Весьма высокое место в иерархии методов повышения качества механической обработки на металлорежущих станках занимает, с точки зрения японских специалистов, научный анализ процесса резания, направленный в первую очередь на надлежащий выбор условий обработки с учетом основных особенностей инструмента. Непосредственными объектами анализа являются инструмент (его тип, материал, точность, геометрия), деталь (ее материал и конфигурация), станок и оснастка (тип и параметры станка, устройство для крепления инструмента, приспособление для установки детали), режим резания, тип смазочно-охлаждающей жидкости и способ ее подачи. [c.148]
Нормы производительности оборудования. Нормы производительности разрабатывают для буровых установок, кузнечно-прессовых машин и металлорежущих станков. [c.171]
| Таблица 7.1. Примерные машино-коэффициенты по металлорежущим станкам | 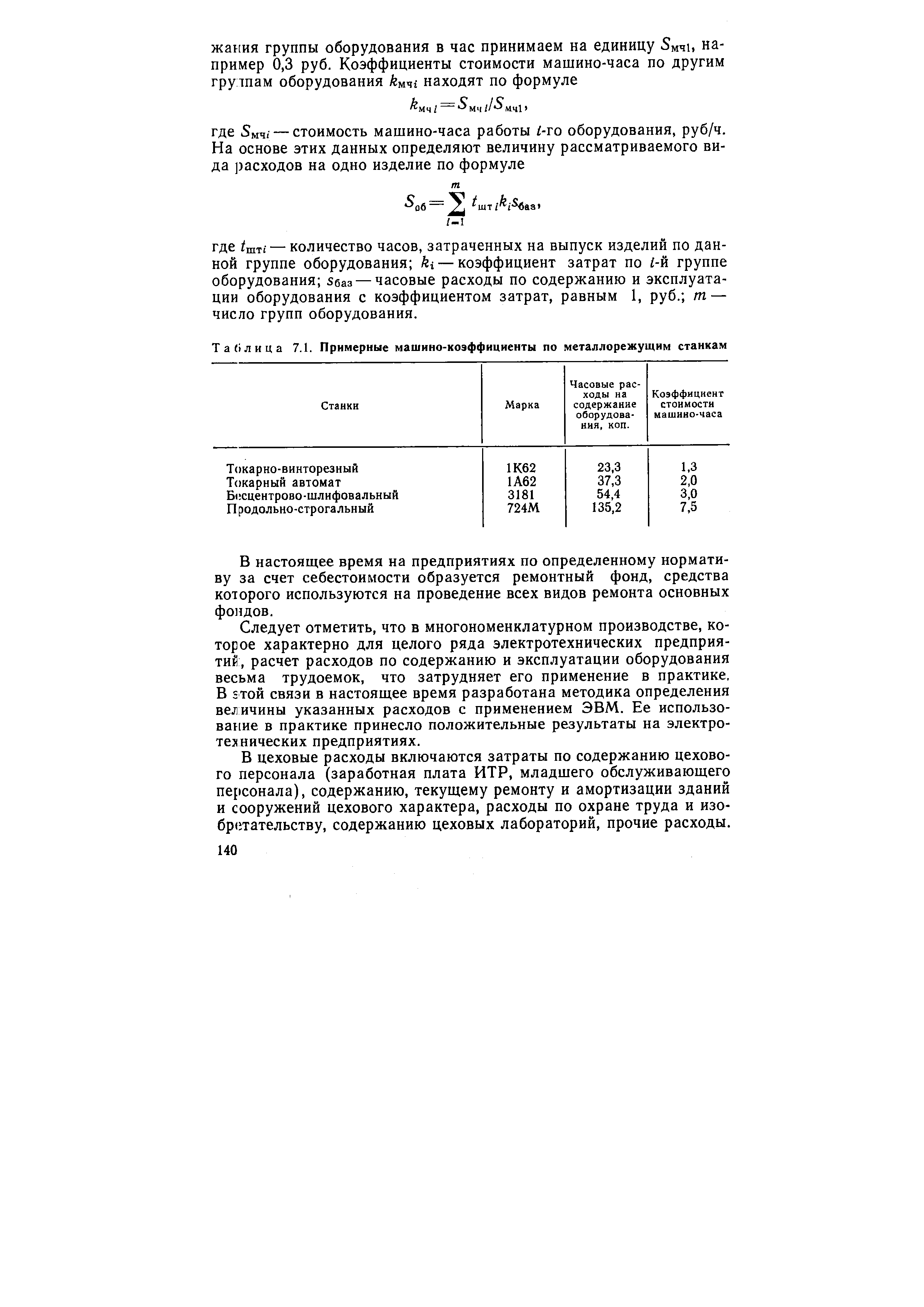 |
Машинно-ручные процессы осуществляются с помощью машин, причем рабочий орган машины перемещается к предмету труда или предмет труда к рабочему органу рабочим вручную с приложением усилий. К таким процессам относятся, например, установка свечи на подсвечнике, спуск свечи в скважину, обработка деталей на металлорежущих станках с ручной подачей и др. [c.14]
Машинные процессы осуществляются машиной, рабочим органом которой управляет рабочий без приложения физических усилий. Вспомогательные операции при этом могут выполняться вручную или с частичной механизацией. Например, подъем порожнего элеватора, подъем трубы или свечи из скважины подъемным механизмом, обработка деталей на металлорежущих станках с автоматической подачей и др. [c.14]
Значения коэффициентов для определения трудоемкости механической обработки деталей металлорежущих станков [57] [c.75]
Трудоемкость прочих работ складывается из трудоемкостей кузнечных, термических, сварочных гальванических и окрасочных работ. Она рассчитывается с помощью коэффициента, равного 0,17—0,18 трудоемкости механической обработки. Более детальные данные о коэффициентах, учитывающих отношение трудоемкости указанных работ к трудоемкости работ по механической обработке, применительно к изготовлению различных металлорежущих станков, принесены в табл. 6.6. [c.76]
Значения коэффициентов для определения трудоемкости прочих работ по изготовлению металлорежущих станков [57J [c.77]
Для кузнечно-прессовых, формовочных и литейных машин, металлорежущих станков, сборочных стендов и аналогичного оборудования, если по вариантам предусматривают изготовление изделий одного типоразмера (или небольшого числа сходных изделий), объем работ берут равным годовому числу данных изделий, запускаемых в производство (см. 3.2). [c.104]
На один металлорежущий станок [c.112]
Для металлорежущих станков kfi должен иметь такое значение, при котором общая площадь, занимаемая станком и принятая к расчету, была бы не менее 7 м2. Площадь рабочего места для ручного труда при сварочных процессах принимают 3 м2. [c.122]
Электродвигатели металлорежущих станков Электродвигатели загруженных станков-автоматов, револьверных, обдирочных, зубофрезерных, а также прессов Электродвигатели кранов и тельферов [c.129]
