Совершенствуются методы сварки магистральных трубопроводов. Развивается контактный способ сварки труб, применяющийся в нашей стране в течение двух десятилетий. Этот способ сварки обеспечивает высокое и стабильное качество соединений. Широко внедряется электроконтактная сварка непрерывным оплавлением. [c.66]
I звено монтажник наружных трубопроводов (Ть Т2, Т.ч) - 3 чел. машинист крана-трубоукладчика (М , М2) - 2 чел. машинист бульдозера (Мз) - 1 чел. II звено сварщик на машинах контактной (прессовой) сварки (С], Ст) - 2 чел. монтажник наружных трубопроводов (Т4) - 1 чел. машинист крана-трубоукладчика (М4, М5) - 2 чел. машинист передвижной электростанции (М6) - 1 чел. слесарь-электрик по ремонту оборудования (Э ) - 1 чел. [c.159]
Выполнение работ осуществляется с привлечением следующих исполнителей сварщик на машинах контактной (прессовой) сварки 6 разряда (С,) -1 чел. сварщик на машинах контактной (прессовой) сварки 5 разряда (С2) -I чел. машинист трубоукладчика 6 разряда (М4, М5) - 2 чел. монтажник наружных трубопроводов 4 разряда (Т ) - 1 чел. машинист передвижной электростанции 6 разряда (М()) - 1 чел. электромонтер по ремонту и обслуживанию электрооборудования 6 разряда (Э ) - 1 чел. а также орудий труда машины, оборудование, инструмент, приспособления, инвентарь приведены в табл. 10.5. [c.168]
Сварочная установка обеспечивает контактную сварку труб непрерывным оплавлением в автоматическом режиме (рис. 10.5). Основные агрегаты и узлы машина сварочная штанга блок электроаппаратуры и вспомогательных устройств. [c.169]
Состав звена сварщик на машинах контактной (прессовой) сварки (Сь С ) - 2 чел. монтажник наружных трубопроводов (Т ) - 1 чел. машинист крана-трубоукладчика (М(, М5) - 2 чел. машинист передвижной электростанции (М(,)- 1 чел слесарь-электрик по ремонту оборудования (Э6) - 1 чел. [c.170]
Различают следующие виды сварки автоматическую и полуавтоматическую под слоем флюса со свободным и принудительным формированием шва, стыковую контактную, ручную электродуговую, газовую ручную, автоматическую и полуавтоматическую в среде углекислого газа. [c.85]
Нормирование контактной электросварки осуществляется по нормативам [21]. Основное время не зависит от типа производства и определяется продолжительностью прямого и обратного хода электрода в этом случае скорость сварки зависит от числа рабочих ходов электрода в минуту. [c.164]
Вспомогательное время при нормировании контактной электросварки не подразделяется на укрупненные комплексы, как это принято для электродуговой сварки. В состав вспомогательного времени включается время на выполнение следующих элементов операции установку и съем детали и узла, крепление и открепление всех деталей и узла на шаг или одно перемещение клещей, зачистку электрода при сварке алюминиевых сплавов и нержавеющих сталей. [c.164]
| Таблица 6 Расчет нормы штучного времени па контактную сварку | 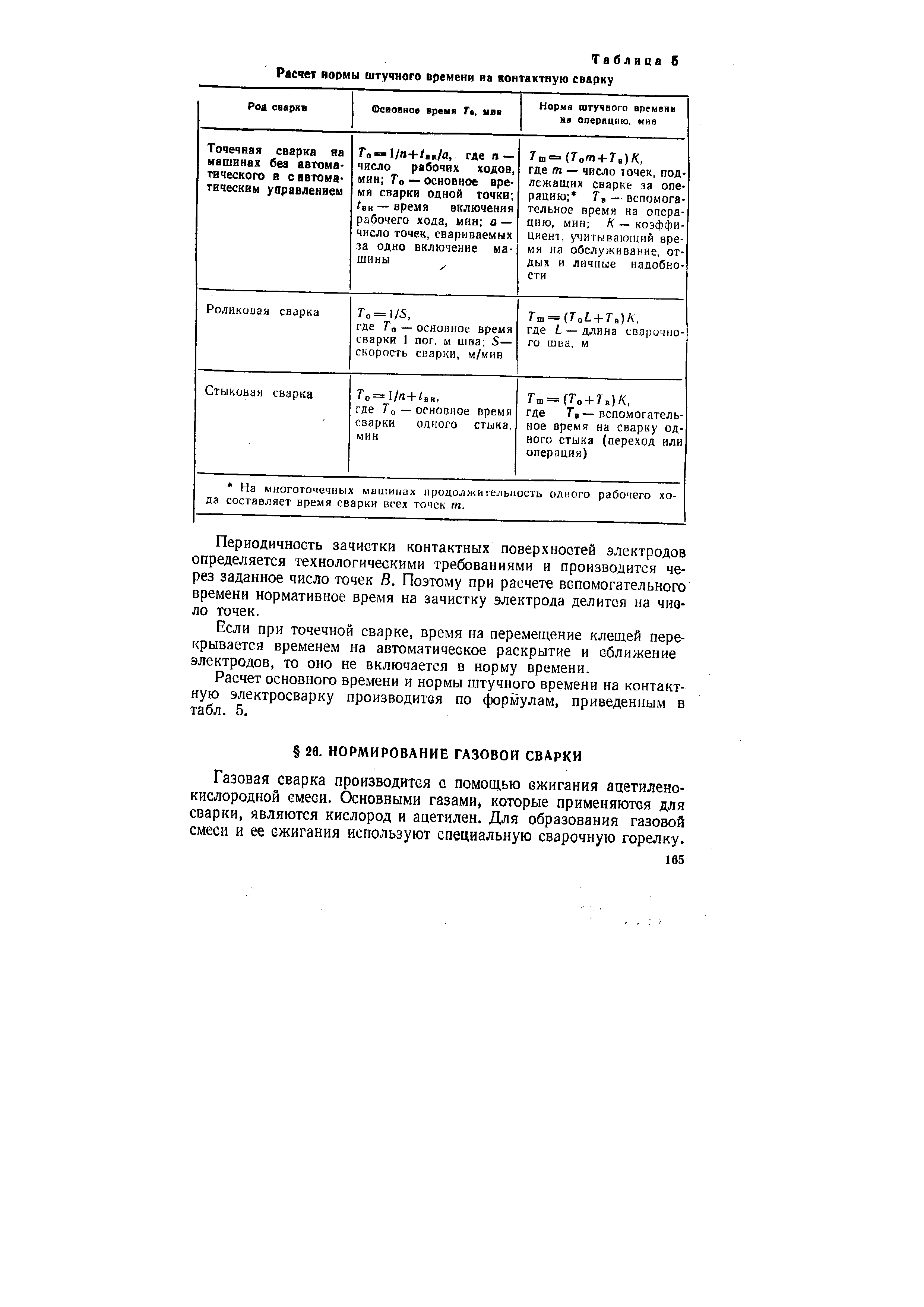 |
Организована мастерская по. ремонту и изготовлению вентиляционных систем (приобретена машина для контактной сварки и ЗИГ-машина). [c.138]
