Производственные процессы по характеру участия в них работников могут быть ручными (работа выполняется без всяких приспособлений или механизированного инструмента), машинно-ручными (процесс выполняется машиной при непосредственном участии рабочего), машинными (процесс осуществляется машиной без участия рабочего). [c.20]
При исследовании ручных, машинно-ручных и аппаратурно-ручных процессов необходимо находить способы их механизации. [c.138]
| Рис. 8.1. Аналитическая классификация затрат рабочего времени исполнителя при ручных и машинно-ручных процессах | 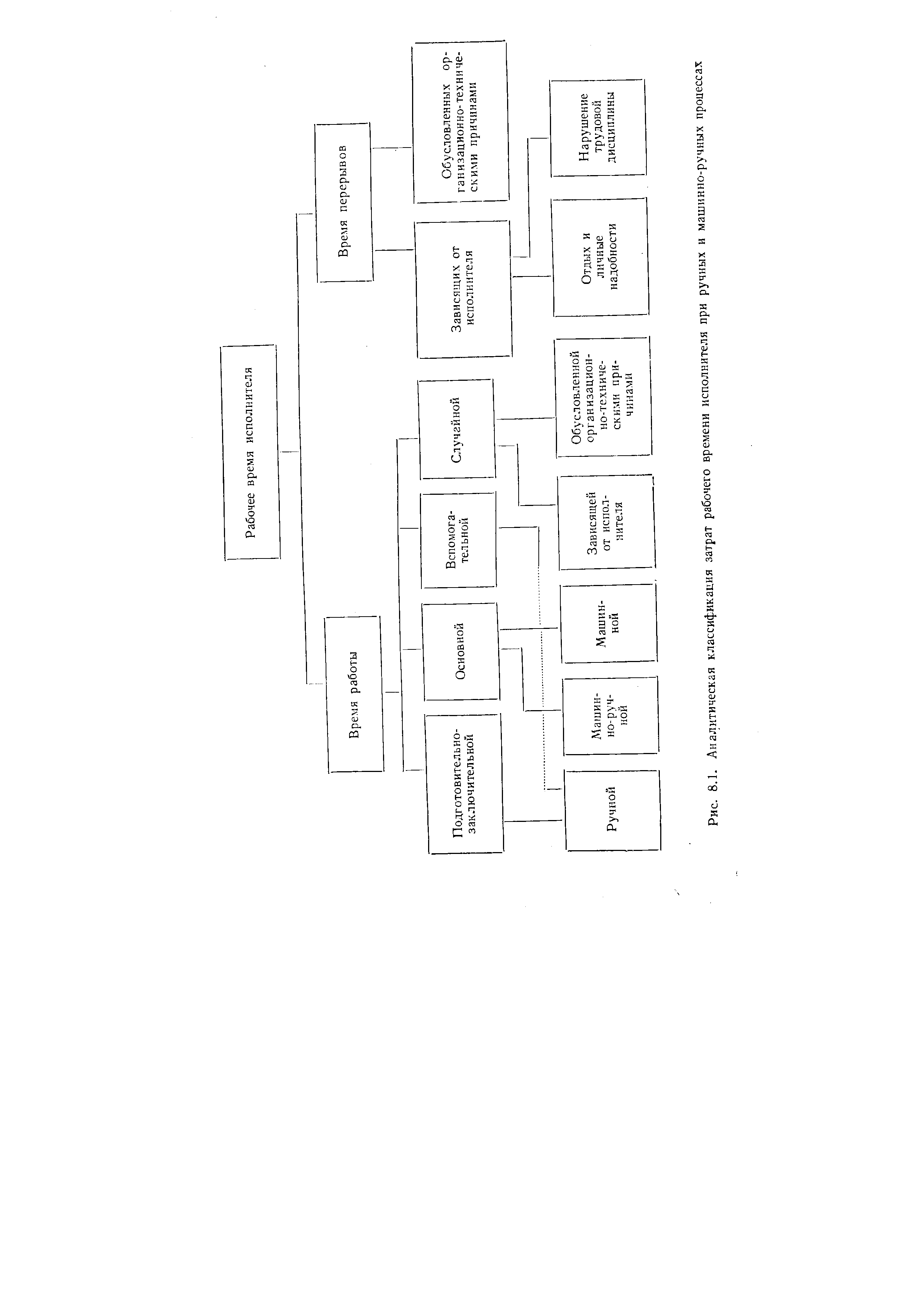 |
Ручные механизированные процессы в отличие от ручных выполняются с применением механизированного ручного инструмента при наличии источника энергии. Например, сверловка отверстий ручной дрелью — ручной процесс, а электродрелью — ручной механизированный. [c.14]
Машинно-ручные процессы осуществляются с помощью машин, причем рабочий орган машины перемещается к предмету труда или предмет труда к рабочему органу рабочим вручную с приложением усилий. К таким процессам относятся, например, установка свечи на подсвечнике, спуск свечи в скважину, обработка деталей на металлорежущих станках с ручной подачей и др. [c.14]
В ручном процессе труд рабочего не вооружен машинами и механизмами. Применение инструмента и приспособлений не меняет характера ручного труда (например, сборка и разборка машин гаечным ключом, замер уровня нефтепродукта в резервуаре и т. д.). [c.52]
Механизированный процесс — это процесс, выполняемый при помощи машины или непосредственно машиной, в том числе и автоматом. В первом случае это будет машинно-ручной процесс, во втором — чисто машинный (например, перекачка нефти при ручном [c.52]
Ручные процессы — это работа, выполняемая рабочим без всякого участия механизмов (оборудования) например, свинчивание и отвинчивание труб или штанг при помощи ключей, сверление отверстий вручную и др. [c.14]
Во всех случаях, определяя величину вспомогательного времени, которую следует включать в норму времени, необходимо учитывать характер сочетания технологического (машинного) и трудового (ручного) процессов. Возможны три варианта таких сочетаний [c.139]
Ручными называются процессы, в которых воздействие на предмет труда осуществляется работниками без применения дополнительных источников энергии или с помощью ручного инструмента, который приводится в движение дополнительным источником энергии (электрической, пневматической и т. п.). Примерами ручных процессов являются сборка узлов и изделий, отпиливание, шабрение, покраска малярной кистью, сверление отверстий электродрелью и т. п. [c.137]
Технологическое и пооперационное (частный случай технологического) разделения труда в переработке нефти достаточно жестко предопределено расчленением производственного процесса на частные процессы и операции. Вместе с тем в аппаратурных процессах нефтеперерабатывающих предприятий влияние различий в технологии на характер трудовой деятельности обслуживающего персонала не столь велико, как в ручных и машинно-ручных процессах. На любых технологических установках для переработки нефти содержание трудового процесса сводится к наблюдению за показаниями контрольно-измерительной аппаратуры и регулированию параметров процесса. [c.142]
При планировании рабочих мест необходимо, чтобы приспособления и инструменты были удобно расположены для обеспечения максимальной экономии трудовых движений и достижения наивысшей производительности. Планировка рабочего места должна обеспечивать кратчайший путь прохождения предметов труда, что требует (особенно в условиях ручных и машинно-ручных процессов) укладки их на удобном уровне досягаемости и постоянном месте. Причем предметы частого пользования нужно размещать ближе к рабочему все, что берется правой рукой размещают справа, а что левой — слева от него. Указанные требования имеют прямое отношение к организации рабочих мест прежде всего в таких подразделениях вспомогательного производства нефтеперерабатывающих заводов, как ремонтные, механические, лаборатории. [c.78]
