| Рис. 14.1. Схема организации работ и рабочих мест при выполнении подготовительных работ в условиях ремонтно-механических мастерских I - сборка и сварка винтовых анкеров с анкерными тягами II - изготовление защитных ковриков III - изготовление футеровочных матов (J - рабочее место исполнителя. | 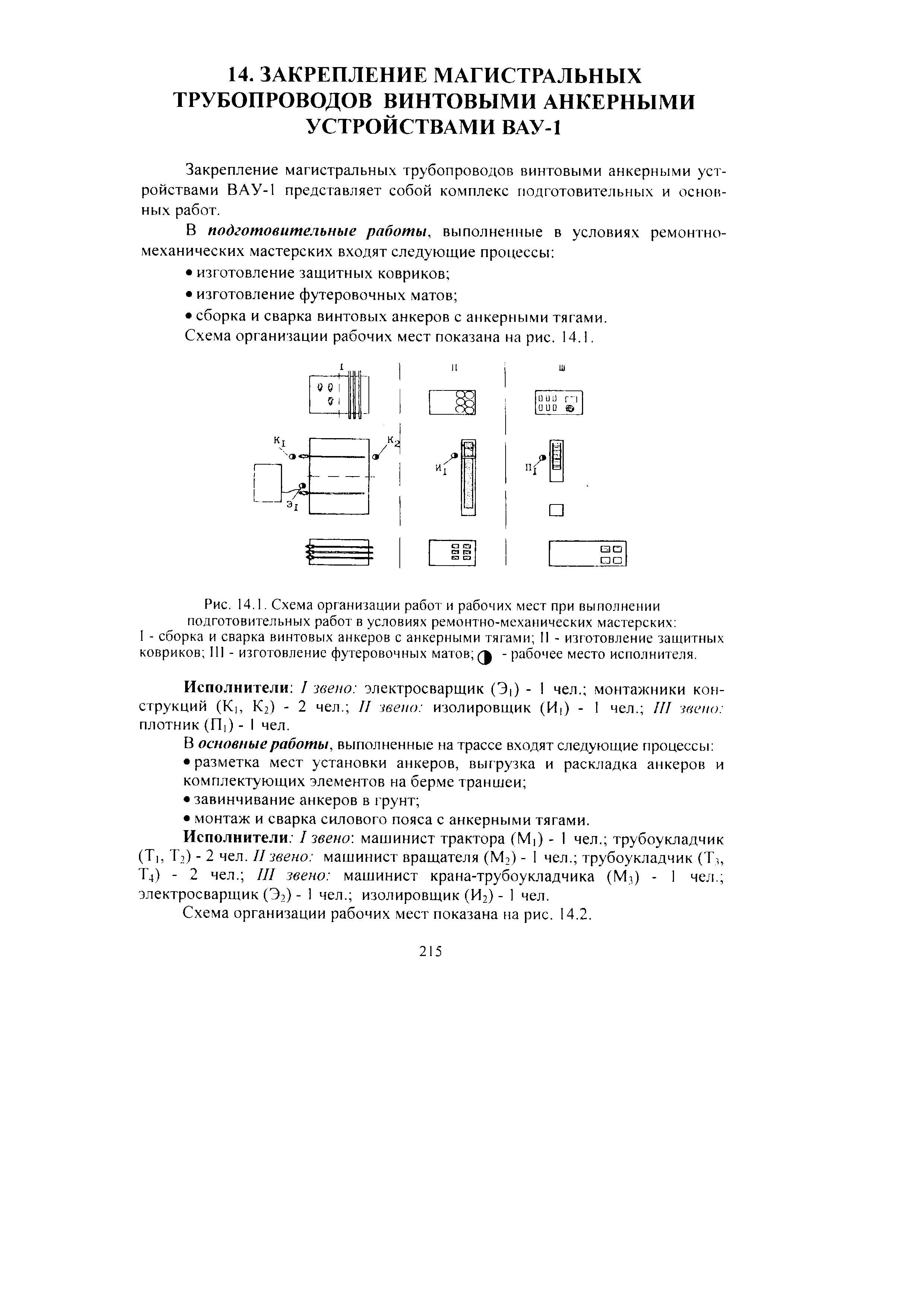 |
Изготовление футеровочных матов [c.220]
До начала работ по изготовлению футеровочных матов необходимо [c.220]
Работы по изготовлению футеровочных матов выполняются в соответствии со схемой и графиком (рис. 14.4, табл. 14.4) в следующей последовательности [c.221]
III - изготовление футеровочных матов (J - рабочее место исполнителя. Исполнители / звено тракторист (М,) - 1 чел. монтажники (Т , Т2) 2 чел. // звено машинист передвижной паровой установки (Mi) - 1 чел. машинист трубоукладчика (М3) - 1 чел. монтажники (Т3, Т) - 2 чел. землекопы (3,, Зз) - 2 чел. водитель самосвала (К ) - 1 чел. /// звено машинист трубоукладчика (М4) - 1 чел. электросварщик (Э ) - 1 чел. изолировщик (И ) - 1 чел. [c.251]
График трудового процесса изготовления футеровочных матов [c.258]
Вторая группа — заготовительные работы, выполняемые на стендах и полигонах изготовление железобетонных пригрузов и футеровочных матов, сварка труб в секции, базовая изоляция труб и секций и др. [c.7]
Верстак для изготовления футеровочных матов, мм высота - 800 ширина - 1000 длина - 3000 Изготавляется в РММ строительно-монтажной организации 1 [c.220]