Статус поставщика в отношении изделия или услуги, подтверждающий, что его правила проектирования, технологические процессы и система обеспечения качества способны гарантировать поставку изделий или предоставление услуг, соответствующих установленным требованиям. [c.410]
Проектирование технологического процесса — это не эпизодическая работа, а постоянный поиск решения технических проблем. [c.24]
Технологический процесс изготовления изделий оказывает существенное влияние на их эксплуатационные качества. Технолог в своем арсенале методов и способов обработки имеет большое многообразие возможных решений, каждое из которых несет в себе определенную технологическую наследственность, влияющую на эксплуатационные характеристики, надежность и долговечность выпускаемых изделий. Для проектирования технологических процессов необходимо знать условия производства, на котором предполагается внедрять эти процессы. [c.25]
Для проектирования технологического процесса технологу необходим минимум знаний по основам конкретной экономики данного производства и ценообразования изделий. Продукция должна изготовляться не только по заданному маршруту указанными средствами, но и с наименьшими затратами. Производство должно быть рентабельным. Технологический процесс должен обеспечивать себестоимость не более высокую (если не меньшую), чем себестоимость аналогичных изделий. Уметь рассчитать эффективность выбранного варианта технологического процесса бывает не менее важно, чем его разработать. Без должного экономического обоснования внедрение нового оборудования или оснастки может привести к неоправданным расходам в производстве. [c.27]
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ [c.58]
Исходные материалы и сведения, необходимые технологу для проектирования технологических процессов, описаны достаточно подробно в учебно-методической литературе [11, 8]. Из многих вариантов последовательности изготовления предмета производства технолог обязан выбрать наиболее целесообразный, свести к минимуму возвраты на доработку, из многочисленного парка оборудования выбрать наиболее подходящее по произ- [c.58]
Технологические процессы при всем их многообразии должны быть подчинены вполне определенным требованиям, общим принципам. Знание этих принципов необходимо технологу для обоснованного проектирования технологического процесса. [c.59]