Проведение капитальных ремонтов оборудования обычно сопровождается его модернизацией для исключения отрицательных последствий морального износа. При модернизации повышается износоустойчивость и надежность отдельных деталей или узлов аппарата, увеличивается мощность моторов, механизируются и автоматизируются ручные процессы по обслуживанию аппарата и т. п. Модернизация позволяет с незначительными капитальными затратами повысить производительность оборудования и снизить трудоемкость его обслуживания. [c.98]
Для характеристики использования производственных площадей рассчитывают количество продукции, которое снимается с каждого квадратного метра производственной площади. При этом количество продукции может быть измерено как в натуральном, так и в денежном выражении. Следует заметить, что при определенных процессах производства, когда оборудование в цехе размещается как по горизонтали, так и по вертикали, этот показатель зависит от использования не только площади, но и объема здания. В химической промышленности этот показатель имеет ограниченное применение, главным образом в производствах, где преобладают машинные и ручные процессы (например, переработка пластмасс, резино-технических изделий и т. п.). [c.100]
Технологическое разделение труда предполагает выполнение работ в соответствии с делением производственного процесса на стадии, циклы, операции, которое в химических производствах жестко регламентировано. В результате технологического разделения труда выделяются, например, такие специальности, как операторы центральных пультов управления, аппаратчики абсорбции, выпарки, пиролиза и т. д. В аппаратурных процессах химических производств технологические различия не влияют существенно на характер трудовой деятельности основных рабочих, поскольку содержание их функций сводится к наблюдению за показаниями контрольно-измерительных приборов и регулированию параметров технологического процесса. Эти различия характерны для ручных и машинно-ручных процессов и операций. [c.105]
Время обслуживания рабочего места (4бс) — время, необходимое для поддержания рабочего места в работоспособном состоянии. Это время подразделяют на время организационного и технического обслуживания. К организационному относится время, затрачиваемое на загрузку сырья, выгрузку продукции, подготовку рабочего места к следующей операции или циклу, разборку приспособлений, техническому — на чистку, смазку, профилактический ремонт оборудования, продувку и пропарку линий, оборудования и др. При ручных и машинно-ручных процессах время обслуживания на организационное и техническое не подразделяют. [c.125]
Другим подходом к проверке программы модуля без машины является прогон тестовых вариантов с прослеживанием хода выполнения программы. Тестовые варианты должны быть простыми и в ограниченном количестве, с тем чтобы избежать громоздкого ручного процесса прокрутки. Подборку тестовых вариантов целесообразно поручить разработчику модуля (или модулей), вызывающего данный тестируемый модуль. Разработчик тестируемого модуля в процессе прокрутки дает разъяснения логики модуля. Этот контакт позволяет не только проверить логику модуля, но и получить список дополнительных проблем, включающих плохую практику программирования, неэффективность приемов реализации отдельных частей или алгоритма в целом и другие рекомендации. [c.147]
Время обслуживания рабочего места необходимо для поддержания рабочего места в надлежащем состоянии. Оно состоит из времени организационного обслуживания и времени технического обслуживания рабочего места. При ручных и машинно-ручных процессах труда время обслуживания рабочего места па организационное и техническое не подразделяется. [c.5]
