ПОИСК
Это наилучшее средство для поиска информации на сайте
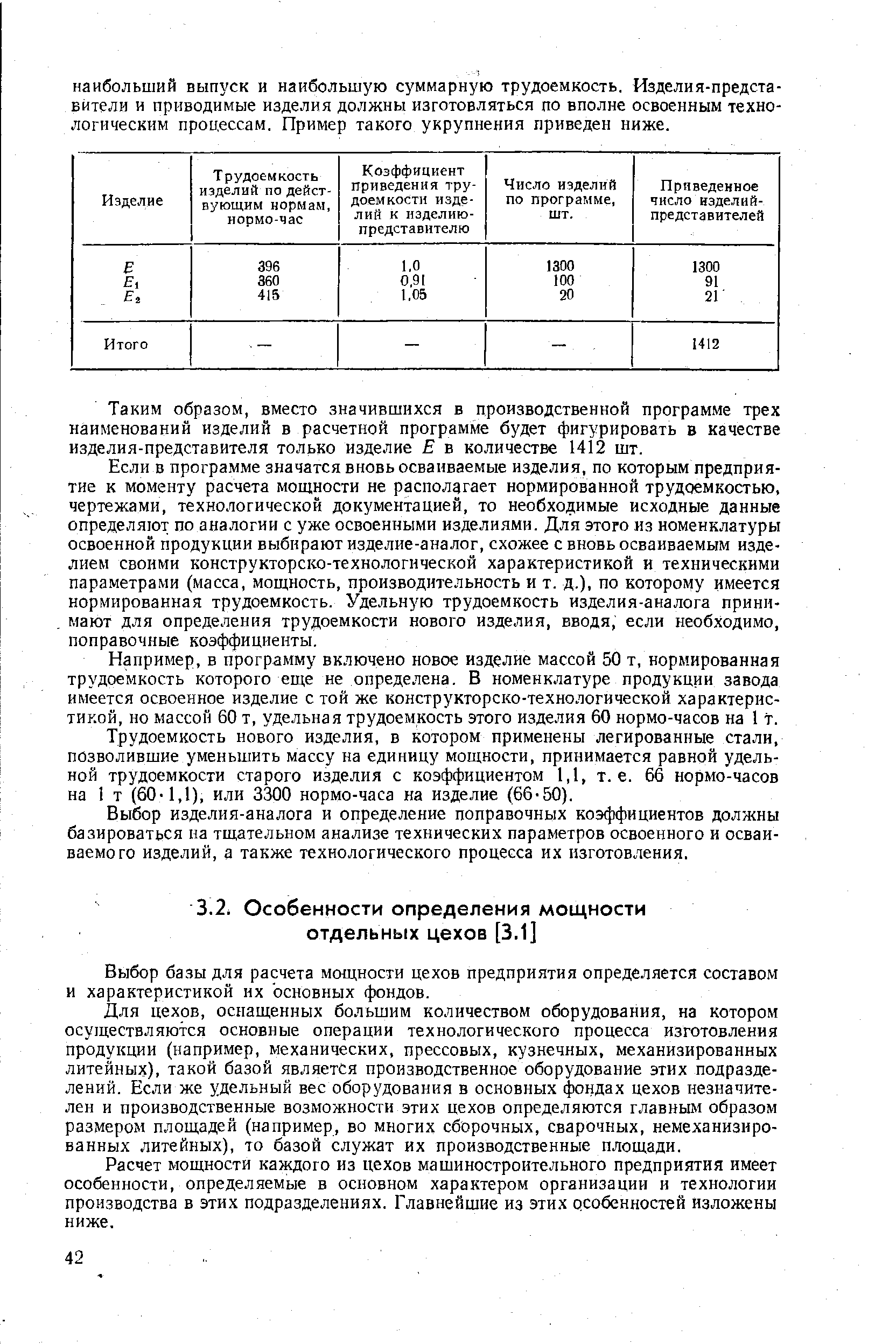
Особенности определения мощности отдельных цехов
из "Справочник экономииста-машиностроителя Изд.2 "
Выбор базы для расчета мощности цехов предприятия определяется составом и характеристикой их основных фондов. [c.42]Для цехов, оснащенных большим количеством оборудования, на котором осуществляются основные операции технологического процесса изготовления продукции (например, механических, прессовых, кузнечных, механизированных литейных), такой базой является производственное оборудование этих подразделений. Если же удельный вес оборудования в основных фондах цехов незначителен и производственные возможности этих цехов определяются главным образом размером площадей (например, во многих сборочных, сварочных, немеханизированных литейных), то базой служат их производственные площади. [c.42]
Расчет мощности каждого из цехов машиностроительного предприятия имеет особенности, определяемые в основном характером организации и технологии производства в этих подразделениях. Главнейшие из этих особенностей изложены ниже. [c.42]
Кузнечно-прессовые цехи. Мощность кузнечно-прессовых цехов определяют по основному производственному оборудованию, к которому относится все формообразующее ковочное и штамповочное оборудование (молоты, прессы, горизонтально-ковочные машины,, ковочные вальцы, станы поперечного и винтового проката, многошпиндельные ковочные агрегаты и др.). [c.43]
Оборудование кузнечно-прессовых цехов размещается по предметным участкам с замкнутым технологическим циклом с прикреплением к каждому формообразующему агрегату нагревательной печи и обрезного пресса (при штамповке), либо по группам однотипного формообразующего оборудования. В последнем случае за каждой единицей оборудования нагревательная печь и обрезной пресс не закрепляются. [c.43]
Заключительным этапом расчета мощности кузнечно-прессовых цехов является составление баланса этих заготовок на программу, и по принятой мощности оно аналогично балансу. отливок (см. табл. 6.2). [c.43]
Литейные цехи. Мощность литейного цеха измеряется тоннами годных отливок или числом комплектов отливок для выпуска конкретных изделий, предусмотренных расчетной программой. [c.43]
В зависимости от производственной характеристики цеха типа производства (массовое, серийное, единичное), применяемых способов изготовления форм (на машинах, вручную, в скорлупчатые формы и т. п.) и их заливки (на конвейерах и рольгангах или на плацу) используют метод подетального либо укрупненного расчета. [c.43]
Подетальный расчет заключается в определении производственной мощности по данным действующего технологического процесса исходя из прогрессивной трудоемкости отливок и производительности оборудования при изготовлении деталей каждого наименования или определенной группы однородных деталей. [c.43]
