Характеристика работ. Горячая, холодная клепка на клепальных станках, прессах, вручную, пневматическими молотками и на клепальных скобах металлоконструкций, сосудов и аппаратов, испытываемых под давлением свыше 3 до 8 ат заклепками до Г2 мм и работающих без давления заклепками диаметром до 22 мм. Клепка сложных и ответ- [c.183]
Характеристика работ. Горячая и холодная клепка различными способами герметических швов ответственных металлоконструкций и частей котлов, испытываемых под давлением свыше 8 до 12 ат, заклепками диаметром до 22 мм и работающих без давления заклепками диаметром свыше 22 мм. Клепка прямым и обратным способом герметических швов ответственных конструкций корпусов из алюминиевых сплавов. Наладка и регулировка прессов, инструментов и приспособлений. [c.184]
Характеристика работ. Горячая и холодная клепка с применением различного оборудования и вручную особо ответственных герметических швов крупных металлоконструкций и частей котлов, испытываемых под давлением свыше 12 ат, заклепками диаметром свыше 22 мм. Клепка конструкций, подлежащих механической обработке, с большой посадкой и сохранением осевой линии. Клепка несущих строительных конструкций на монтаже. [c.185]
Характеристика работ. Изготовление простых деталей котельного оборудования из сортового листового металла с применением специальных шаблонов и приспособлений. Сверление и развертка отверстий переносным механизированным инструментом. Сборка узлов котельного оборудования средней сложности по чертежам и эскизам с разметкой и пригонкой отдельных частей под клепку и сварку. Горячая и холодная клепка на клепальных станках, прессах, пневматическими молотками или вручную швов наливных сосудов и аппаратов, предназначенных для работы под давлением до 3 ат. Соединение деталей и узлов пайкой, болтами и холодной клепкой. Вальцовка, рихтовка и гибка на различных вальцах и прессах деталей из листового металла толщиной до 10 мм в холодном состоянии и до 20 мм в горячем состоянии. Вальцовка [c.189]
Характеристика работ. Изготовление, ремонт и сборка узлов и деталей котельного оборудования средней сложности из листового и сортового металла по чертежам и эскизам с разметкой и пригонкой отдельных частей под клепку и сварку. Горячая и холодная клепка герметических швов на клепальных станках, прессах, вручную, пневматическими молотками, а также на клепальных скобах ответственных емкостей и аппаратов, предназначенных для работы под давлением свыше 3 до 8 ат. Клепка сложных и ответственных деталей заклепками из цветных металлов. Обрубка кромки швов с пригонкой по шаблону. Пайка различными припоями. Вальцовка, рихтовка и гибка на различных вальцах и прессах деталей из листового металла толщиной свыше [c.190]
Характеристика работ. Сборка и регулировка простых узлов и механизмов. Слесарная обработка и пригонка деталей по 4—7-му классам точности. Сборка узлов и механизмов средней сложности с применением специальных приспособлений. Сборка деталей под прихватку и сварку. Нарезание резьбы метчиками и плашками. Разметка простых деталей. Соединение деталей и узлов пайкой, болтами и холодной клепкой. Испытание собранных узлов и механизмов на стендах и прессах гидравлического давления. Участие совместно со слесарем более высокой квалификации в сборке сложных и ответственных узлов и машин с пригонкой деталей и в регулировке зубчатых передач с установкой заданных чертежом и техническими условиями боковых и радиальных зазоров. [c.542]
