Работа линии в период обработки партии предметов одного наименования строится по принципам работы однопредметной прерывно-поточной линии. Переход от выпуска партии предметов одного наименования к запуску партии предметов другого наименования может сопровождаться переналадками или под-наладками всего или части оборудования линии. В течение периода смены партий деталей переменно-поточная линия работает как партионно-групповая линия. [c.67]
Однопредметные прерывно-поточные (прямоточные) линии. [c.191]
Порядок расчета параметров однопредметных прерывно-поточных линий такой же, как и при непрерывно-поточных. Однако повышения ритмичности и непрерывности работы персонала и загрузки оборудования удается достичь путем расчета, создания специальных оборотных заделов на рабочих местах линии и организации многостаночного обслуживания оборудования по специальным графикам. Особенностью расчета параметров переменно-поточных линий является необходимость [c.192]
Многопредметные поточные линии применяются в серийном производстве, когда масштабы изготовления одноименной продукции недостаточны для полной загрузки рабочих мест проектируемой поточной линии. За поточной линией закрепляются несколько сходных по конструктивным и технологическим признакам предметов. Таким образом, на многопредметной линии одновременно или последовательно изготавливаются партии предметов различных наименований. Такие линии часто называют серийными поточными линиями. Как и однопредметные, они могут быть непрерывно- и прерывно-поточными, со свободным или принудительным тактом, с различными видами конвейеров. [c.193]
Однопредметные прерывно-поточные линии [c.234]
Элементы производственной структуры Однопредметные непрерывно-поточные и прерывно-поточные линии, предметно-замкнутые участки Многопредметные поточные линии без переналадки и с переналадкой оборудования, предметно-групповые участки Технологические участки [c.152]
Основы организации однопредметных прерывных поточных линий [c.284]
| Рис. 3.4. Стандарт-план работы однопредметной прерывно-поточной линии | 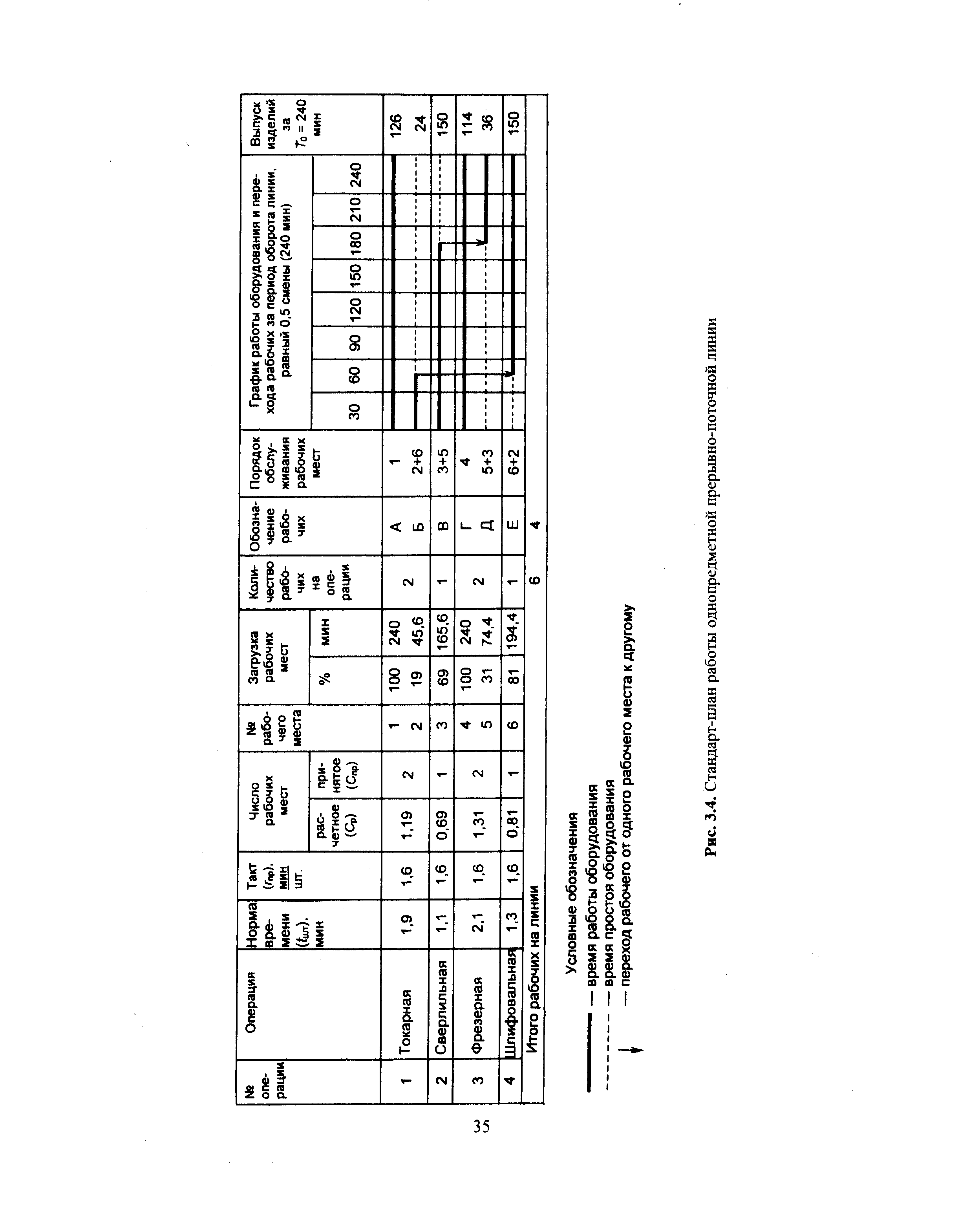 |
В случае поточного производства необходимо выбрать вид поточной линии (однопредметная непрерывно-поточная или прерывно-поточная, многопредметная непрерывно-поточная линия с параллель- [c.17]
Однопредметные прерывно-поточные линии применяют в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту (ритму) потока и когда на отдельных операциях появляется брак (приложение 2). [c.26]
Однопредметные непрерывно-поточные и прерывно-поточные линии [c.246]
Однопредметные прерывно-поточные линии [c.251]
Вопросы календарного планирования на прерывно-поточных линиях в монографии исследуются не изолированно от организационно-производственных параметров линии, а в самой тесной связи с ними. Весь комплекс расчетов превращается в конечном итоге в Некоторый типовой план работы линии, который для однопредметных линий называется пооперационным стандартпла-ном, для переменно-поточных линий — пооперационным и подетальным и для партионно-групповых линий — подетально-пооперационным. [c.4]
