ПОИСК
Это наилучшее средство для поиска информации на сайте
Предупреждающее управление качеством
из "Операционный менеджмент "
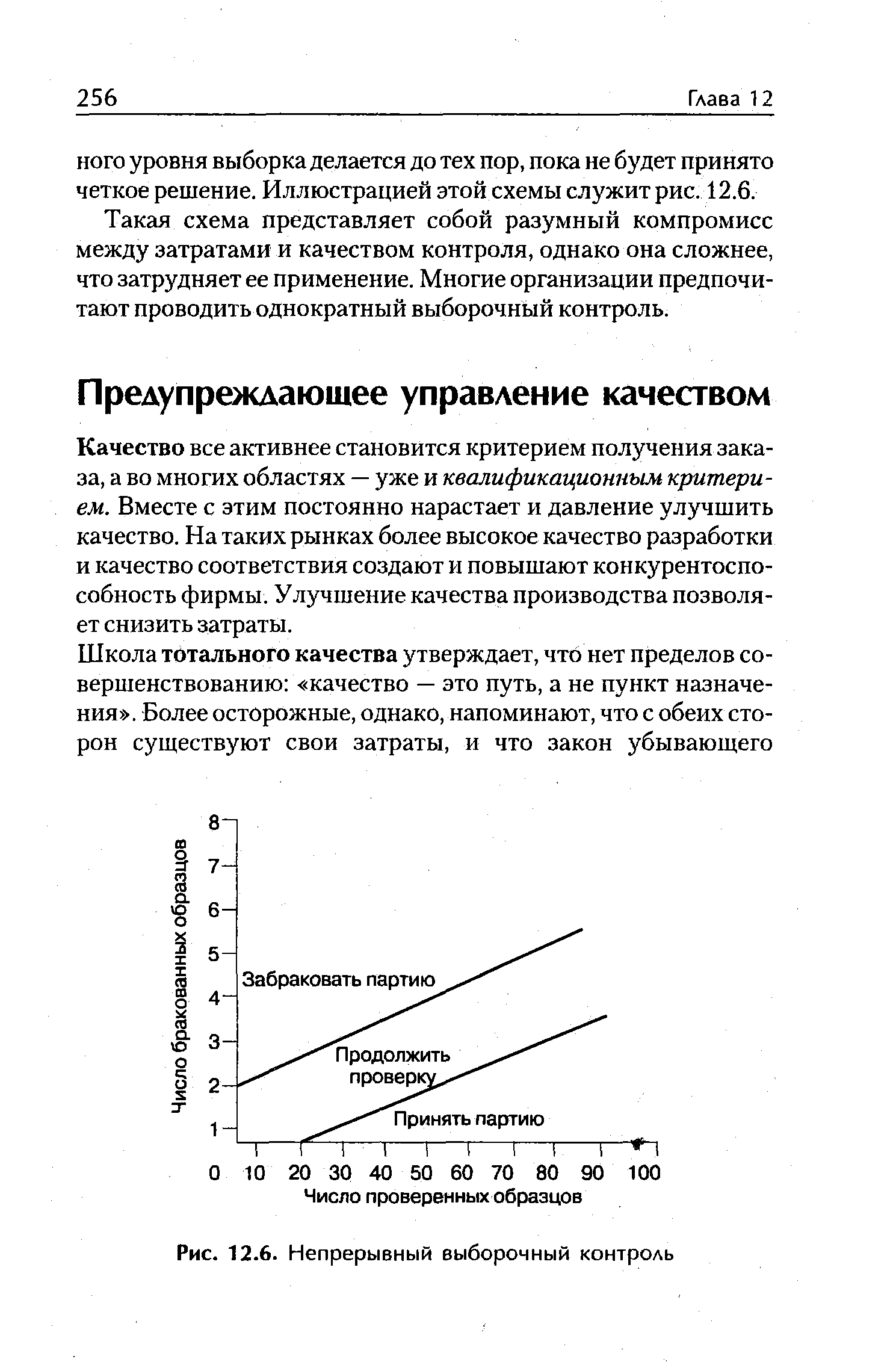
Качество все активнее становится критерием получения заказа, а во многих областях — уже и квалификационным критерием. Вместе с этим постоянно нарастает и давление улучшить качество. На таких рынках более высокое качество разработки и качество соответствия создают и повышают конкурентоспособность фирмы. Улучшение качества производства позволяет снизить затраты. [c.256]Цель статистического контроля процессов — обеспечить наладку производственного процесса и выпуск продукции в соответствии со спецификацией. [c.258]
Все процессы изменчивы. Статистический контроль основан на наблюдении, что эта изменчивость определяется внутренним непостоянством процесса (что иногда называют общей причиной непостоянства) и переменами, вызванными изменениями в процессе или его среде (особой причиной непостоянства). По определению, для исправления общей причины непостоянства ничего нельзя предпринять, не меняя при этом весь процесс. Поэтому в статистическом контроле и различаются два источника непостоянства, чтобы можно было противодействовать или расследовать только особую причину. [c.258]
При этом, конечно, предполагается, что процесс в принципе может выдавать результат, удовлетворяющий спецификации. Производство металлического прутка диаметром 20 мм 0,2 мм на станке, который имеет допуск в 0,3 мм, возможно только при 100 % проверке, и ни статистический контроль процесса, ни статистический контроль качества помочь здесь не в силах. Основное требование состоит в том, чтобы допуск техпроцесса (точность производства) был меньше, чем допуск продукта (точность, которую требует покупатель). Разница между ними напрямую определяет сложность контроля процесса и необходимый для этого размер выборки. [c.258]
Самый удобный способ отображения результатов проверки— это применение контрольных карт. Вначале определяется допуск, в рамках которого может работать технологический процесс. Например, если станок выдает пруток с точностью 0,2 мм, а в спецификации продукта указано 20 мм 0,4 мм, то отклонение в настройке станка в 0 1 мм, что в итоге дает допуск в 0,3 мм, считается приемлемым. Цель выборки при контроле процесса — установить, что станок вышел за установленные рамки. [c.259]
