Обработка механическая 197 Оптимальные размеры предприятий [c.293]
Должен знать устройство обслуживаемых автоматов технические требования, предъявляемые к изготовляемым деталям устройство контрольно-измерительных инструментов средней сложности допуски и посадки, классы точности и чистоты обработки механические свойства обрабатываемых металлов и материалов. [c.171]
Термическая обработка Механическая обработка [c.74]
Продукты, прошедшие обработку механическим способом, обычно могут быть определены по следующим характеристикам [c.175]
Механическая обработка Механический цех 150 [c.173]
Значительная часть деталей машин, технологического оборудования, транспортных средств подвергается механической обработке. Механическая обработка характеризуется [c.304]
Частичная обработка проводится непосредственно в очаге поражения для предотвращения вторичного инфицирования людей. Она включает механическую очистку или протирание с помощью индивидуальных противохимических пакетов, открытых участков кожи, наружных поверхностей одежды, обуви, средств индивидуальной защиты. [c.274]
Производительность оборудования непрерывного действия, в котором процессы осуществляются на ходу, по мере прохождения материалов, полуфабрикатов через аппарат, машину, при осуществлении механической обработки зависит от рабочих размеров V оборудования (емкости, рабочей поверхности и пр.), уровня их использования /Си и скорости движения рабочих органов р [c.142]
По оборудованию для механической обработки [c.149]
В планы подразделения (бюро) заносятся только основные, обобщенные вопросы, которые предстоит решать коллективу в целом (форма 2), например разработка и оформление технологического процесса механической обработки изделия и др. Самый подробный, так называемый индивидуальный план (форма 3), руководитель подразделения составляет каждому работнику. [c.14]
Технолог не должен оставлять без внимания вопросы экологии, т. е. защиты окружающей среды. Применение цианистых, хромовых и других видов вредных антикоррозионных покрытий деталей не должны согласовывать при отсутствии устройств надежной фильтрации стоков. Механическая обработка эпоксидных компаундов, переработка вредных видов пластмасс и других процессов, связанных с выбросами вредных веществ в атмосферу, не должны допускаться без наличия надежной аспирации и улавливателей. [c.43]
Деятелю рынка следует изучить потребителей, чтобы уяснить себе, какие основные услуги можно было бы им предложить и какова относительная значимость каждой из них. Например, канадские покупатели промышленного оборудования назвали 13 факторов сервиса в порядке убывающей значимости 1) надежность поставок, 2) оперативность предоставления предложений по ценам, 3) возможность получения технической консультации, 4) предоставление скидок, 5) послепродажное обслуживание, 6) масштабы торговой сети, 7) простота вступления в контакт, 8) гарантия замены товара, 9) широкие производственные возможности поставщика, 10) возможность разработки товара по индивидуальному образцу, 11) возможность предоставления кредита, 12) наличие оборудования для испытаний, 13) наличие оборудования для механической обработки 14. Подобный порядок ранжирования наводит на мысль, что на этом рынке продавец должен как минимум не уступать конкурентам по надежности поставок, оперативности выдачи предложений по ценам, возможностям предоставления технической консультации и прочим видам услуг, которые клиенты считают наиболее важными. [c.308]
Так, в механическом цехе все токарные станки группируют на одном участке, все сверлильные — на другом и так далее. Крупные авторемонтные предприятия обычно имеют различные участки для разных видов обслуживания участок регулировки двигателей, участок кузовных работ, участок ремонта передней подвески. Такая планировка обычно используется при мелкосерийном производстве, когда отдельные изделия или клиенты переходят с одного участка на другой, в зависимости от конкретных требований. Самая трудная задача при разработке пооперационной планировки заключается в минимизации транспортных операций или передвижений клиента, требующихся для обработки партии изделий или предоставления услуг клиентам, проходящим через систему. [c.613]
