Обратим внимание на то, что Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках , ч. 1, 2 и 3 [5, 6, 7) не ограничивают область их применения типом производства, а Общемашиностроительные нормативы времени [8, 91 строю разграничены в зависимости от типа производства в них приведены поправочные коэффициенты в зависимости от характера серийности работы (карта 1), но только на вспомогательное время. На основное время этот коэффициент влияния не оказывает. [c.68]
По сфере применения нормативы подразделяются на межотраслевые, отраслевые и местные. Межотраслевые (общемашиностроительные) нормативы предназначены для нормирования труда на типичных работах, выполняемых на предприятиях различных отраслей промышленности. Наиболее характерным примером таких нормативов являются Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках . Указанные в них работы и оборудование применяются во многих отраслях, а организационно-технические условия являются типичными. [c.202]
Нормирование работ на металлорежущих станках [c.214]
| Рис. 11. Общая схема алгоритма нормирования работ на металлорежущих станках | 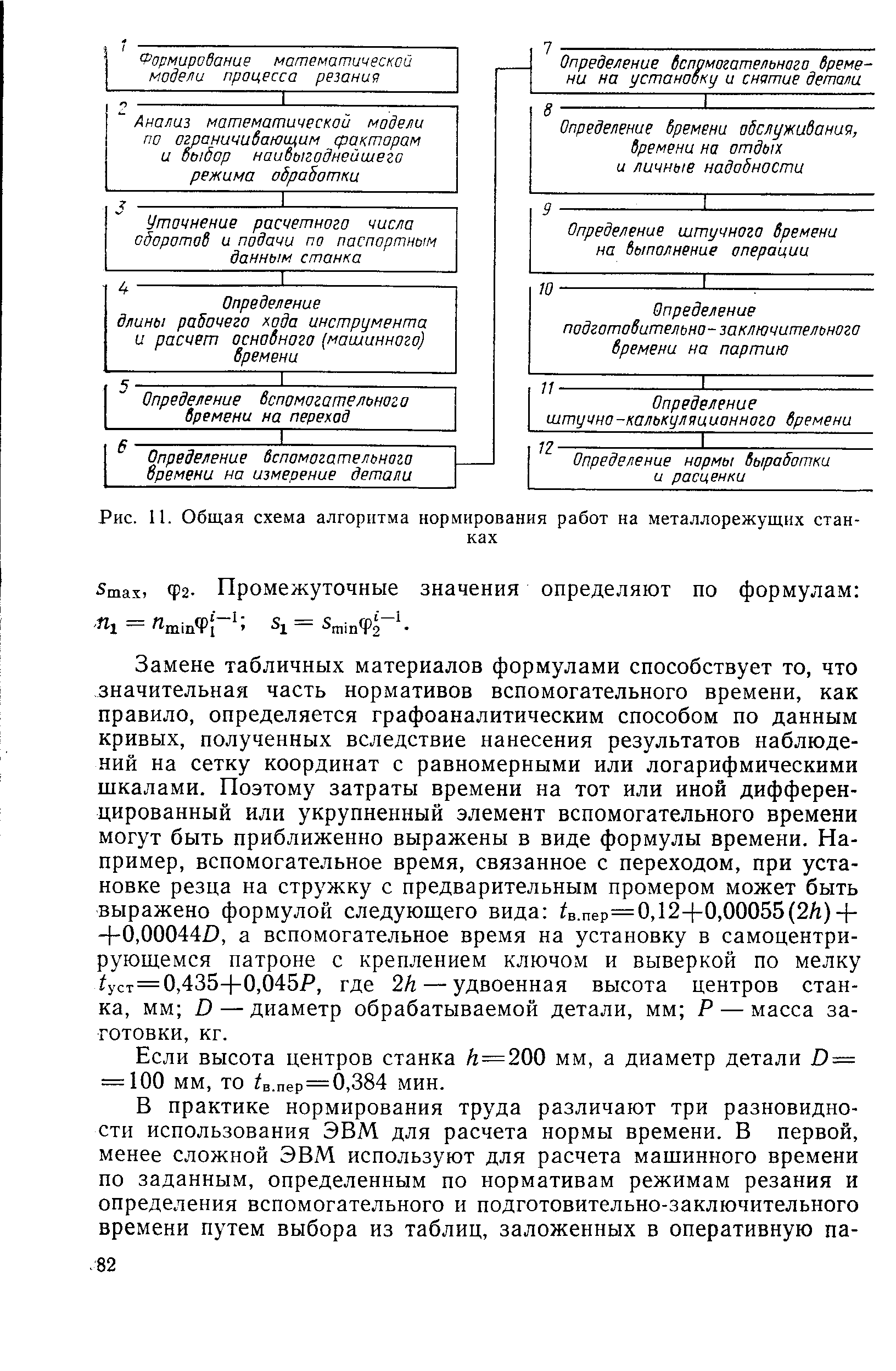 |
Общемашиностроительные нормативы времени для нормирования многостаночных работ на металлорежущих станках. — М. Экономика, 1989. [c.185]
Методические основы нормирования труда едины и, по существу, почти не зависят от вида изготовляемой продукции. Таким рб-разом, первоначальное и более подробное изучение нормирования работ, выполняемых на металлорежущих станках, создает базу для изучения нормирования и других видов работ. [c.65]
Наиболее полная система нормативных материалов разработана для отраслей машиностроения. Для нормирования основного (машинного) времени применяются общемашиностроительные нормативы режимов резания на металлорежущих станках и станках с ЧПУ. Разработаны нормативы на все элементы вспомогательного времени, времени обслуживания рабочих мест, подготовительно-заключительное время, время на отдых и личные надобности. На их основе рассчитаны нормативы на технологические переходы и обработку поверхностей деталей, отдельные операции и в целом на изготовление деталей. Имеются нормативы различной степени укрупнения на сборочные, кузнечные, сварочные, штамповочные и другие работы. [c.181]
На рис. 9.2 приведена структура оптимизирующего алгоритма технического нормирования станочных работ, включающая оптимизирующие блоки и представляющая собой перечень этапов расчета параметров режимов резания и норм времени при обработке деталей на металлорежущих станках [3]. [c.321]
При расчете нормы времени важным является выбор рациональных режимов работы. Например, при нормировании работ, выполняемых на металлорежущих станках, определяются [c.23]
Конкретная методика разработки нормативов по техническому нормированию зависит от характера нормируемой работы станочные (обработка на металлорежущих станках), литейные, кузнечные, сварочные, сборочные, слесарные, гальванические, малярные и другие работы. [c.353]
Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Ч. 2. Зуборезные, горизонтально-расточные, резьбонакатные и отрезные станки/ ЦБПНТ при НИИТруда. М. Машиностроение, 1974. 200с. [c.182]
Общемашиностроительн1ые нормативы режимов резания для технического нормирования работ на металлорежущих станках. Ч. 3. Протяжные, шлифовальные и доводочные станки. М. НИИТруда, 1978. 360 с. [c.182]
Горанский Г. К., Владимиров Е. В., Ламбин Л. Н. Автоматизация технического нормирования работ на металлорежущих станках с помощью ЭВМ. М. Машиностроение, 1970. 224 с. [c.338]
Горанский Г. К. и др. Автоматизация технического нормирования работ на металлорежущих станках с помощью ЭВМ. 15 л. Цена 1 р. 40 к. [c.312]
Расширение применения станков с числовым программным управлением, использование роботов на технологических комплексах, гибких автоматизированных систем на основе их структурных элементов (линий, участков и т. п.) вызывает необходимость устанавливать нормы обслуживания и численности для значительной части работников. Установление и внедрение этих норм труда дает возможность определять также оптимальные соотношения между численностью работников и обслуживаемых ими единиц оборудования, (см. Развитие многостаночного обслуживания и расширение зон обслуживания в промышленности. Межотраслевые методические рекомендации и научно-обоснованные нормативные материалы. М. НИИ труда, 1983 Общемашиностроительные нормативы времени для нормирования многостаночных работ на металлорежущих станках. М. Экономика, 1989 Л.М. Суетина, Ю.В. Чарухин,А.В. Ревцов. Организация труда в ГПС на машиностроительных предприятиях. М. Машиностроение, 1990, и др.) [c.181]
Приспособление ЭВМ к требованиям нормирования труда привело к созданию простых в обслуживании специализированных технологических электронно-вычислительных машин типа СТЭМ-1 и СТЭМ-2. Они предназначаются для расчета режимов резания и определения норм времени работ на металлорежущих станках. [c.83]
В СССР выпускается и применяется также ряд других вычислительных приборов для определения режимов работ и технического нормирования. К числу наиболее совершенных отечественных приборов для установления рациональных режимов работы металлорежущего оборудования следует отнести вычислительный прибор ВПРР-2 (рис. 9), созданный Научно-исследовательским институтом счетного машиностроения [71 ]. Прибор является счетно-вычислительным устройством для решения уравнений по определению режимов резания и машинного времени при точении, фрезеровании и сверлении. Он может быть использован также при разработке технологии обработки деталей и проверке паспортных данных станков. Формулы, по которым на приборе определяются соответствующие данные для оптимальных режимов резания, и пределы изменения величин, входящих в эти формулы, рассчитываются таким образом, что позволяют определять параметры обработки при работе на станках различных классов — от уникальных до универсальных. [c.63]
Смотреть страницы где упоминается термин Нормирование работ на металлорежущих станках
: [c.182]Смотреть главы в:
Техническое нормирование труда в машиностроении -> Нормирование работ на металлорежущих станках