ПОИСК
Это наилучшее средство для поиска информации на сайте
Комбинированные заготовки
из "Технико-экономические расчёты при проектирование и производстве машин Издание 2 "
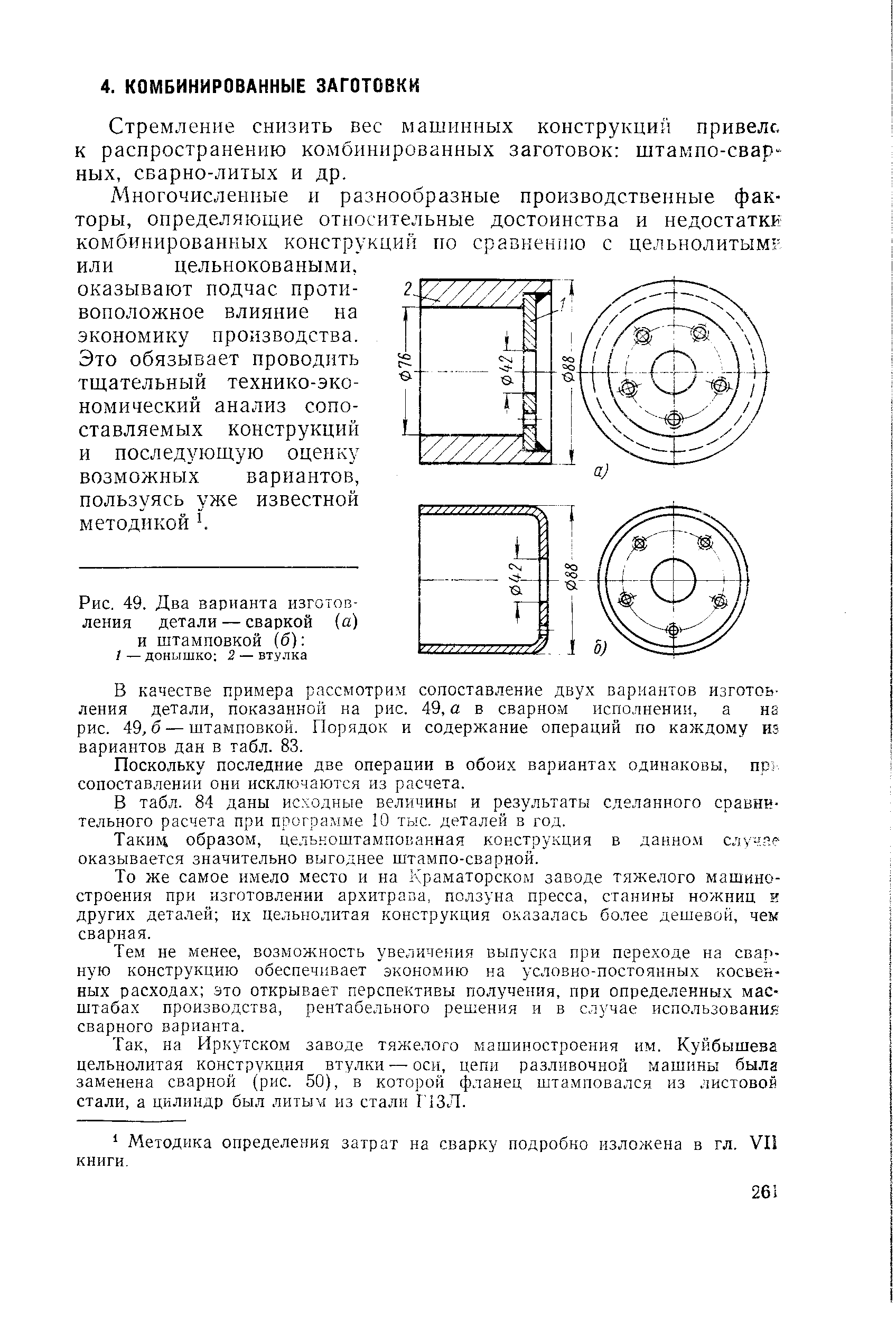
Многочисленные и разнообразные производственные факторы, определяющие относительные достоинства и недостатка комбинированных конструкций по сравнению с цельнолитым или цельноковаными. [c.261]В качестве примера рассмотрим сопоставление двух вариантов изготовления детали, показанной на рис. 49, а в сварном исполнении, а на рис. 49/6 — штамповкой. Порядок и содержание операций по каждому из вариантов дан в табл. 83. [c.261]
Поскольку последние две операции в обоих вариантах одинаковы, пр сопоставлении они исключаются из расчета. [c.261]
В табл. 84 даны исходные величины и результаты сделанного сравнительного расчета при программе 10 тыс. деталей в год. [c.261]
Тем не менее, возможность увеличения выпуска при переходе на сварную конструкцию обеспечивает экономию на условно-постоянных косвенных расходах это открывает перспективы получения, при определенных масштабах производства, рентабельного решения и в случае использований сварного варианта. [c.261]
Технологическая себестоимость при сварном варианте оказалась равной 1 р. 58,7 к., а при литом она была 2 р. 39,5 к. При этом снизилась и трудоемкость литья и полностью был ликвидирован брак. Годовая экономия составила 6 тыс. руб. [c.262]
На Одесском заводе прессов замена литых деталей сварными также оказалась весьма эффективной (табл. 85) в отношении снижения веса и издержек производства. [c.262]
В этом станке применены такие детали 25 наименований весом от 0,72 до 38 кг, изготовленные штамповкой из стального листа в 1—3 мм и сваренные точечной и дуговой сваркой. [c.263]
Вернуться к основной статье