В принципе, основные преимущества новой технологии переработки информации сказываются там, где приходится выполнять повторяющиеся задачи, предусматривающие запрограммированные решения, либо задачи с большим объемом чисто механического труда. Такие задачи составляют до удивления большую часть работы, которую многие люди считают творческой или оригинальной. Компьютерная техника позволяет легко ускорить почти любой творческий процесс. А когда люди овладевают компьютерной техникой обработки текстов, они часто обнаруживают, что это способствует и развитию творчества, поскольку значительно облегчается перебор различных вариантов. [c.666]
Видеомагнитофон объединяет технологию точной обработки материала с электронной технологией он — дитя электроники и машины. Для того чтобы лента и головка БВМ выполняли свои функции, исключительно сложный механизм должен работать на больших скоростях и с высокой точностью. Видеомагнитофон состоит из более чем тысячи механических деталей требования к конструкторским параметрам прежде всего магнитной головки и барабана — в пределах микрона. Очевидно, что механические детали повышенной точности изготовления играют решающую роль в создании БВМ. [c.53]
Весьма высокое место в иерархии методов повышения качества механической обработки на металлорежущих станках занимает, с точки зрения японских специалистов, научный анализ процесса резания, направленный в первую очередь на надлежащий выбор условий обработки с учетом основных особенностей инструмента. Непосредственными объектами анализа являются инструмент (его тип, материал, точность, геометрия), деталь (ее материал и конфигурация), станок и оснастка (тип и параметры станка, устройство для крепления инструмента, приспособление для установки детали), режим резания, тип смазочно-охлаждающей жидкости и способ ее подачи. [c.148]
Период времени производственной операции от загрузки аппарата, включая время протекания в нем химических реакций или физико-механической обработки материалов, и до выгрузки продукции из аппарата составляет длительность процесс-оборота аппарата. [c.138]
На основе типовых схем объектов каждого вида возможно синтезировать гипотетическую принципиальную технологическую схему (например, газового. промысла или другой системы), предусматривающую наиболее сложные условия добычи, состав природного газа и его комплексную обработку до установленных кондиций. Например, газ добывается в суровых северных условиях, в состав его входят метан, тяжелые углеводороды, сероводород, углекислый газ, вода, механические примеси и др. Наличие таких схем нескольких типов (отличаются набором оборудования) резко сокращает число схем, функциональных моделей и алгоритмов, необходимых для планирования, проектирования систем на ЭВМ и формирования систем нормативов. [c.45]
Затраты времени на механическое бурение и спуско-подъем-ные операции изучают с целью всемерного их сокращения на основе внедрения долот, соответствующих характеру проходимых пород, рациональной обработки долот, внедрения передовой техники и методов спуско-подъема инструмента, обобщения и распространения передового опыта. [c.396]
Содержанием управления является сбор, обработка и хранение необходимой информации, для переработки которой применяются различные технические средства управления следующих групп получения информации фиксации и хранения информации передачи информации механической и автоматической обработки информации копирования и размножения информации. [c.447]
Линия обработки торцов труб предназначена для механической обработки торцевых кромок и зачистки цилиндрических поясков изнутри и снаружи у торца трубы. [c.128]