Холодная клепка применяется в тех случаях, когда необходимо создать неразъемное соединение двух или нескольких листовых деталей. Головки заклепок делаются сферическими или потайными. [c.326]
Холодная клепка производится как вручную ручными слесарными молотками, так и ручными пневматическими молотками. Наиболее производительно клепка производится при помощи пневматических молотков. [c.326]
Основными факторами, влияющими на норму времени при холодной клепке вручную, являются следующие [c.326]
Аналитически норму штучного времени при холодной клепке вручную можно представить следующим уравнением [c.326]
Нормы времени ( в мин. на холодную клепку вручную слесарным молотком [c.327]
| Таблица 143 Нормы времени на холодную клепку пневматическими молотками | 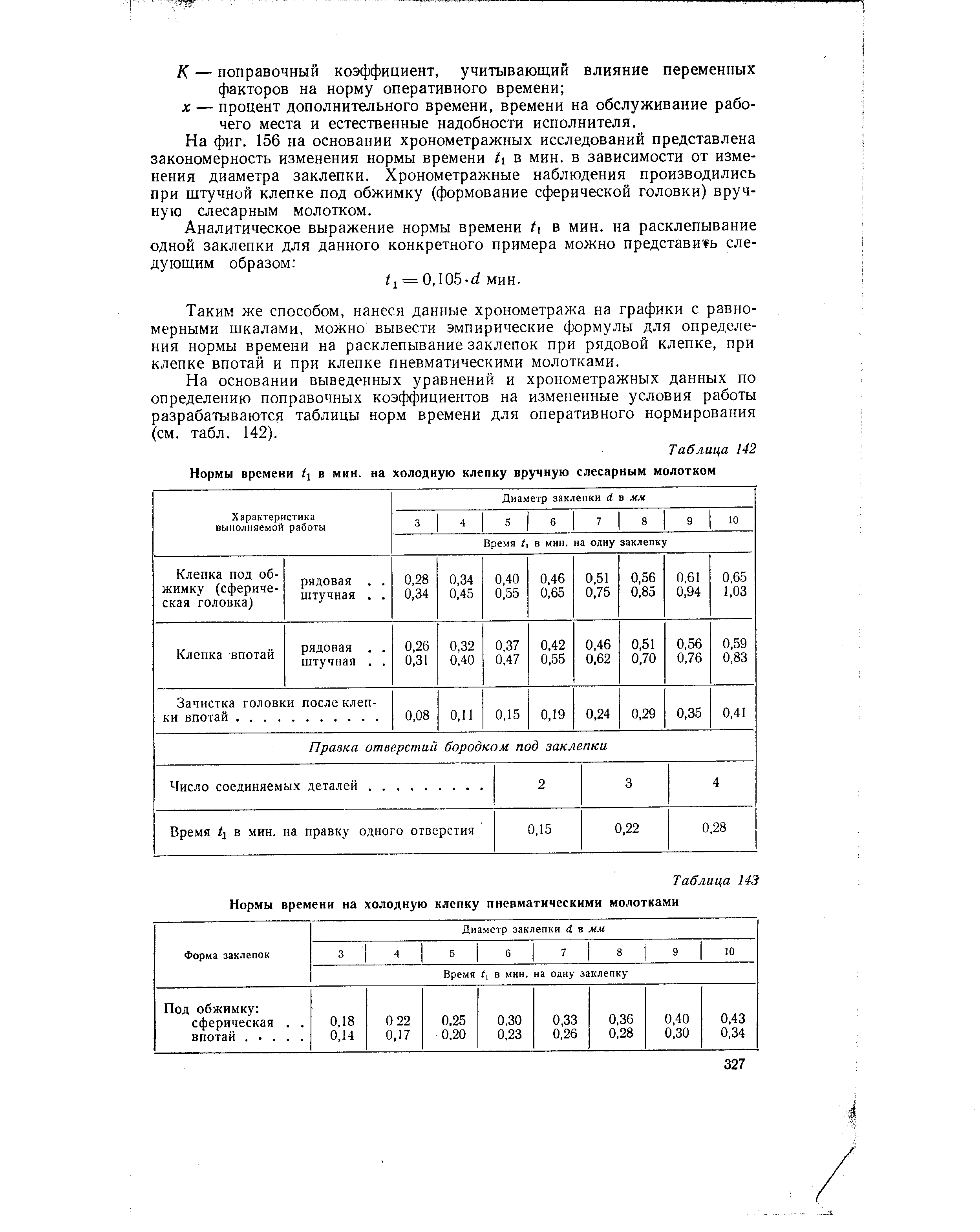 |
Характеристика работ. Горячая и холодная клепка на клепальных станках, прессах, пневматическими молотками или вручную простых металлоконструкций, работающих под давлением до 3 ат, заклепками диаметром до 12 мм. Клепка холодными заклепками вручную, пневмо-гидравлической скобой, пневматическим молотком и на прессе отдельных деталей алюминиевого корпуса при обеспечении плотности шва. Исправление дефектов клепки, выявленных при гидравлических испытаниях. Определение качества подготовки шва под клепку. [c.183]
Характеристика работ. Изготовление, ремонт и сборка сложных узлов котельного оборудования, вспомогательных котлов, емкостей и аппаратов из листового и сортового металла с пригонкой отдельных частей. Сборка цилиндрической части котлов, аппаратов и котельнх установок, работающих под давлением. Разметка сложных узлов и деталей котлов. Горячая и холодная клепка ответственных герметических швов частей котлов пневматическими молотками и вручную, а также на стационарных прессах и подвесных клепальных скобах, предназначенных для работы под давлением свыше 8 до 2 ат. Выполнение клепки и чеканки с обеих рук в труднодоступных и неудобных местах. Гибка котельных труб и петель пароперегревателей различных изгибов в одной плоскости на станках различных конструкций. Электроприхватка ответственных деталей и узлов в процессе сборки. Установка труб во вспомогательных котлах простой конструкции с проверкой по шагу. Вырубка дефектных труб, замена новыми и удаление припусков с подправкой ушютнительных канавок в трубных отверстиях. Вальцовка, рихтовка и гибка сложных и крупных деталей на вальцах и прессах различных конструкций из листового металла толщиной свыше 20 мм в холодном и свыше 30 мм в горячем состоянии. Точная загибка кромок на вальцах вручную. Гибка деталей, имеющих три, четыре и более гибов. Правка вручную и рихтовка больших листов и различных труб. Наладка вальцов на различные виды правки, гибки и вальцовки. [c.192]