Контроль по качественному признаку (в нашем случае — диаметру) заключается в использовании фиксированного калибра, не пропускающего слишком большой, но пропускающего малый продукт. Калибр подбирается так, чтобы проверить точность процесса ( 0,1 мм), а выборка Строится таким образом, чтобы при любом превышении минимального числа бракованных изделий производилась переналадка. [c.259]
Теперь в течение всего процесса необходимо через равные промежутки времени отбирать для проверки по 10 образцов, подсчитывать число бракованных в каждой выборке и фиксировать результаты на контрольной карте, как показано на рис. 12.8. Если превышен уровень действия, процесс останавливается и переналаживается. Если же выборка превышает уровень предупреждения, немедленно берется вторая выборка, и если и она превысит тот же уровень, также производится остановка и переналадка. [c.259]
Иногда в контрольных картах также указываются нижние пределы предупреждения и действия. Это может показаться странным, ведь производство с меньшим процентом брака, чем ожидалось, трудно назвать проблемой, но, с другой стороны, это может означать улучшение процесса, что заслуживает изучения, или же указывать на недостатки в процессе измерения. [c.260]
Единственное отличие в том, что на карты наносятся фактические размеры и нужно вычислять среднее выборочное значение. Принципы, заложенные в контрольных картах, имеют гораздо более широкое применение, чем простой выборочный контроль результатов производства. Общая и особая причины непостоянства могут быть найдены в любых измерениях, проводящихся в течение некоторого периода времени, а контрольные карты позволяют различать их в любых условиях. Это особенно полезно при отслеживании качества обслуживания, где нельзя проводить точные и регулярные измерения. Метод может применяться и в административной работе для оценки производительности. О применении контрольных карт с однократными, нежели выборочными, данными рассказывается в Приложении 2. [c.261]
Вернуться к основной статье