Технологическое и пооперационное разделение труда в основном производстве нефтеперерабатывающих и нефтехимических предприятий жестко предопределено проектным расчленением производственного процесса на частичные процессы или стадии. Оно проявляется в обособлении работ по обслуживанию отдельных типов технологических установок. Необходимо, однако, отметить, что в отличие от ручных и машинно-ручных процессов, где характер технологии строго определяет структуру и содержание трудовых приемов, в аппаратурных процессах влияние различий в технологии на характер трудовой деятельности обслуживающего персонала не столь велико. На установках всех типов содержание трудового процесса сводится к наблюдению за показаниями КИП и регулированию параметров процесса. [c.23]
Ручными называются процессы, осуществляемые рабочими без применения средств механизации либо полностью вручную, либо с помощью простейших инструментов и приспособлений, не имеющих привода от какого-либо источника энергии. Производительность труда в ручных процессах почти целиком определяется степенью [c.94]
Машинно-ручными называются процессы, в которых предмет труда претерпевает различные изменения под воздействием исполнительных механизмов машин. При этом их перемещение относительно предмета труда осуществляется рабочим посредством регулирующего механизма. В некоторых разновидностях машинно-ручных процессов исполнительные органы машины неподвижны, а предмет труда, направляемый рабочим, перемещается относительно них. [c.96]
В аппаратурно-ручных процессах рабочие, помимо наблюдения за показаниями контрольно-измерительных приборов, выполняют ручные операции по загрузке сырья, выгрузке готовой [c.97]
Таким образом, норма времени включает два важных элемента штучное время и подготовительно-заключительное (рис. 9). В ручных и машинно-ручных процессах оперативное время нормируется, а время на обслуживание рабочего места, на отдых и личные надобности рассчитывается в процентах от оперативного. Поэтому формула нормы штучного времени принимает вид [c.144]
Приведенные формулы используют главным образом при расчете норм на ручные и машинно-ручные процессы труда. [c.133]
В зависимости от участия в процессах машин и аппаратов они могут быть ручными, механизированными и аппаратурными. В ручном процессе рабочий не использует машины и механизмы. Применение инструмента и приспособлений не меняет характера ручного труда (например, сборка и разборка машин гаечным ключей, замер уровня одоранта и т. д.). Механизированный процесс — это процесс, выполняемый при помощи машины или непосредственно машиной, в том числе и автоматом. В первом случае это будет машинно-ручной процесс, во втором — чисто машинный (например, компримирование газа при ручном управлении газокомпрессорным агрегатом и при автоматизированном управлении). Аппаратурным считается процесс, происходящий в специальных аппаратах и характеризующийся изменением физико-химических свойств (например, процесс обессеривания газа, обезвоживание нефти и т. д.). [c.104]
Ручные механизированные процессы выполняются непосредственно рабочим при помощи того или иного механизированного инструмента с использованием какого-либо источника энергии например, завинчивание гаек электрогайковертом, сверление отверстий электродрелью, замер уровня нефтепродуктов в резервуаре и др. Машинно-ручные процессы выполняются машиной при непосредственном участии рабочего например, подача к устью скважин штропов с надеванием их на элеватор, посадка и сбрасывание штропов с элеватора, работа на тракторе-подъемнике и др. Машинные процессы производятся рабочей частью оборудования без участия рабочего например, подъем труб из скважины при подземном ремонте или в процессе бурения и т. д. [c.14]