Характеристика работ. Изготовление, сборка, клепка и ремонт сложных котлов, аппаратов, реакторов, теплообменников, колонн с точной пригонкой отдельных частей из различных сталей и цветных металлов по чертежам и эскизам. Ремонт сложного технологического оборудования, работающего под давлением с коррозионной средой без остановки технологического процесса. Горячая и холодная клепка особо ответственных герметических швов крупных частей котлов пневматическими молотками и вручную, а также на стационарных прессах и подвесных клепальных скобах, предназначенных для работы под давлением свыше 12 ат. Разметка сложных и точных узлов и деталей котлов. Гибка цилиндров и конусов из листовой стали различной толщины. Подгонка кромок котельной стали под чеканку и сварку. Определение пригодности сложных узлов и деталей, поступающих на сборку. Испытание котлов и аппаратов давлением. Проверка фундаментов перед установкой котлов и механизмов. Выполнение всех трубоставных работ на котлах высокого давления. [c.193]
Должен знать основные сведения об устройстве и принцип действия котлов и емкостей, работающих под давлением марки материалов и труб, применяемых в котлостроении приемы сборки, проверки и правки деталей и узлов котельного оборудования технические требования, предъявляемые к сборке узлов и изделий устройство обслуживаемого оборудования и рабочего инструмента способы соединения деталей под клепку и сварку способы клепки под обжимку и потайными заклепками механические свойства металлов при вальцовке и гибке в холодном и горячем состоянии припуски для горячей и холодной вальцовки назначение и условия применения приспособлений и инструментов для вальцовки, правки, гибки и сверления технологическую последовательность правки правила разметки листового металла основные сведения о допусках и посадках, классах точности и чистоты обработки виды прокладочных материалов и их свойства. [c.190]
Должен знать устройство и принцип работы котлов, вальцов и прессов различных типов процесс сборки узлов котельного оборудования средней сложности последовательность и способы сборки и закрепления собранных и установленных деталей, узлов и изделий стандартные размеры заклепок способы испытания швов допуски для отверстий под заклепки при герметическом шве приспособления, применяемые при сборке узлов и при клепке в труднодоступных местах способы регулировки вальцов в зависимости от толщины листового металла, радиуса гибки и марки стали приемы гибки и вальцовки деталей в горячем и холодном состоянии режим правки основные сведения о конструкции водотрубных и огнетрубных котлов назначение и расположение арматуры в котлах правила гибки котельных труб и допускаемую величину эллиптичности приемы установки и обработки котельных труб физические и механические свойства металла, проявляющиеся при гибке и вытяжке устройство универсальных и специальных приспособлений и средней сложности контрольно-измерительных инструментов основные сведения по электротехнике в пределах выполняемой работы допуски и посадки, классы точности и чистоты обработки. [c.191]
Смотреть страницы где упоминается термин Холодная клепка
: [c.326] [c.326]Смотреть главы в:
Техническое нормирование станочных и слесарно-сборочных работ Издание 3 -> Холодная клепка