
После перехода на саратовскую систему повысили качество продукции цементные заводы. В ходе внедрения системы на заводах Большевик и Красный Октябрь проделана большая работа по улучшению производственных условий в целях повышения качества продукции. Например, усовершенствованы цепные завесы печей, установлены более экономичные газовые горелки, сырьевые и цементные мельницы загружаются мелющими телами обязательно с учетом ассортимента, внедрены приспособления для равномерного питания печей шлаком. Повышена ответственность служб и их руководителей за соблюдение установленных технологических параметров. [c.64]
Кроме мартеновских печей, целесообразно также переводить на испарительное охлаждение доменные и нагревательные печи. В систему испарительного охлаждения доменной печи включаются разные элементы пли-товые холодильники горна, фурменной зоны, заплечиков, распора и шахты, а также клапаны горячего дутья и газовые горелки воздухонагревателей. [c.30]
Изоляционный слой наносится погружением грунтованной подвески в ванну (в горизонтальном положении), после чего подвеска закрепляется на специальном приспособлении над ванной для равномерного растекания изоляции. Затем подвеска помещается в сушильный шкаф, где выдерживается 20—30 мин при температуре 130—170° С. Температура в шкафу должна поддерживаться равномерной для обеспечения однородного запекания изоляционной массы. Запекшаяся изоляционная масса по внешнему виду имеет светло-коричневый цвет. В местах для контактов производится обжиг изоляции газовой горелкой. Значительно увеличивается срок службы подвесок, так как на изолированных подвесках метал-л откладывается только на контактах, которые легко заменяются, после чего подвеска вновь используется. [c.126]
В связи с этим представляют интерес новые газовые горелки радиационного и конвективного типов. Сущность конструкций этих горелок заключается в следующем газовая струя низкого давления (50—200 мм вод. ст.) подсасывает путем инжекции в смеситель горелки воздух в количестве, необходимом для практически, полного сгорания газа. Сгорание такой смеси происходит в зоне перфорированной объемной сетки (керамики), раскаляя ее до температуры 800—1 000° С, причем тепло выделяется непосредственно в виде лучистой энергии, что обеспечивает высокий к. п. д. [c.182]
В аппаратах конвективного типа (рис. 71) имеются воздухонагреватель, вентилятор, газовые горелки, топочная камера, керамические стабилизаторы горения, газопровод с запорным краном -и электромагнитным клапаном. Газ поступает через электромагнитный клапан и запорный кран к горелкам. Продукты сгорания проходят два слоя раскаленных керамических решеток. Содержание окиси углерода в сушильном агенте не превышает 0,02 мг/л, или 0,0016%, т. е. находится в пределах нормы для производственных помещений. [c.182]
Рабочие на машинах и печах с газовыми горелками. [c.297]
Характеристика работ. Пайка, обеспечивающая прочность шва на растяжение до 10 кг/мм, тугоплавкими и легкоплавкими припоями узлов, деталей, изделий средней сложности из черных и цветных металлов и сплавов при толщине металла свыше 1 мм и при различной длине шва с нагревом на горнах, газовыми горелками и бензиновыми лампами. Приготовление припоев, кислот и ванн для лужения. Распайка шюв после испытания или при ремонте. Пайка прутков, лент, полос. Травление швов под пайку и изделий перед пайкой. [c.202]