Согласно данным переписи доля ручного труда в 1972 г. по-Миннефтегазстрдю составила 60,4%, а в 1975 г. — 59,2%, т. е. уменьшилась на 1,2%. При таком способе сравнения динамики ручного труда не учтены многие факторы, способствовавшие условному высвобождению рабочих, выполняющих работы вручную строительство объектов нефтяной и газовой промышленности по объектам с меньшими трудозатратами на строительной площадке, применение эффективной технологии строительно-монтажных работ, включая механизацию ручных процессов. [c.191]
Общей тенденцией технического прогресса в машиностроении является переход от ручных и машинно-ручных процессов к механизированным и автоматизированным процессам. Этому способствует постоянное совершенствование производственной структуры машиностроительных предприятий и связанное с ним углубление специализации, внедрение предметно-замкнутых и специализированных цехов, участков, линий, что создает условия для широкого распространения поточных методов производства с применением средств механизации и автоматизации. Происходит все большая концентрация технологических операций с внедрением агрегатных, многоинструментальных, многошпиндельных автоматов и полуавтоматов, широким применением автоматических линий, увеличивается использование станков, работа которых основана на принципиально новых методах обработки (электроискровый, электроимпульсный, электроконтактный и т. п.), а также станков с числовым программным управлением, создаются на этой базе комплекты высокопроизводительного металлообрабатывающего оборудования, управляемого с помощью ЭВМ постепенно сужается обработка резанием за счет внедрения методов точного литья, ковки и штамповки, чему способствует все нарастающее внедрение автоматизированных литейных и кузнечно-прессовых машин, обеспечивающих получение точных заготовок. [c.18]
Анализируя по приведенной на рис. схеме ручные процессы, нетрудно убедиться в том, что все они состоят из неболь- [c.9]
Под нормативами времени понимают выраженные во времени затраты труда на выполнение организационно или технологически связанных между собой трудовых действий, встречающихся в неизменном сочетании в различных производственных операциях. Ручные процессы труда состоят из небольшого числа постоянно повторяющихся в различных сочетаниях одних и тех же движений рабочих органов исполнителей. Если установить необходимые на осуществление каждого вида трудовых движений затраты временя, то можно, не прибегая всякий раз к наблюдению, определить затраты времени практически на любой трудовой процесс путем суммирования отдельных элементов. Эти затраты могли бы быть первичным нормативным элементом, но применение их связано с некоторыми трудностями учета числа и вида движений, осложняющими практическое использование таких элементов. Поэтому на практике объединяют в одну группу несколько трудовых движений одного целевого назначения. Если они выполняются без перерыва одним или несколькими рабочими органами человека, то такие микропроцессы называют трудовыми действиями, выступающими в качестве первичного звена построения системы нормативных материалов. [c.103]
Индиец дуальные задания рабочим бригады устанавливаются по-разному в зависимости от особенностей и содержания трудовых функций. При ручных процессах задания обычно определяются с помощью норм времени и норм выработки, причем объем работы исчисляется по трудоемкости отдельных операций. При машинно-ручных процессах индивидуальное задание устанавливается исходя из конкретных возможностей машин и трудоемкости их обслуживания и регламентируется с помощью опера-ционно-технологической карты, паспорта оборудования или карты организации труда. При машинных процессах задания определяются на основе норм обслуживания, технологических и должностных инструкций с помощью маршрутных карт, сетевых графиков и др. Для автоматизированных и аппаратурных процессов задания устанавливаются в виде нормативов численности персонала, зоны обслуживания с учетом должностных инструкций, маршрутпо-обходных графиков и т. п. [c.158]