В табл. 9.11 приведены средние нормы амортизации по группам основных фондов, а в табл. 9.12 — в качестве примера дифференцированные значения норм амортизации для металлорежущих станков. [c.182]
В табл. 9.16 приведены данные о продолжительности ремонтных циклов для металлорежущих станков нормальной точности. Для специального оборудования (например, для агрегатных станков и автоматических линии из специальных и специализированных станков) ремонтный цикл рассчитывается особо. [c.185]
Например, затраты на силовую электроэнергию (руб. /шт. -опер., руб./т-опер.) для металлорежущих станков [c.191]
Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. 2-е изд. М. Машиностроение, 1974, ч. 1 и 2. 616 с. [c.278]
Определение экономической эффективности металлорежущих станков с ЧПУ Инструкция. М. ОНТИ ЭНИМС, 1979. 159 с. [c.278]
Тишин С. Д. Расчеты машинного времени на металлорежущих станках Справочник. 2-е изд. М. Машиностроение, 1964. 139 с. [c.281]
В литературе предложено значительное количество формул разной степени теоретической обоснованности и эмпирической подтверждаемое для выражения F(XJ). [10j, [1 1], [12]. Обобщая, например, опубликованные материалы по металлорежущим станкам, можно считать их самыми существенными свойствами следующие 1) производительность (II) срок службы (Т) ресурс двигателя (R) точность (А) уровень автоматизации А энерговооруженность (Э) к.п.д. энергетического воздействия на предмет труда (г ) массу (М). Интегральный показатель качества станка выражается формулой [c.125]
Например, в работе [11] приведена формула зависимости себестоимости металлорежущих станков от веса (Р), группы технологической сложности (R), коэффициента технологической оснащенности (Кто), коэффициента унификации (Ку ), числа наименований деталей (Д), программы выпуска (N) [1 1.С.62]. [c.125]
Параметрические формулы вида (10.1) нашли весьма широкое распространение. В Российской Федерации они разработаны для многих видов продукции металлорежущих станков, автомобилей, морских судов, двигателей, холодильников, электроламп, самолетов и др. Вместе с тем масштабы их применения пока недостаточны, особенно если учесть, что в процессе расчета параметров этих формул весьма глубоко вскрываются резервы улучшения конструкции, повышения их технологичности, снижения себестоимости, повышения уровня механизации и автоматизации операций. [c.203]
AI — блок формирования балансов производства и распределения продукции. В таком блоке могут, например, объединяться расчет объемов производства (А1.1), расчет потребности (А2.1) и с использованием данных этих расчетов составляться сводный баланс проката черных металлов или же частный материальный баланс, скажем, стальных труб, натурально-стоимостный баланс оборудования и машин либо материальный баланс, допустим, металлорежущих станков и т. д. [c.134]
Вспомогательное время затрачивается на такие операции, которые необходимы для выполнения основных работ. Например, установка заготовки и снятие детали при ее обработке на металлорежущем станке, пуск и остановка станка и т. д. [c.126]
