Оси, оправки — бесцентровое шлифование. [c.50]
Штифты цилиндрические — бесцентровое шлифование. [c.50]
Валики шестеренные — бесцентровое шлифование диаметра шестерни с валиком. [c.384]
Гильзы гидромеханизмов автосамосвалов — бесцентровое шлифование. [c.384]
Кольца наружные и внутренние всех типов — бесцентровое шлифование наружного диаметра. [c.384]
Эти изделия получаются в результате пластической деформации, либо при горячей обработке непосредственно из слитков или полуфабрикатов (горячей прокаткой, штампованием или горячим волочением), либо при холодной обработке косвенно из горячих полуфабрикатов (холодной прокаткой, прессованием, волочением проволоки, холодным волочением). После этого в некоторых случаях следуют отделочные операции (например, холоднотянутые прутки, полученные бесцентровым шлифованием или прецизионной обточкой). [c.156]
При бесцентровом шлифовании обрабатываемая деталь вращается между двумя шлифовальными кругами, причем один из кругов выполняет роль режущего инструмента (шлифующий круг), а другой в зависимости от характера работы или вращает обрабатываемую деталь и одновременно сообщает ей поступательные движения или только вращает деталь (ведущий круг). Шлифуемая деталь (фиг. 116), находясь между двумя кругами и поддерживаемая направляющей линейкой, получает скорость медленно вращающегося ведущего круга. Это объясняется тем, что вращение детали происходит за счет трения, возникающего между кругами и деталью. [c.278]
Шлифовальный круг при бесцентровом шлифовании вращается с обычной для круглого шлифования скоростью, ведущий круг со скоростью примерно равной скорости вращения детали при круглом внешнем шлифовании. [c.279]
Способом продольной подачи — сквозное шлифование гладких валиков, при этом способе бесцентрового шлифования ось ведущего круга устанавливается под небольшим углом а = 1°-г-4,5°к оси шлифовального круга (фиг. 117). [c.279]
Режим резания. При бесцентровом шлифовании способом продольной подачи угол поворота ведущего круга ° и удвоенные глубины шлифования It в мм при предварительной обработке выбирают в зависимости от диаметра шлифуемой детали следующим образом [c.279]
Скорость вращения обрабатываемой детали при бесцентровом шлифовании vd в м/мин способом продольной подачи определяется по следующей эмпирической формуле [c.280]
При бесцентровом шлифовании способом подрезки [c.280]
Мощность W, при бесцентровом шлифовании способом продольной подачи определяется по следующим формулам при шлифовании незакаленной стали [c.280]
При бесцентровом шлифовании способом подрезки незакаленной и закаленной стали [c.281]
Для упрощения техники расчета технических норм в практическом нормировании на заводах на основании эмпирических формул по определению режима резания разрабатываются нормативные таблицы скоростей и подач при бесцентровом шлифовании. [c.282]
Режимы резания при бесцентровом шлифовании способом продольной подачи. Окончательное (чистовое) шлифование [c.282]
Примечание. Приведенные режимы резания для чистового бесцентрового шлифования рекомендуются для шлифования всех металлов. [c.282]
| Таблица 120 Режимы резания при бесцентровом шлифовании способом подрезки. Окончательное (чистовое) шлифование | 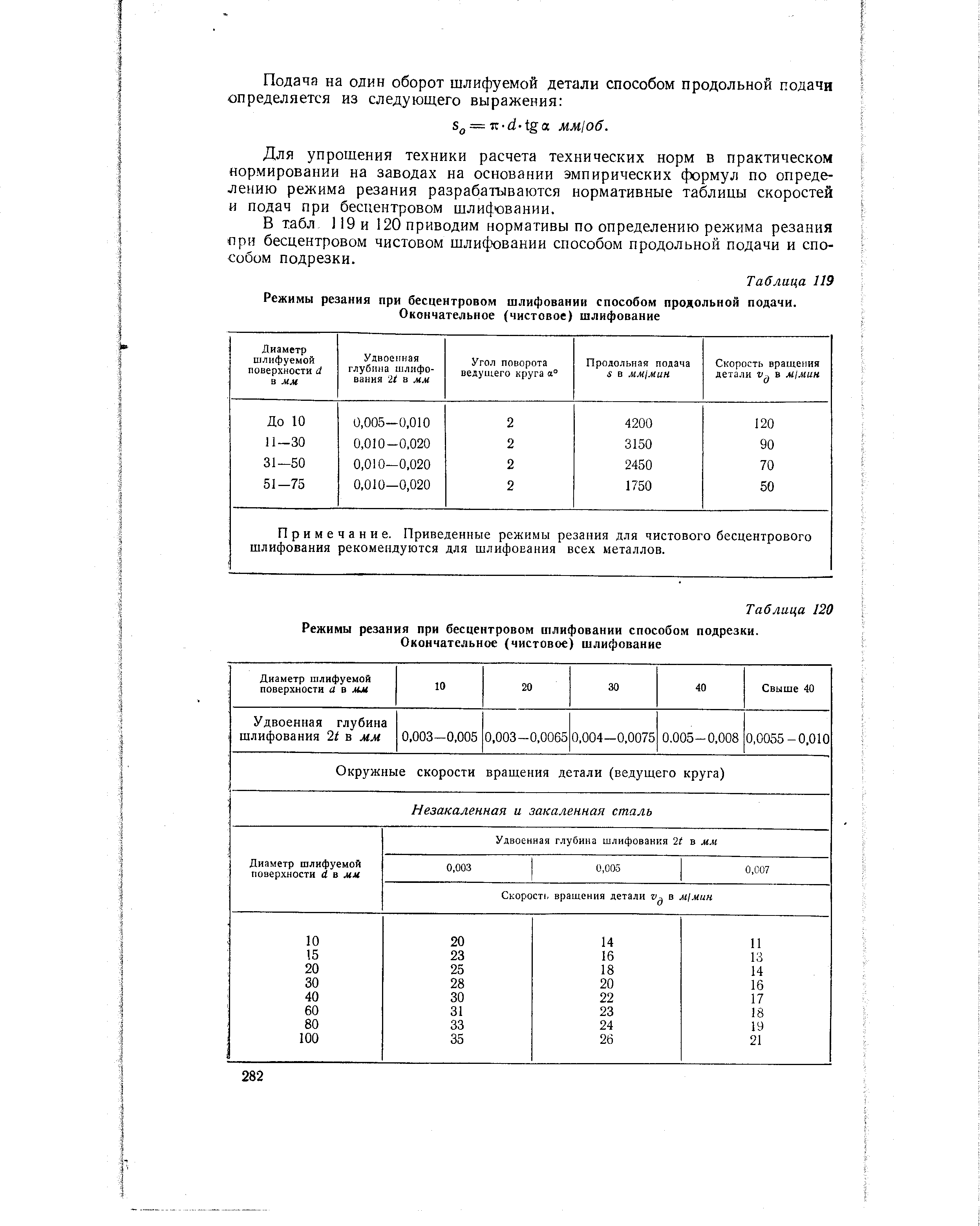 |
Шлифование деталей на бесцентровых станках производится двумя способами [c.279]
