ПОИСК
Это наилучшее средство для поиска информации на сайте
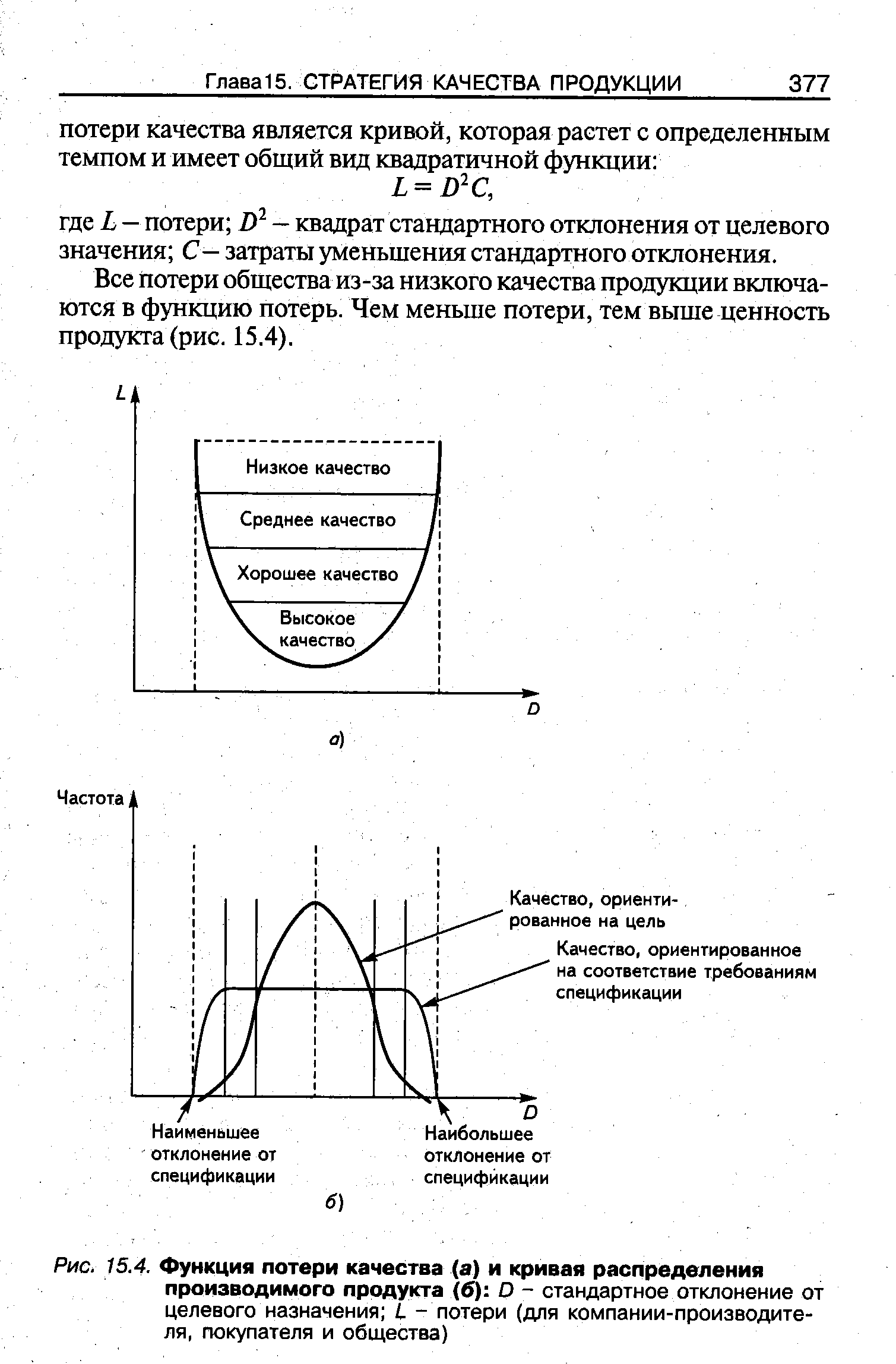
Нормативное качество продуктов
из "Производственный менеджмент "
Все потери общества из-за низкого качества продукции включаются в функцию потерь. Чем меньше потери, тем выше ценность продукта (рис. 15.4). [c.377]По мере расширения инспектирования и контроля затраты, связанные с производственным браком, имеют тенденцию к снижению, сокращается процент брака. Но с определенного уровня производства экономический выигрыш становится все меньше. Тестирование каждого произведенного карандаша не экономично, и совершенно деструктивно тестировать каждую произведенную пулю и элемент фотовспышки. Эти и многие другие продукты лучше всего тестировать по плану отбора образцов (проб). Отбор проб рассматривается как адекватный, когда риск или затраты, связанные с производственным браком, малы. Исследования показали, что тщательно проработанные планы отбора образцов (проб) позволяют поддерживать качество на высоком уровне. [c.379]
Один из доступных инструментов, помогающих в идентификации возможных проблем качества, — построение диаграммы Иши-кавы ( рыбий скелет ). Рисунок 15.6 иллюстрирует ежедневные ошибки контроля качества, когда отдельные гайки и болты при сборке не соответствуют друг другу. Каждая рыбья кость представляет собой возможный источник ошибки. Когда такая диаграмма систематически составляется, возможные проблемы качества и пункты инспектирования попадают в центр внимания. [c.379]
Статистический контроль процессов. Статистический контроль процессов (SPQ относится к управлению, ориентированному на исполнение стандартов, предполагает измерения и корректирующие действия в то время, когда производится продукт. Образцы выхода продукции оцениваются, находятся ли они в допустимых пределах, если да, то процесс получает продолжение. Если они вышли за установленные рамки, процесс приостанавливается и причины отклонений локализуются и устраняются. Картами контроля являются графики, которые устанавливают верхние и нижние пределы контролируемого процесса (рис. 15.7). Они дают графическое представление информации (процесса) во времени. Карты контроля составляются так, чтобы новую информацию можно было быстро сравнить с предыдущей. Верхний и нижний пределы контроля могут быть в единицах температуры, длины, давления и т. д. Берутся образцы процессов выхода продукции и вычерчивается средняя этих образцов на карте контроля. Ко гда средняя образцов лежит между верхним и нижним пределами контроля и нет заметных различий в рисунке, то говорят, что процесс находится под контролем, в противном случае — вне контроля. [c.381]
Вернуться к основной статье