Из принципа соответствия конструкторской, нормативно-технической и технологической документации технолог должен сделать практический вывод о том, что при проектировании технологических процессов не допускаются никакие отступления от сути требований, изложенных конструктором при проектировании изделия. Технолог не волен самостоятельно изменять и искажать эти требования, а должен только разъяснять их сущность и порядок выполнения. [c.60]
Из принципа соответствия стадий разработки конструкторской и технологической документации технолог должен сделать вывод о том, что при проектировании технологических процессов существенное значение имеет степень конструкторской доработки изделия. Как правило, в процессе освоения конструкция изделия претерпевает изменения, поэтому затраты на подготовку его производства не должны опережать стадии разработки изделия. Основным критерием при оценке экономической эффективности технологического процесса на данной стадии разработки является уровень его технической оснащенности. [c.64]
С проектированием технологических процессов неразрывно связано техническое нормирование. Без технических норм времени невозможно координировать технологические процессы производства во времени, нельзя целесообразно организовать труд и его оплату. Техническим нормированием занимаются на предприятиях специальные службы технологов-нормировщиков, которые черпают все необходимые данные для своей работы из технологических карт. Нормировщики на основании тих карт определяют трудоемкость изготовления изделия, [c.73]
Дипломные проекты студентов машиностроительных специальностей можно разделить на следующие группы 1) проектирование нового и модернизация имеющегося оборудования, оснастки, других средств для машиностроения и других отраслей народного хозяйства 2) проектирование технологических процессов 3) проектирование участков и цехов 4) выполнение работ научно-исследовательского характера. [c.15]
При проектировании технологических процессов в специальных главах дипломного проекта следует рать анализ [c.16]
При проектировании технологических процессов подход к выбору сферы расчета экономического эффекта может быть двояким. [c.28]
ПОКАЗАТЕЛИ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА ПРИ ПРОЕКТИРОВАНИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ [c.52]
К числу основных организационно-плановых показателей, определяемых при проектировании технологических процессов изготовления заготовок (деталей), относятся такт выпуска поточной линии коэффициент синхронности выполнения отдельных операций и их комплекса размер производственных партий деталей, запускаемых в производство периодичность запуска партий деталей в производство длительность производственного цикла партий деталей коэффициент непрерывности производственного цикла фонды времени работы единицы оборудования и всего комплекса коэффициенты использования оборудования во времени. [c.52]
