ПОИСК
Это наилучшее средство для поиска информации на сайте
Определение нормативов опережений
из "Планирование поточно-группового производства "
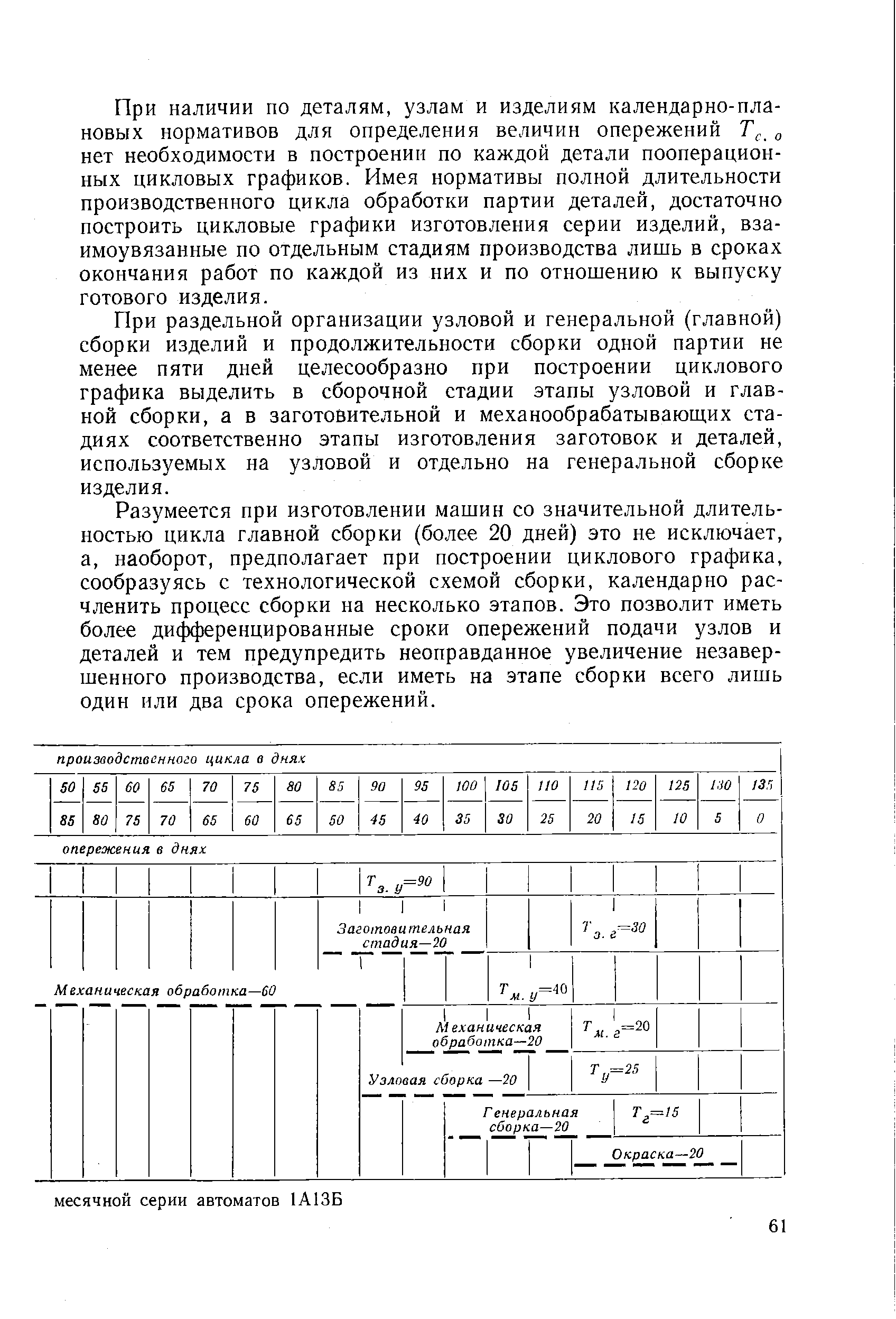
При наличии по деталям, узлам и изделиям календарно-плановых нормативов для определения величин опережений T i нет необходимости в построении по каждой детали пооперационных цикловых графиков. Имея нормативы полной длительности производственного цикла обработки партии деталей, достаточно построить цикловые графики изготовления серии изделий, взаимоувязанные по отдельным стадиям производства лишь в сроках окончания работ по каждой из них и по отношению к выпуску готового изделия. [c.61]Разумеется при изготовлении машин со значительной длительностью цикла главной сборки (более 20 дней) это не исключает, а, наоборот, предполагает при построении циклового графика, сообразуясь с технологической схемой сборки, календарно расчленить процесс сборки на несколько этапов. Это позволит иметь более дифференцированные сроки опережений подачи узлов и деталей и тем предупредить неоправданное увеличение незавершенного производства, если иметь на этапе сборки всего лишь один или два срока опережений. [c.61]
Цикловой график изготовления изделия строится в обычном обратном порядке (от сборки к заготовительной стадии), основываясь на технологической схеме сборки изделия, расчетных и опытных данных завода по фактической продолжительности работ по этапам, срокам окончания и параллельности совмещения их во времени. [c.62]
Общее опережение запуска i-й детали по данной стадии производства (Т0 3(-) определяется как сумма опережения выпуска детали по данной стадии (Т0, в,-) и полной длительности производственного цикла обработки детали по этой же стадии производства, т. е. [c.62]
Например, если опережение окончания механической обработки детали, потребляемой на узловой сборке, по отношению к выпуску готового изделия составляет Тм, у = 40 суток, а полная длительность цикла механической обработки ее Тнл— 10 дням, то общее время опережения запуска данной детали в механическую обработку составит Т0.3 = 40 + 10 = 50 дней. [c.62]
Аналогичным образом устанавливается норматив опережения запуска данной детали по заготовительной стадии. [c.62]
Использование возможностей групповой технологии как важного средства улучшения условий загрузки оборудования, повышения производительности труда, снижения себестоимости продукции и ускорения производственного процесса во многом зависит от совершенства применяемой на предприятии системы оперативно-календарного планирования. Это положение является в настоящее время общепризнанным и акцентируется почти в каждой работе по групповой технологии. [c.63]
Вопросы планирования группового производства не должны решаться изолированно или в отрыве от рассмотренных в гл. II рекомендаций по совершенствованию организации производства и общего комплекса мероприятий по улучшению оперативно-календарного планирования на заводах. [c.63]