Этот метод применяют обычно для определения производственной мощности цехов с заливкой форм на конвейерах или рольганговых линиях, а также для крупных подразделений точного литья. [c.43]
При подетальном расчете мощности цехов с машинной формовкой и заливкой форм на конвейерах или на рольгангах мощность цеха в большинстве случаев определяется производственной возможностью формовочных машин последняя, в свою очередь, рассчитывается исходя из прогрессивной трудоемкости формовки и фонда времени работы машин. По этим данным рассчитывают годовой съем форм и исходя из средней массы отливок в форме определяют возможность машин в тоннах отливок в год. Суммированием этих данных по всему парку формовочных машин определяют мощность отделения в целом. [c.44]
Укрупненный расчет является ориентировочным он основывается на данных о прогрессивном съеме отливок с 1 м2 формовочно-заливочно-выбивной площади цеха. [c.44]
При наличии в формовочном отделении участков с различными производственными характеристиками (например, участка конвейерного литья и участка с формовкой на плацу) расчет мощности ведется по каждому участку отдельно. В смешанных литейных цехах, выпускающих отливки из различных металлов и сплавов, расчет также следует вести раздельно по площадям, специализированным на изготовлении соответствующих видов литья. Если цехи не специализированы, расчет ведется по цеху в целом суммарно с последующим расчленением величины мощности по видам отливок пропорционально объему их выпуска по расчетной программе. [c.44]
Расчет мощности литейного цеха завершается составлением баланса отливок по заводу (см. табл. 6.2). [c.44]
Если на предметно-замкнутых участках кроме групп взаимозаменяемого оборудования встречаются специальные и специализированные станки, то они должны стать первичным звеном расчета мощности, поскольку за этими станками твердо закрепляют определенные операции, которые не могут быть выполнены на другом оборудовании. [c.45]
При определении мощности технологических и предметно-замкнутых участков прогрессивную трудоемкость сводят по группам взаимозаменяемого оборудования. Делением действительного фонда времени работы оборудования этой группы на величину соответствующей прогрессивной трудоемкости расчетной программы устанавливают коэффициент мощности данной группы оборудования. Полученные коэффициенты служат исходными данными для определения мощности участка в целом, которая устанавливается на уровне мощности ведущей группы оборудования. [c.45]
Мощность небольших механических цехов,.не разделенных на производственные подразделения, определяют по цеху в целом по той же методике, что и для участка. [c.45]
Вернуться к основной статье