Такт выпуска поточной линии устанавливают порядком, изложенным в 5.1, по формулам (5.1) и (5.2). При проектировании технологического процесса необходимо стремиться к тому, чтобы выбираемые состав операций, оборудование, технологическая оснастка, режимы работы и т. д. наиболее соответствовали такту. [c.52]
Длительность производственного никла партии деталей представляет период календарного времени в днях от запуска ее в производство до выпуска. Продолжительность цикла оказывает существенное влияние на величину незавершенного производства и другие элементы капиталовложений, а также на текущие затраты производства. При проектировании технологического процесса необходимо стремиться к обеспечению экономически оптимальной длительности производственного цикла. Различают длительность цикла операции, простого и сложного процессов. [c.55]
При проектировании технологических процессов трудоемкость продукции каждого вида за год определяется как [c.70]
При проектировании технологических процессов изготовления заготовок, деталей, изделий может быть рассчитан показатель средней годовой выработки рабочих, занятых выполнением данного процесса. При этом годовой объем продукции измеряется в натуральных единицах либо количеством нормо-ч на ее изготовление. [c.81]
При проектировании технологических процессов можно считать, что списочное число основных рабочих превышает явочное на 10—12 %. [c.85]
При проектировании технологических процессов изготовления изделий выясняют характер и уровень механизации и автоматизации труда на отдельных операциях уста- [c.91]
При проектировании технологических процессов, цехов, участков (поточных линий) следует решить и такие вопросы НОТ, как выбор и совершенствование форм разделения (либо кооперации) труда, внедрение многостаночного обслуживания, проектирование рациональной организации рабочих мест и др. [c.95]
| Рис. 5.2. Принципиальная схема проектирования технологических процессов | 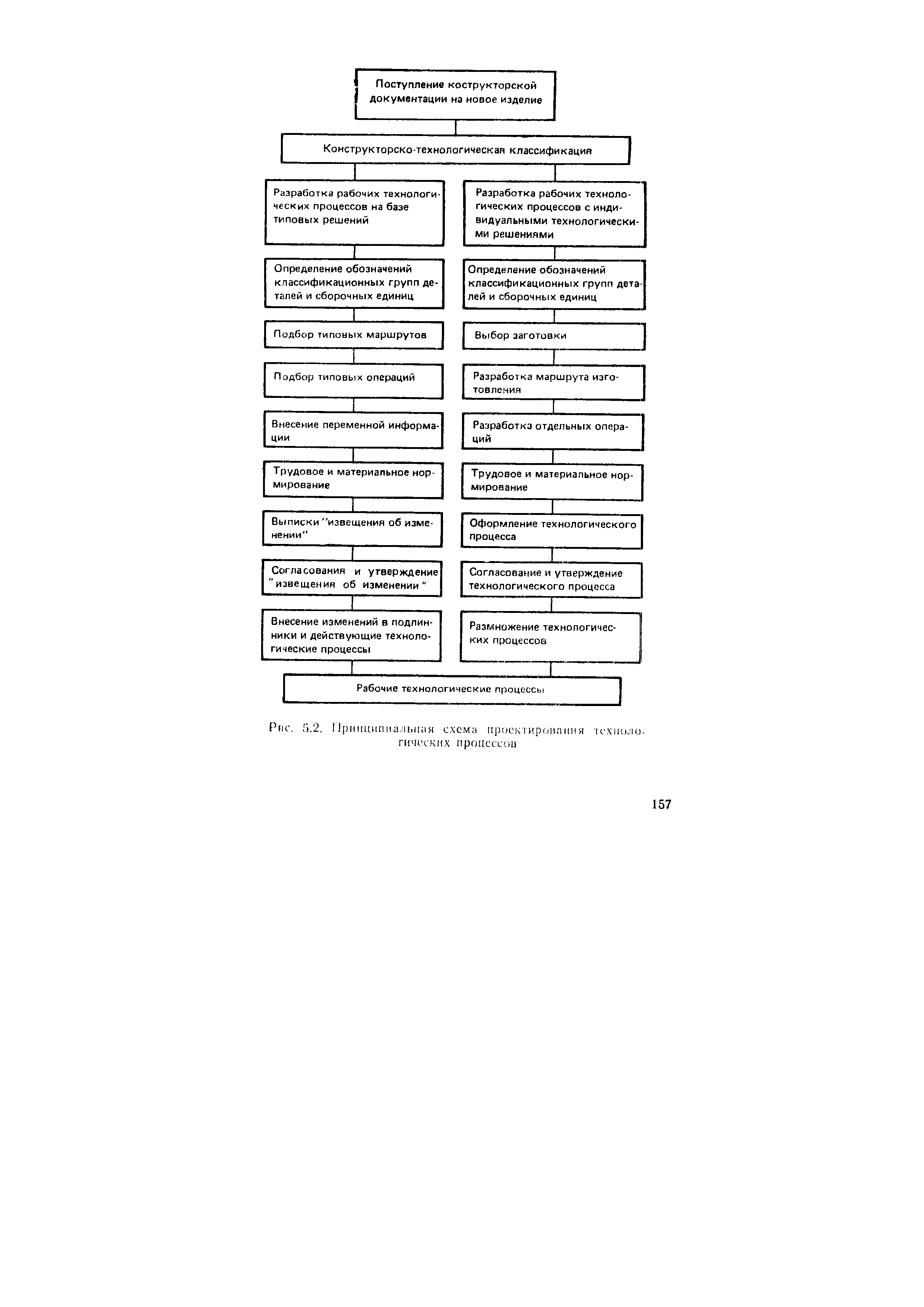 |
| Рис. 5.5. Схема машинного проектирования технологического процесса | 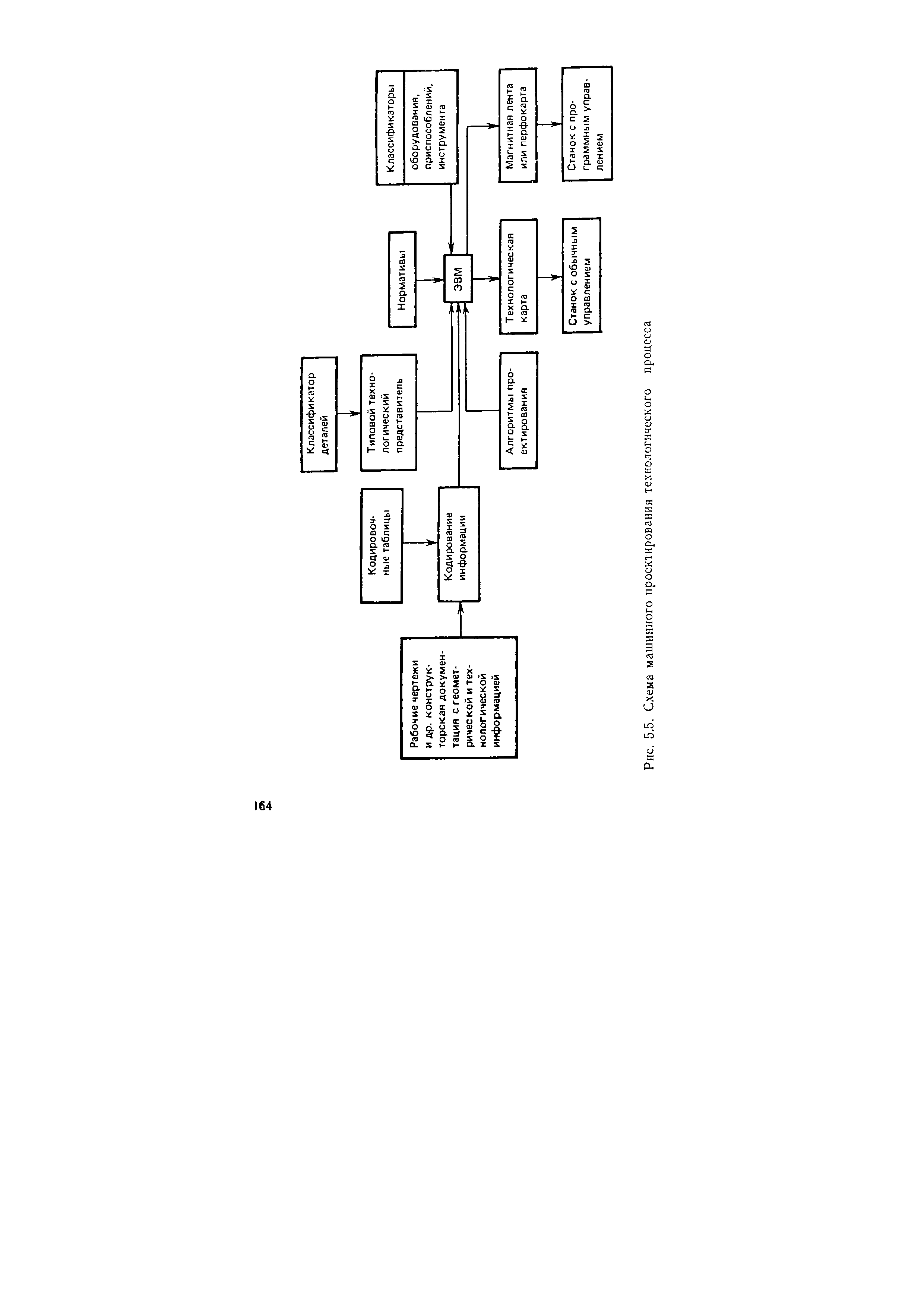 |
Эффективность внедрения автоматизированного проектирования технологических процессов на одном из машиностроительных заводов показана в табл. 9.5. [c.288]