Планирование группового производства должно органически включаться в единую систему оперативно-календарного планирования производства, а не быть дополнительным звеном последней. В связи с тем, что групповая технология может быть внедрена как на отдельных операциях, так и в условиях групповых процессов и групповых поточных линий, система оперативно-календарного планирования производства должна отражать в себе особенности первого и второго случаев. [c.63]
Наряду с учетом особенностей планирования группового производства, в системе оперативно-календарного планирования должен быть предусмотрен комплекс плановых и учетных работ по всем трем взаимосвязанным этапам объемного, календарного и оперативного планирования производства, выполняемых на стадиях межцехового и внутрицехового планирования. [c.64]
В условиях группового производства особенно большое значение приобретает система календарно-нормативных расчетов, обеспечивающих выдачу цехам обоснованных плановых заданий. Совершенно необходимым является проведение объемных расчетов загрузки оборудования и групповых наладок как для условий групповых поточных линий, так и отдельных групповых операций. [c.64]
Работники предприятий, применяющих в оперативном планировании опыт Новочеркасского электровозостроительного завода, иногда утверждают, что при едином сквозном графике выпуска продукции можно обойтись без расчета календарно-плановых нормативов и загрузки оборудования. Такие утверждения для условий серийного и мелкосерийного производств вообще и для планирования группового производства в частности являются совершенно неправильными. [c.64]
Рекомендуемая система нормативов, плановых расчетов и механизированного получения важнейшей планово-учетной документации значительно облегчают и ускоряют оперативный контроль и регулирование производства. [c.65]
В условиях группового производства особое внимание в системе межцехового планирования должно быть уделено планированию группового выпуска конструктивно-однородных изделий. Это означает, что изделия завода, имеющие значительную конструктивную преемственность, с 4 большим количеством одинаковых или конструктивно-сходных деталей и узлов, должны изготовляться совместно в одном плановом периоде. Такое планирование обеспечивает укрупнение размеров партий, минимальные потери времени на переналадки и повышение степени непрерывной загрузки станков обработкой деталей групповых наладок. [c.65]
Для планирования группового выпуска конструктивно-однородных изделий необходимо на основе общей классификации продукции завода [19] выявить группы конструктивно-однородных изделий. [c.66]
Для условий планирования группового производства критерием конструктивной однородности изделий является наличие в них одинаковых или конструктивно и технологически сходных деталей. Чем больше одинаковых деталей будет в составе различных изделий, тем более однородными будут эти изделия. [c.66]
Вернуться к основной статье