Однопредметной прерывно-поточной линией или, как ее еще принято называть, прямоточной линией, является такая линия, на которой предмет одного типоразмера обрабатывается в течение длительного периода времени (для изготовления предмета другого наименования необходима перестройка линии), движение предмета по рабочим местам прямоточное и организовано по параллельно-последовательно му виду, продолжительность большинства операций (/) не равна или не кратна среднерасчет-ному ритму запуска (выпуска) предмета (г), т. е. для большинства операций не выполняется условие [c.5]
Однопредметная прерывно-поточная форма характеризуется несинхронностью операций технологического процесса и, следовательно, разной производительностью труда на рабочих местах линии, что обусловливает прерывность загрузки рабочих мест и возникновение межоперационных заделов. [c.28]
Однопредметные прерывные поточные линии (ОППЛ) создаются для изготовления в течение длительного времени одних и тех же изделий с использованием параллельно-последовательного вида их движения по операциям (рабочим местам). Для них характерны те же общие признаки, что и для других структурных единиц поточного производства ОНПЛ и МНПЛ, рассмотренных ранее в этой главе. Но существенны иютличия. Главное — это невозможность синхронизации операций на линии. Из этого следует, что модели и методы организации ОППЛ принципиально отличны от рассмотренных ранее и требуют отдельного анализа. [c.284]
В этой теме приведены задачи по расчету основных показателей однопредметных непрерывно-поточных (ОНПЛ), однопредметных прерывно-поточных (ОППЛ) и многопредметных непрерывно-поточных (МНПЛ) линий. [c.21]
Неавтоматические поточные линии могут быть одно-предметными и многопредметными. Как те, так и другие бывают непрерывно-поточными и прерывно-поточными (прямоточными). Наиболее совершенной формой неавтоматич. П. п. являются однопредметные непрерывно-поточные линии. За такими линиями закрепляется один объект произ-ва, к-рый изготовляется постоянно и передается с операции на операцию непрерывно с помощью механизированных или автоматических транспортных устройств. Оборудование работает без переналадок. Все операции имеют длительность, равную или кратную такту. Этот вид П. п. находит применение в массовом и крупносерийном произ-вах. В машиностроении непрерывный поток создается в различных цехах, но чаще всего применяется в сборочных процессах, где сравнительно проще добиться синхронизации операции (сборка автомобилей, тракторов, велосипедов, пылесосов, часов и др.). [c.292]
Во многих отраслях пром-сти находят применение однопредметные прерывно-поточные линии. Их особенность заключается в том, что синхронность достигается не по всем операциям, а потому бесперебойность процесса обеспечивается установлением диффе- [c.292]
Во второй части учебного пособия дана методика расчета кален-дарно-плановых нормативов (КПН) и технико-экономических показателей (ТЭП) однопредметных непрерывно-поточных линий (ОНПЛ), однопредметных прерывно-поточных линий (ОППЛ), многопредметных непрерывно-поточных линий (МНПЛ), многопредметных прерывно-поточных линий (МППЛ), участков серийной сборки изделий (УСС) и предметно-замкнутых участков (ПЗУ). [c.7]
Однопредметные прерывно-поточные линии организуются, если не удается добиться синхронности работы рабочих мест. Это бывает, когда на линии используется различное оборудование. Для ОППЛ характерны [c.251]