Сборка и прессование в одно- и многоместных пресс-формах алмазных правящих карандашей с неориентированными алмазами и алмазами в гранулах закрепление алмазных волок в оправу методом пайки на высокочастотной установке, методом прессования на гидравлическом прессе и спекания на газовой установке с последующей обработкой оправы и вскрытием канала волок разметка торца державки стеклореза, сверление отверстия под алмаз, установка на определенную глубину с ориентацией вершины при помощи десятикратной лупы и закрепление кристалла расплавленной медью на установках ТВЧ или при помощи газовой горелки [c.190]
Армирование керамических плат микросхем средней сложности шлифование пластин и кристаллов германия, кремния, арсенида галия и др. абразивным порошком с точностью 10 мкм сборка групповых пакетов конденсаторов на сборочных автоматах сварка узлов металлических приборов на электросварочных машинах контактной сварки, сварка металлических деталей средней сложности со стеклом при помощи газовой горелки и общим нагревом токами высокой частоты с регулированием температуры и формы пламени газовой горелки в электронной промышленности [c.217]
Наплавка твердыми сплавами сложных и ответственных деталей, узлов, конструкций и механизмов. Сварка и заварка трещин и раковин в тонкостенных изделиях и в изделиях с труднодоступными для сварки местами. Пайка высокотемпературными припоями. Термообработка газовой горелкой сварных стыков после сварки. [c.130]
Должен знать устройство обслуживаемого оборудования, приспособлений, пневматических приборов и инструмента приемы выполнения медницких работ средней сложности правила нагрева изготовляемых изделий в горнах, газовыми горелками и электрическими приборами способы раскроя и построения разверток средней сложности рецептуру и способы приготовления несложных припоев и протравок способы испытаний сосудов, работающих под давлением. [c.517]
Должен знать способы подготовки различных поверхностей и швов под пайку последовательность выполнения паяльных работ температуру плавления различных металлов и их сплавов состав, основные свойства и порядок приготовления припоев правила нагрева изделий на горнах газовыми горелками и бензиновыми лампами приспособления, употребляемые при пайке, устройство и правила их применения правила обращения с кислотами и щелочами. [c.523]
Трубопроводы, по которым подается горючее и окислитель, оборудуются специальными устройствами автоматическими задвижками, обратными клапанами, гидравлическими затворами, огне- и пламя-преградителями. Обратные клапаны препятствуют обратному ходу потока рабочего вещества в случае начала процесса горения и появления противодавления. Предохранительные затворы применяют, например, в генераторах ацетилена для исключения обратного проскока пламени от газовой горелки сварочного агрегата. [c.236]
Изолируемую поверхность стыка труб зачищают шлифмашинами, сушат и подогревают газовыми горелками до температуры 35-40°С. Края заводского покрытия при этом укрывают асбестовой тканью (защитными ковриками). [c.205]
Изолируемую поверхность захлеста или катушки зачищают шлифовальными машинами от ржавчины, сушат и подогревают газовыми горелками до температуры 35-40°С. Края изоляционного покрытия при этом укладывают асбестовой тканью (защитными ковриками). Изоляционную ленту наносят на поверхность захлеста или катушки с нахлестом 10 см и натяжением в 1 кг на 1 см ее ширины. [c.297]