Сопоставимыми по качеству продукции являются те варианты, по которым обеспечивается изготовление ее в полном соответствии с поставленными техническими условиями, например по твердости, износоустойчивости, жаропрочности, другим физико-механическим свойствам, точности обработки и шероховатости поверхности и т. д. Если по одному из вариантов не обеспечиваются требования, предъявляемые к качеству продукции, следует дополнить этот вариант добавочными операциями, оборудованием, оснасткой. [c.24]
Основным временем называется время, в течение которого производится выполнение данной г -й операции изготовляемой детали (изменение ее формы, размеров, структуры и свойств материала, внешнего вида и т. д.), являющееся непосредственной целью данной технологической операции. Оно может быть машинным, машинно-ручным и ручным. При механической обработке деталей основное время обычно сводится к машинному времени /маш t. [c.35]
Применительно к механической обработке детали м а-шинное время на операцию складывается из времени резания /р,.3г, а также времени на подвод и отвод инструментов и их врезание. Величину /маш определяют для отдельных видов станочных работ по-разному. [c.35]
Станина(механическая обработку 15,1 5,0 H "H"j 1 [c.50]
Ярмо(механическая обработка шм Цц, 4. . . 1 [c.50]
Трудоемкость механической обработки деталей одного станка [c.72]
| Таблица 6.2 Нормативы времени на технологическое проектирование процесса механической обработки, чел.-ч 46] | ![Таблица 6.2 Нормативы времени на <a href="/info/97067">технологическое проектирование процесса</a> механической обработки, чел.-ч 46]](/pic1/211057165074075085099109002053121114136003217207.png) |
Трудоемкость прочих работ складывается из трудоемкостей кузнечных, термических, сварочных гальванических и окрасочных работ. Она рассчитывается с помощью коэффициента, равного 0,17—0,18 трудоемкости механической обработки. Более детальные данные о коэффициентах, учитывающих отношение трудоемкости указанных работ к трудоемкости работ по механической обработке, применительно к изготовлению различных металлорежущих станков, принесены в табл. 6.6. [c.76]
При определении трудоемкости проектируемых машин могут быть использованы данные о структуре трудоемкости аналогичных машин. Так, по отдельным отраслям машиностроения среднее значение трудоемкости сборки по отношению к трудоемкости механической обработки составляет, [c.79]
К технологической оснастке, применяемой на машиностроительном заводе, относится инструмент (рабочий, мерительный, вспомогательный, приспособления для механической обработки, модели, штампы и т. д.). Примерная характеристика технологической оснащенности производства в различных отраслях машиностроения дана в работе [16]. Различают расходный и эксплуатационный фонды оснастки по цеху. [c.111]
Р ис. 8.2. График нарастания затрат при обработке деталей в механическом цехе [c.154]
Великанов К. М. Определение экономической эффективности вариантов механической обработки деталей. 2-е изд. Л. Машиностроение, 1970. 240 с. [c.275]
| Рис. 4.3. Диаграмма причин брака 1-Брак сырья. 2. Брак комплектующих изделий. 3. Брак литья. 4. Брак механической обработки. 5. Несоблюдение размеров. 6. Брак при сборке | 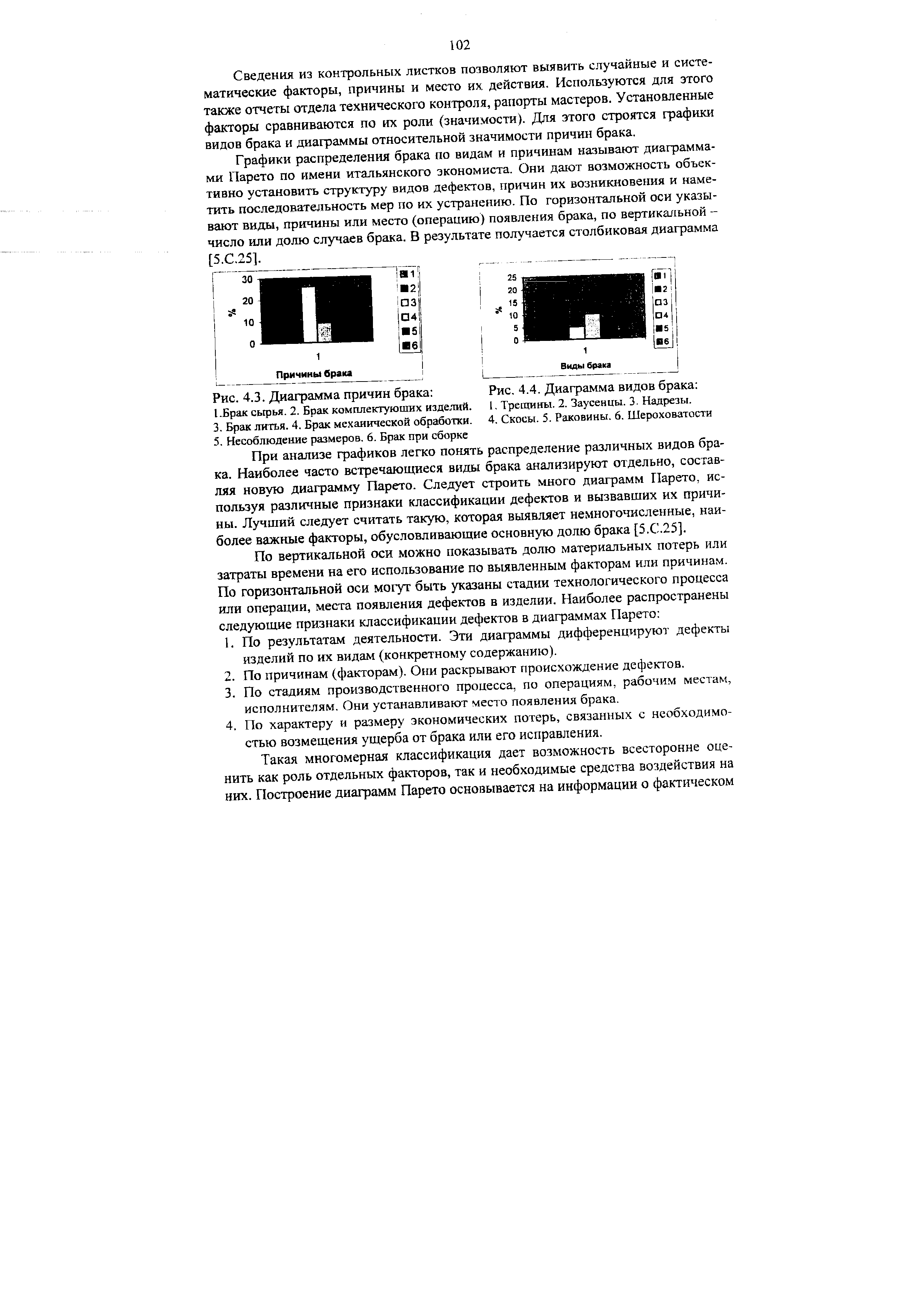 |
Чарнко Д. В. Основы выбора технологического процесса механической обработки. М., Машгиз, 1963. 320 с. с ил. [c.100]
Механические примеси, выделенные из нефтешлама после технологии переработки в ЗАО Татойлгаз , содержат в сумме от 15,2 до 26,0 % масс, летучих веществ, не извлекаемых при обработке нефтешламов по выше-схеме, что составляет от 1,0 до 1,7 % масс, по отношению к [c.254]
Вторая группа — передовые промышленные технологии сегодняшнего дня. Главная среди них — электроника, механотроника (соединение механических и электронных устройств) и технологии производства и обработки новых материалов. В этих областях идет такая острая конкуренция между частными фирмами, что международное сотрудничество представляется не слишком реальным. [c.228]