| Рис. 9.4. Схема автоматизированной системы проектирования технологических процессов заготовительных операции сварочного производства | 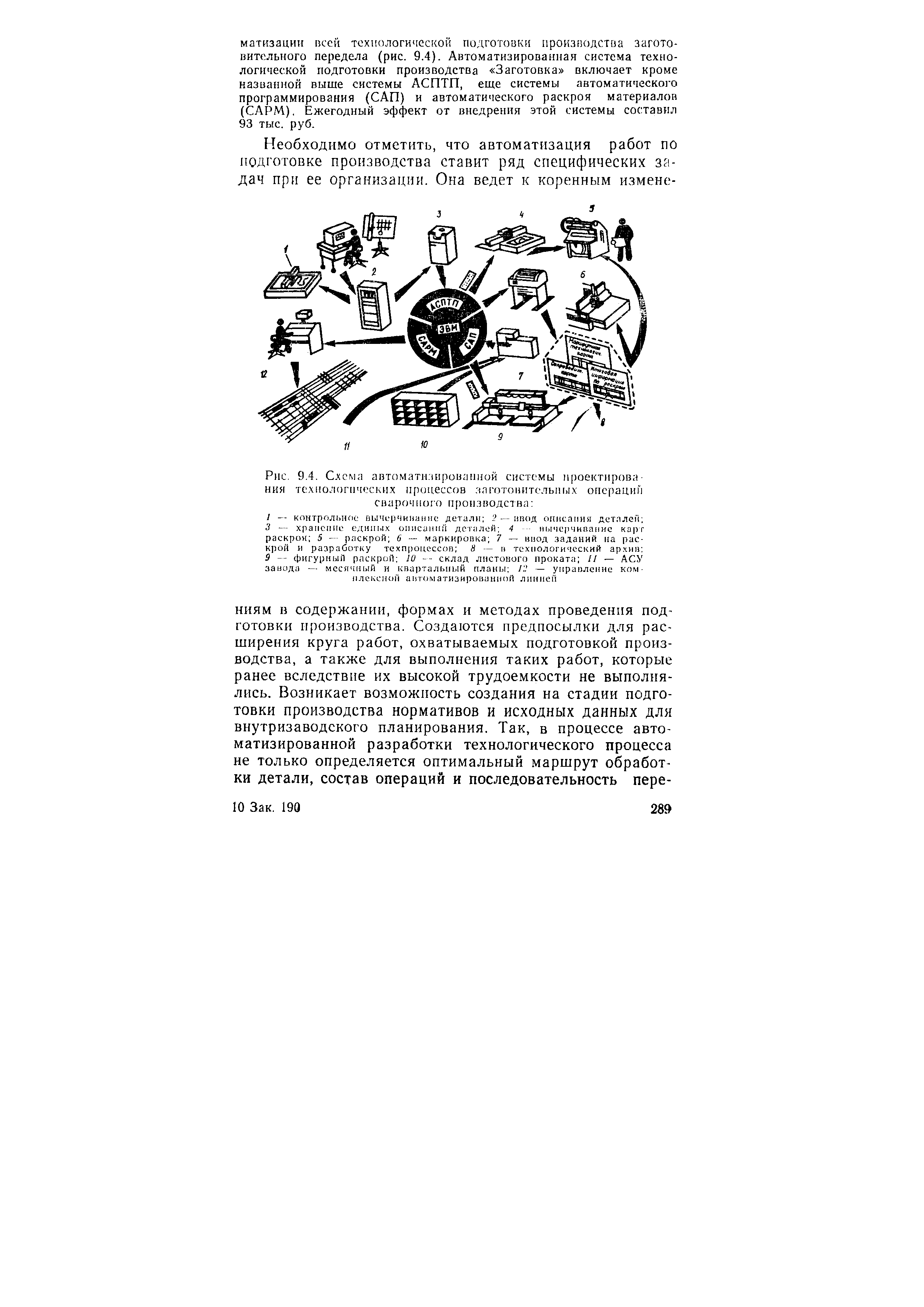 |
Эффективность эксплуатации сооружений и оборудования на магистральных газопроводах значительно повысится, если наряду с работой по совершенствованию организации труда непосредственно в газотранспортных объединениях требования НОТ будут учитываться на стадии проектирования технологического процесса и конструирования газоперекачивающего оборудования. При проектировании газотранспортных сооружений, технологических процессов и конструировании нового газоперекачивающего оборудования одновременно с техническим проектом должен разрабатываться проект организации труда (оргпроект), который является неотъемлемой частью технического проекта. Эти требования за-, креплены в Инструкции по разработке проектов и смет для промышленного строительства СН 202—76 Госстроя СССР. [c.21]
Характер проектирования технологических процессов на магистральных газо-, нефте- и нефтепродуктопроводах, на нефтебазах и АЗС находится в прямой зависимости от условий, в которых будет транспортироваться и храниться нефтегазовая продукция. Окончательные результаты разработки технологических процессов получают свое оформление в технологических картах. [c.122]
Но как бы ни был обширен круг вопросов, которые приходится рассматривать технологам при проектировании технологических процессов, он является только началом той большой инженерной работы, которую ведут технологи на предприятии. Не менее важной обязанностью технолога является также внедрение разработанных технологических процессов, т. е. проведение комплекса работ, начиная от выдачи оформленного техноло- [c.27]
Этапы, рекомендуемые для включения в рабочий график подготовки производства нового изделия, примерно следующие обеспечение конструкторской и нормативно-технической документацией проектирование технологических процессов составление норм расхода материалов нормирование технологических процессов проектирование специальной оснастки (по очередности) выдача технических заданий на проектирование нестандартного оборудования и заявок на приобретение стандартного оборудования проектирование стендового и нестандартного оборудования обеспечение материалами и комплектующими изделиями для изготовления специальной оснастки, стендового и нестандартного оборудования реализация заявок на стандартное