Если имеется необходимая информация, определяют главный показатель и устанавливают функциональную зависимость его от исходных показателей. Например, главным показателем грузовых автомобилей является годовая производительность в т/км, автобусов — производительность в пассажиро-километрах, энергетических турбин — годовая выработка энергии в кВт/ч, в металлорежущих станках — производительность в количестве обработанных деталей и т. п. [c.201]
Металлорежущие станки, деревообрабатывающее и кузнечно-прессовое оборудование Автомобили . ............... — 0,05 0,25 075 0,6 1,0 1 2 [c.208]
Проблема становится еще сложнее, если в производстве важную роль играют квалификация рабочих и организация их труда. Рассмотрим операцию обработки детали на металлорежущем станке. Время, необходимое на осуществление этой операции, подсчитывается путем разбиения ее на элементарные операции (например, установка и снятие детали, обработка и т. д.). Эти элементарные операции разбиваются на отдельные движения, которые характеризуются длительностью, определяемой на основе [c.106]
Работы на металлорежущих стан.ках в машиностроении составляют значительный удельный вес. Наибольшая дифференциация технологического процесса также имеет доминирующее значение на станочных работах, в связи с чем наибольшее количество норм разрабатывается на работы, выполняемые на металлорежущих станках. [c.65]
Металлические товары. Классификация металлических товаров, их получение, назначение, маркетинг. Факторы, которые формируют свойства металлических товаров. Товарный чугун, его получение, марки, свойства. Товарные стали, их получение, марки, свойства, классификация. Товарные цветные (нежелезные) металлы и сплавы. Основные способы изготовления товаров литье, обработка давлением, сварка, резание на металлорежущих станках. Защита металлических товаров от коррозии. Применение товарных декоративных и других покрытий. Характеристика металлотоваров бытового назначения и особенности их маркетинга. [c.303]
Буровые установки, цементировочные агрегаты, станки-качалки, насосно-компрессорные трубы, депарафинизационные установки, неф-тегазоперекачивающие агрегаты, оборудование ГРС, теплообменники, технологические установки, металлорежущие станки и др. Дебитомеры, глубинные манометры, устройства для диспетчерского контроля, регулирующие устройства и др. [c.167]
Если по базовому варианту не обеспечивается объем продукции (работ), который может быть получен по новому варианту, и потребность в этом увеличенном объеме реальна, то следует предусмотреть по нему добавочное оборудование, рабочую силу, оснастку, здания и т. д., необходимые для доведения объема продукции до уровня нового варианта. Планируемый (проектируемый) объем выпуска продукции за год по производственной системе (народному хозяйству, отрасли, предприятию), в рамках которой возможно внедрение проектируемых средств, должен приниматься одинаковым по всем вариантам сопоставляемых средств (или способов) производства. При этом чнсло средств, принимаемое к расчету по вариантам, может быть различным, если различна годовая производительность единицы этих средств. Так, если модернизация металлорежущего