| Рис. 3-10. Схема минимально-прерывной организации производственного процесса | 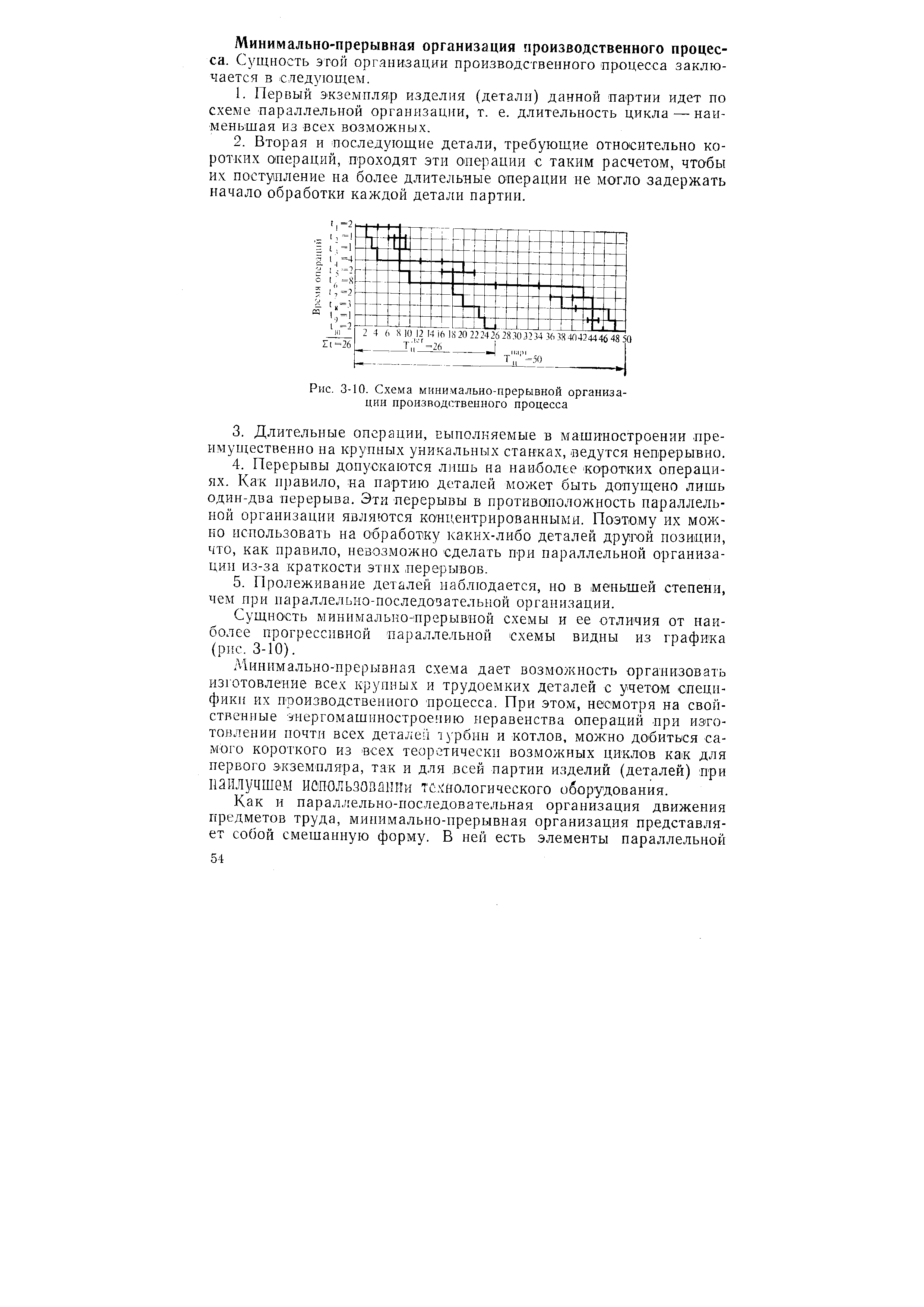 |
Минимально-прерывная организация позволяет иметь одинаковую длительность производственного цикла с параллельной организацией, которая является наименьшей по сравнению со всеми возможными. Но при одинаковой длительности минимально-прерывный цикл свободен от крупнейшего недостатка параллельного цикла, заключающегося в большом количестве перерывов в работе станков, неизбежных в случае неравенства операций. [c.55]
Время пролеживания деталей у рабочих мест при минимально-прерывной организации несколько меньше, чем при применении параллельно-последовательной организации. Оно рассчитывается по следующей формуле [c.56]
Минимально-прерывная организация 54—56 [c.311]
В значительной степени всем этим требованиям отвечает комбинированная схема организации производственного процесса, названная условно минимально-прерывной. Эта схема организации имеет ряд элементов, родственных параллельной и параллельно-последовательной схемам, и больше всего соответствует условиям единичного производства крупных, трудоемких деталей, например корпусов цилиндров и роторов паровых турбин, валов, рабочих колес и лопастей, спиралей гидротурбин, барабанов котлов большой производительности и подобных деталей и частей энергооборудования. [c.53]
Ряд частных принципов, относящихся к отдельным элементам расчета производственной мощности или элементам производственного процесса, представляет собой конкретизацию и развитие данного принципа. К. ним следует отнести а) принятие в основу расчета производственной мощности на начало планового периода всего установленного оборудования, а на конец периода — дополнительно и всего того, которое должно быть установлено по плану б) наиболее полное использование оборудования во времени (с учетом особенностей прерывного и непрерывного производства и характера оборудования), т. е. в расчет должна приниматься максимально возможная сменность при регламентированной законом продолжительности рабочего дня и наиболее рациональной организации производства, а неизбежные потери времени должны учитываться в минимальном размере в) принятие в качестве базы расчета прогрессивных технических и технико-экономических норм и показателей, определяющих оптимальное использование ресурсов и основывающихся на передовой технике, прогрессивной технологии, организации производства и труда и передовом опыте работы лучших рабочих г) ориентацию на наиболее целесообразные внутризаводскую специализацию и кооперирование производственных подразделений и оптимальное межзаводское кооперирование д) принятие в основу расчета в многономенклатурном производстве плана распределения ассортимента между взаимозаменяемым оборудованием, участками, устанавливаемого с помощью оптимизационных расчетов е) ориентацию на оптимальные условия осуществления капитального строительства и освоения промышленных объектов. [c.145]
Приведенные в табл. 2 результаты расчета показывают, что минимальное время изготовления партии предметов труда получается при непрерывном движении с партионной передачей, а максимальное — при прерывном движении с партионной передачей. Все остальные разновидности непрерывного, прерывного и комбинированного движения занимают между ними промежуточное положение, т. е. для основных разновидностей организаций процесса во времени можно записать [c.68]