Между первоначальными вложениями денег в поисково-разведочные работы и получением доходов от потребителя непосредственно ли у газовой горелки или на бензозаправке проходит не меньше года. Помимо удлинения сроков разработки месторождения, по мере того как компании переносят акцент на поисково-разведочные работы в труднодоступных газо- и нефтеносных районах, возрастают и объемы инвестиций. Программы поисковых работ разворачиваются во все менее благоприятных подводных зонах в самых отдаленных уголках планеты, часто в политически нестабильных странах. Вряд ли в нефтегазовой отрасли можно найти хоть одного человека, не понимающего риска, сопряженного с поиском углеводородов. Сегодня менеджеры проявляют все большую озабоченность в связи с увеличением риска, сопровождающего все стадии производственного процесса в исследуемой отрасли, в том числе конечные этапы нефтепереработки и реализации жидких нефтепродуктов или газа. [c.49]
| Рис. 22. Технологическая ozena факельной установки I - сепаратор-гидрозатвор 2 - ствол факела 3 - газоотатичаский затвор 4 - оголовок факела 5 сетчатый фильтр ь - устройство дистанционного зажигания факела 7-- контрольная газовая горелка 8 - дежурные горелки 9 - пробоотборник 10 - пароподогреватель II - конденсатоотводчики | 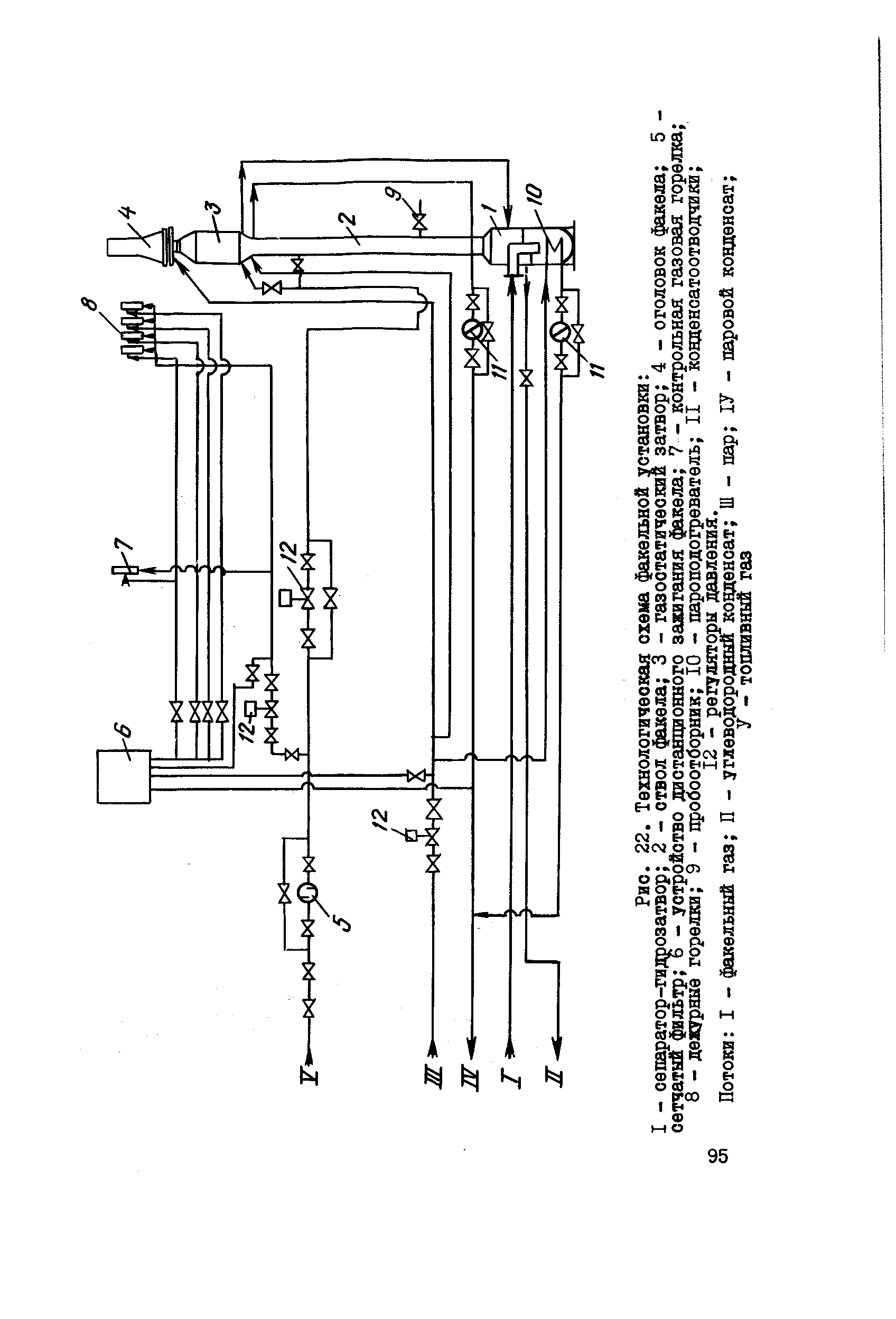 |
Должен знать способы подготовки различных поверхностей и швов под пайку последовательность выполнения паяльных работ температуру плавления различных металлов и их сплавов основные свойства и порядок приготовления припоев правила нагрева изделий в горнах, газовыми горелками и бензиновыми лампами приспособле- [c.202]
Характеристика работ. Пайка оловом, целью, серебром и другими припоями деталей и изделий из различных егалдов и сплавов, собранных встык или пнзклест-ку, при тплшине металла до 1 мм, при любой ллине шва. Панка сложных по конфигурации и ответственных деталей, узлов, изделий с прочностью шва на растяжение свыше И) до 20 кг/мм2. Пайка аппаратуры и приборов со сложными схемами в труднодоступных местах, а также ответственных изделий медными припоями. Приготовление составов для всевозможных припоев. Наладка аппаратуры для паяльных работ. Проверка качества панки. Пайка в печах при нагреве деталей токами высокой частоты, электрической дугой и газовыми горелками под руководством паяльщика более высокой квалификации. [c.203]
Характеристика работ. Лужение врастирку и в ваннах изделий и деталей средней сложности с предварительным нагревом в горнах газовыми горелками и бензиновыми лампами. Двустороннее лужение врастирку листов из цветных и черных металлов. Приготовление содового раствора определенной концентрации при лужении жести налудиль-ных агрегатах. Проверка качества подготовки жести, идущей на луже- [c.432]
К основным инструментам сварщика относятся электрододер-жатель со сварочным проводом, электроды контактных электросварочных машин, неплавящиеся электроды, применяемые при способах газоэлектрической сварки, вентили, редукторы и газовые горелки. Вспомогательными инструментами являются металлическая щетка, молоток для отбивки шлака, зубило, молоток слесарный, пневматический молоток для очистки сварных швов от шлака и других загрязнений, клеймо, набор шаблонов для проверки размеров швов и др. К малоценным сборочно-сварочным приспособлениям могут относиться некоторые виды зажимов, прижимов, плит и фиксаторов. Защитными приспособлениями сварщика являются щитки, маски-шлемы и очки со специальными темными стеклами. Стойкость электродов контактных сварочных машин, удобство смены и заправки их определяют в значительной степени затраты [c.75]