станка позволяет на 30 % повысить его производительность и годовой объем производства деталей может быть выполнен одним модернизированным станком, то, определяя экономический эффект, достигаемый по сравнению с выполнением данной операции обработки детали на станке до его модернизации, необходимо принять к расчету по базовому варианту два станка, по первому варианту — один. При этом в расчете капиталовложений и себестоимости деталеоперации необходимо учитывать степень загрузки станков изготовлением рассматриваемых деталей (по базовому варианту станки будут заняты изготовлением данных деталей в среднем на 65 % каждый). [c.25]
При расчете нормы вре-мени важным является выбор рациональных режимов работы. Например, при нормировании работ, выполняемых па металлорежущих станках, [c.39]
Продолжительность межремонтных циклов и межосмотровых периодов технологического оборудования (металлорежущие станки нормальной точности сроком службы до 10 лет) [c.189]
Общемашиностроительные нормативы времени вспомогательного, па обслуживание рабочего места и подготовительно-заключительного при работе на металлорежущих станках Мелкосер. и единичн. пр-во. М. Машиностроение, 1982. 311 с. [c.278]
Укрупненные нормативы трудоемкости изготовления металлорежущих станков. М. Науч.-исслед. бюро техн. нормативов, 1960. 75 с. [c.281]
Централизация подсобно-вспомогательных работ позволила резко улучшить загруженность ремонтного оборудования. Например, коэффициент сменности металлорежущих станков возрос по НГДУ Арланнефть на 30% и составил 1,27. [c.158]
Технологическое оборудование . . Электротехническое оборудование Теплосиловое оборудование . ... Металлорежущие станки, деревообрабатывающие и кузнечпо-прес-совое оборудование . ...... [c.103]
Программные АСУ ЭП обычно тоже управляет положением ИО, которое должно изменяться по заданной программе. Различие в принципах построения систем программного управления в значительной степени определяется различием формы задания программы. Наибольшее распространение в настоящее время имеют числовые сиситемы программного управления, где программоносителем могут быть магнитные ленты или диски, перфокарты или перфоленты. Однако программа может быть задана и иначе например, в копировальных металлорежущих станках программа задается в виде модели изделия. Задача АСУ ЭП в этом случае сводится к тому, чтобы реализовать движение режущего инструмента, обеспечивающее повторение в изделии формы модели. [c.37]
Компания Металлик открыла новый цех по производству двух продуктов металлических поддонов и аккумулирующих устройств. Этот цех готов начать работу, имея в распоряжении 5 металлоформовочных и 5 металлорежущих станков, которые взяты в аренду у местной арендной фирмы за 30 ДЕ в месяц для каждого станка. Производственная мощность каждого станка составляет 400 часов в месяц. Дополнительные станки не могут быть получены. [c.386]
Смотреть страницы где упоминается термин Металлорежущие станки
: [c.76] [c.79] [c.127] [c.128] [c.188] [c.123] [c.148] [c.191] [c.151] [c.185] [c.288]Смотреть главы в:
Нормирование расхода материалов в машиностроении Том 2 -> Металлорежущие станки