ПОИСК
Это наилучшее средство для поиска информации на сайте
Однопредметные непрерывно-поточные и прерывно-поточные линии
из "Методы и модели управления фирмой "
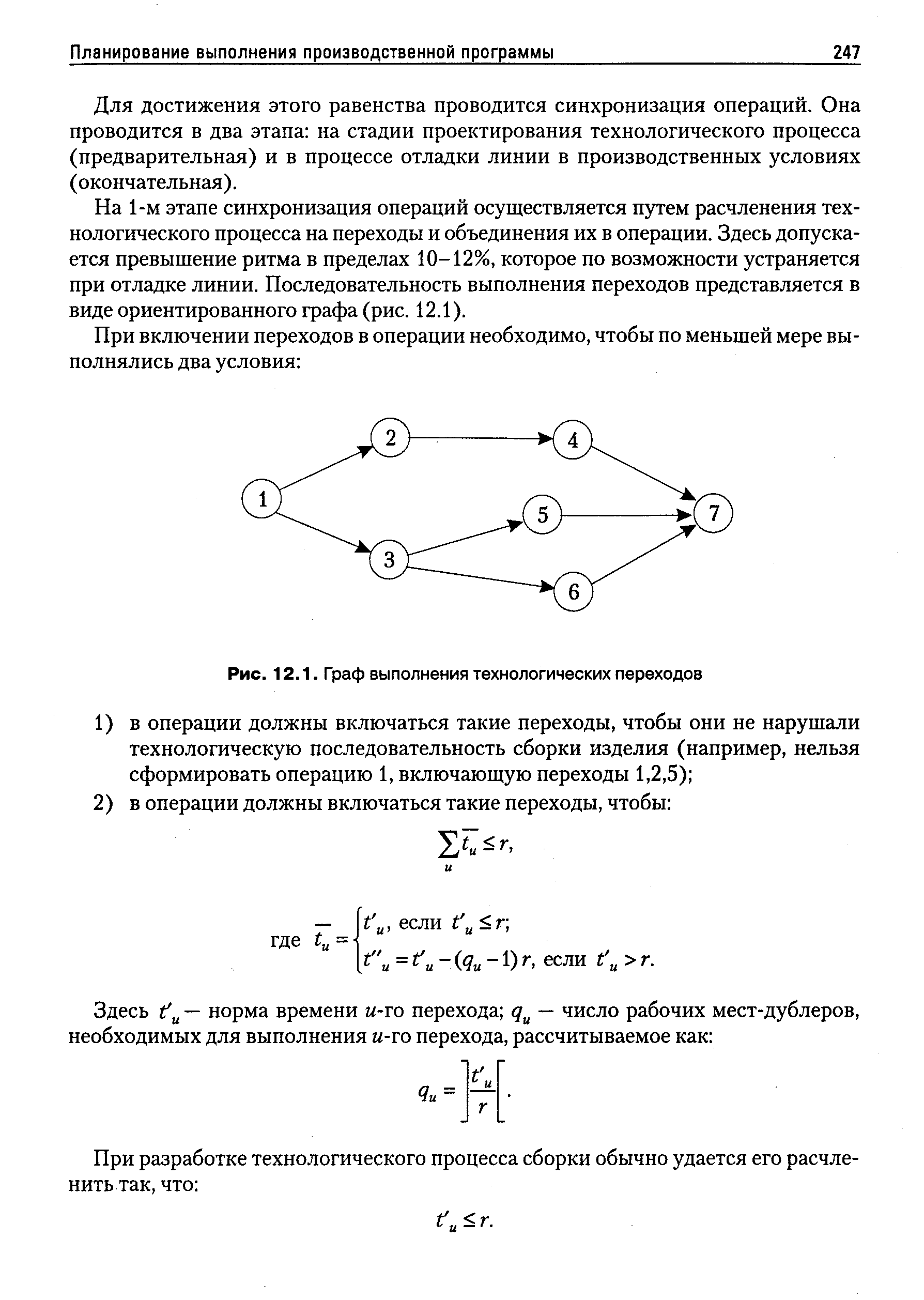
Для достижения этого равенства проводится синхронизация операций. Она проводится в два этапа на стадии проектирования технологического процесса (предварительная) и в процессе отладки линии в производственных условиях (окончательная). [c.247]На 1-м этапе синхронизация операций осуществляется путем расчленения технологического процесса на переходы и объединения их в операции. Здесь допускается превышение ритма в пределах 10-12%, которое по возможности устраняется при отладке линии. Последовательность выполнения переходов представляется в виде ориентированного графа (рис. 12.1). [c.247]
Критерий оптимальности может быть реализован по-разному. [c.248]
В сборочных процессах, характеризующихся принудительным ритмом, синхронизация операций сводится к минимизации числа операций (рабочих мест) — k. [c.248]
В сборочных процессах со свободным ритмом синхронизация операций состоит в повышении частоты выпуска изделий, следовательно, и увеличении их выпуска, т. е. в минимизации ритма выпуска — г. [c.248]
При проектировании сборочной линии, когда число операций и ритм выпуска изделия не известны, естественно минимизация пребывания изделия на сборке. [c.248]
Сформулированные задачи являются задачами комбинаторного типа с целочисленными ограничениями. [c.249]
После 1-го этапа синхронизации операций, как правило, не удается добиться полной синхронности операции. [c.249]
На 2-м этапе при отладке линии осуществляют дальнейшую синхронизацию с помощью различных организационных и технических мероприятий. Для операций, у которых t. г, широко используют дополнительную механизацию труда, лучшую организацию и обслуживание рабочих мест, передачу изделий на другие линии, индивидуальный подбор рабочих и т. д. [c.249]
На однопредметных непрерывных линиях организуется параллельное и последовательное многостаночное обслуживание (м.о.). [c.249]
Параллельное м. о. организуется с целью повышения занятости рабочих и загрузки оборудования. Оно может осуществляться на однотипных и разнотипных станках. Для организации м. о. на однотипных станках необходимо соблюдение соотношения t j t j, где fj,fj — соответственно ручное и машинное время j-тл операции. Работа на станках осуществляется циклично. Циклом м. о. называется минимальный отрезок времени, за который операции повторяют однотипный график движения производства. При tj = 7, t j = 2, t j = 5 мин, q. = 3 станка график м. о. показан на рис. 12.2. [c.249]
Если примем q. = 4 ст., то при тех же данных график м. о. имеет вид, аналогичный представленному на рис. 12.3. [c.250]
В качестве транспортных средств на этих линиях используются средства без принудительного движения (наклонные плоскости, рольганги, краны- балки, монорельсы и т. д.). [c.251]
Для повышения загрузки оборудования и занятости рабочих используют догрузку рабочих мест, не полностью загруженных в периоде оборота линии непоточной продукцией, организуют последовательное многостаночное обслуживание (м. о.). [c.251]
Из графика также видно, что период простоя на 4-й операции сконцентрирован на одном станке, другой работает непрерывно. [c.252]
Межоперационные заделы на прерывно-поточных линиях являются главным видом заделов. Они бывают внутренними и переходящими. [c.253]
Внутренний задел — это задел, оборот которого осуществляется в течение одного периода оборота линии. [c.253]
Переходящий задел — это задел, оборот которого осуществляется в течение двух последовательно наступающих периодов оборота линии. [c.253]
С изменением календарного графика выполнения операций изменяются размеры различных видов задела. [c.254]
На стадии организации поточной линии (при неизвестности календарного графика выполнения операций) для расчета межоперационных заделов используют приближенные формулы, которые представлены в табл.12.3. [c.254]
Вернуться к основной статье