оборудование изготовление специальной оснастки (по очередности) изготовление стендового и нестандартного оборудования испытание и доводка специальной оснастки разработка планировок на установку оборудования монтаж оборудования испытание и отладка оборудования обеспечение материалами для изготовления изделий заключение договоров на выполнение работ по кооперации утверждение цены на изделие обучение цехового персонала изготовление установочной серии изделий корректирование конструкторской документации корректирование технологической документации изготов- [c.49]
Технолог, не владеющий необходимыми знаниями, может построить технологический процесс таким образом, что даже опытному нормировщику трудно будет установить правильно норму времени. Поэтому к проектированию технологического процесса технолог может приев [c.68]
Основные термины и определения, применяемые при проектировании технологических процессов, приведены в ГОСТ 3.1109—73 ЕСТД и ГОСТ 14.004—74 ЕСТПП. [c.76]
При проектировании участков и цехов наряду с вопросами технологического порядка дипломанту приходится особо разрабатывать комплекс вопросов по организации производства. При этом содержание экономического анализа технологических решений аналогично содержанию такого же анализа при проектировании технологических процессов. Главы, посвященные организации производства, могут содержать установление производственной структуры цеха и научной организации рабочих мест определение (либо уточнение) программы производства и такта выпуска (запуска) деталей расчет размера партии деталей и длительности производственного цикла расчет загрузки оборудования планировку цеха разработку структуры управления разработку календарных планов работы и др. В заключительной главе обобщают все экономические преимущества и недостатки объекта проектирования. По сопоставляемым вариантам рассчитывают потребность в оборудовании, помещениях, оснастке, незавершенном производстве и рабочей силе. Определяют соответствующие частные экономические показатели. Заканчивают главу расчетом общих показателей, характеризующих сравнительную экономичность проекта годового экономического эффекта и эффективности дополнительных капиталовложений, если они требуютс я. Предшествует этому расчет по вариантам потребных капиталовложений и себестоимости продукции за год (см. гл. 8, 9). [c.17]