В табл 119 и 120 приводим нормативы по определению режима резания при бесцентровом чистовом шлифовании способом продольной подачи и способом подрезки. [c.282]
Кольца наружные и внутренние веех типов -- бесцентровое шлифование наружное. [c.90]
В ряде случаев вместо ступенчатых могут быть применены гладкие валы, оси и пальцы с постоянным диаметром и допуском по всей длине. Такие конструкции обеспечивают а) возможность использования холоднотянутой калиброванной стали, не требующей обработки по диаметру. При необходимости обработки используют высокопроизводительное и дешевое сквозное шлифование на бесцентрово-шлифоваль-ных станках б) отсутствие отходов металла в стружку либо очень малый объем отходов вследствие незначительного припуска на шлифовку в) повышение прочности при переменных напряжениях в связи с отсутствием концентрации напряжений, возникающей в местах перехода сечений при ступенчатых конструкциях. [c.41]
Шлифование наружного диаметра за 5 проходов и полирование за 2 прохода Автоматическая линия из 7 станков (5 бесцентрово-шлифовальных и 2 бесцент-ровополировочных) 0,12 [c.49]
Характеристика работ. Наладка однотипных бесцентрово-шлифовальных. круг-лошлифовальных, плоскошлифовальных станков для шлифования и доводки сложных деталей по 8-10-му квалитетам (3-му классу точности) и параметру Ra 1,25— 0,32 (7—9-му классам чистоты). Установление технологической последовательности и режимов обработки по технологической карте или самостоятельно. Установка деталей в нормальных и специальных приспособлениях и на столе станка с выверкой [c.28]
Характеристика работ. Наладка бесцентрово-шлифовальных, крутлошлифоваль-ных, плоскошлифовальных, внутришлифовальных, хонинговальных станков различных типов и станков суперфиниширования для шлифования и доводки сложных, крупных и ответственны.х деталей по б—7-му квалитетам и параметру Ra 0,63— 0,15 (2-му классу точности и 8—10-му классам чистоты). Установление технологической последовательности обработки и режимов шлифования. Установка деталей в приспособлениях и на столе станка с выверкой их в различных плоскостях. [c.29]
Характеристика работ. Наладка однотипных бесцентрово-шлифо-вальных, круглошлифовальных, плоскошлифовальных станков для шлифования и доводки сложных деталей по 3-му классу точности и 7—9-му классам чистоты. Установление технологической последовательности и режимов обработки по технологической карте или самостоятельно. Установка деталей в нормальных и специальных приспособлениях и на столе станка с выверкой в двух плоскостях. Определение износа шлифовальных кругов по внешнему виду и чистоте обрабатываемой поверхности. Участие в ремонте станков. [c.331]
З)Шлифовальные станки различных типов (например, круглошлифовальные станки для внутреннего шлифования, бесцентровые шлифовальные станки, плоскошлифовальные станки, резьбошлифовальные станки, станки для шлифования клапанов и седел), в функции которых входит доводка до заданной степени точности работы, выполненной другими станками. (4)Хонинговальные и лаппинговальные станки для получения точно сопрягаемых поверхностей. [c.195]
Смотреть страницы где упоминается термин Бесцентровое шлифование
: [c.349] [c.50] [c.89] [c.166] [c.383] [c.251] [c.278] [c.279] [c.236] [c.283]Смотреть главы в:
Техническое нормирование станочных и слесарно-сборочных работ Издание 3 -> Бесцентровое шлифование