При проектировании технологических процессов, а также участков и цехов следует определять машиноемкость продукции и количество потребного оборудования, расходный и эксплуатационный фонды оснастки, площадоемкость продукции и потребную площадь, материалоемкость продукции и запасы материалов, энергоемкость продукции и запасы топлива, размер заделов. [c.101]
Второй этап — разработка подробных технологических процессов допускается только для конструкций, проверенных на технологичность по ГОСТ 14.301—73. Ей предшествует группировка изделий по конструкционным и технологическим признакам. На этой стадии разрабатываются технологические карты (подетальные или подетально-пооперационные), рассчитываются и оптимизируются планировки оборудования и рабочих мест, формируются производственные участки, рассчитываются пооперационные нормы времени или выработки, нормы расхода материалов, проводятся оперативно-плановые расчеты и т. д. Организационная схема проектирования технологических процессов по ЕСТПП показана на рис. 5.2. Вся разработанная технологическая документация подлежит экспертизе, проводимой в соответствии с ГОСТ 14.003—74 министерством или по его по ручению головной организацией с целью проверки ее соответствия техническому заданию. [c.158]
Оперативные планы-графики могут разрабатываться на работы по проектированию и изготовлению нестандартизированного оборудования, на проведение строительно-монтажных работ, на проектирование технологических процессов и т. д. [c.208]
Среди действующих в настоящее время систем автоматизированного проектирования технологических процессов особо высокую эффективность показывает САПР Автоштамп . Если при традиционном способе проектирования одного штампа уходит в среднем около 130 ч, то автоматизация сокращает этот процесс до 7 ч. Система автоматизированного проектирования печатных работ примерно в 4 раза повышает производительность труда конструктора. [c.288]
В производственном объединении Ленинградский металлический завод (ЛМЗ) создана автоматизированная система проектирования технологических процессов заготовительных операций сва-рочного произподства (АСПТП). В этой системе разработка технологии поручена ЭВМ. Все исходные данные набираются на экране дисплея, и на их основании через 20—35 с машина выдает рациональный вариант технологии со всеми необходимыми нормами и расчетами. Эта АСПТП является одной из трех подсистем в авто- [c.288]
Смотреть страницы где упоминается термин Проектирование технологических процессов
: [c.4] [c.177] [c.71] [c.161] [c.163] [c.266] [c.297]Смотреть главы в:
Организация труда технолога -> Проектирование технологических процессов