Как видно из табл. 17, при сборке и сварке труб на механизированной базе (БТС) доля ручного труда на 0,7% выше, чем при выполнении тех же работ на традиционной базе. При контактной сварке труб доля ручного труда меньше, чем на этих базах, но тем не менее при автоматизации большинства процессов составляет существенную долю 22,3%. Только при учете изменения затрат труда на один стык, т. е. при повышении производительности труда через посредство интегрального показателя динамики ручного труда, можно установить действительное уменьшение и долю-ручного труда одного вида и организации производства сборки и сварки труб по сравнению с другим методом выполнения этих работ. Если по сборке и сварке труб на традиционной базе доля ручного труда составляет 35%, то на механизированной базе по сравнению с ней только 13,2%, а при контактной сварке труб по сравнению с базой БТС 7,8%. [c.188]
В настоящее время при сооружении трубопроводов применяют автоматическую дуговую сварку под слоем флюса, механизированную (полуавтоматическую и автоматическую) в среде углекислого газа, контактную дуговую, сварку порошковой проволокой, ручную дуговую. [c.46]
Примечание. Подготовительные работы по контактной сварке выполняются непосредственно на трассе и в таблицу в раздел Сварка на сварочной базе помещены условно. [c.361]
Установки для автоматической сварки труб на сварочной базе . ... То же, для контактной сварки . ...... [c.362]
Для агрегатов передвижных с двигателями внутреннего сгорания, используемых на предприятиях Мингазпрома, к нормам амортизационных отчислений на полное восстановление применяют коэффициент 1,25 и на капитальный ремонт — 0,9, а для машин контактно-стыковой сварки труб на полное восстановление — 1,4. [c.416]
Машины для контактной сварки (точечной, стыковой, шовной) номинальной мощностью, кВа до 50 . ............... 23,4 11,0 12,4 [c.417]
НОРМАТИВЫ ДЛЯ РАСЧЕТА НОРМ РАСХОДА МАТЕРИАЛОВ НА КОНТАКТНУЮ СВАРКУ [c.516]
МПС. Нормативы времени по нормированию электродуговой, газовой, контактной сварки и резки металла, Трансжелдориздат, 1950. [c.546]
Машины для контактной сварки 12,4 12,4 [c.100]
Машины для контактной сварки (точечной, стыковой, шовной) номинальной мощностью, кВА [c.104]
Сварочные трансформаторы До 10 11-50 51-100 10 5 3 1 1 2 Складской резерв для машин контактной сварки и сварочных автоматов не предусматривается [c.150]
Машины контактной сварки [c.151]
Среди механизированных способов сварки ведущее место занимает контактная, автоматическая, полуавтоматическая, под флюсом и сварка в защитных тазах. Эти прогрессивные способы сварки постепенно вытесняют ручную сварку. По опыту ряда металлургических заводов замена ручной электросварки автоматической уменьшает расход электроэнергии на 5—7%. [c.246]
Примечательно, что при изготовлении сварных конструкций доля контактной сварки составляет более 35% общего объема сварочных работ. 246 [c.246]
Завод Электрик в 1966 г. освоил в производстве выпуск новых машин для контактной точечной сварки изделий из малоуглеродистых сталей. На машине типа МТ-1201 можно сварить металл толщиной 0,5—5 мм, а на машине типа МТ-1603 0,8—6,5 мм. Новая конструкция более легкая и наиболее экономичная, позволяет уменьшить электрическое сопротивление и сократить расходы электрической энергии. [c.247]
Электрическая контактная сварка является одним из наиболее производительных методов соединения. О том, [c.252]
Для получения кольцевых герметичных швов методом контактной шовной сварки разработана новая машина, краткое описание которой приводится ниже. [c.253]
Накоплен опыт эксплуатации стационарных установок для контактной сварки секций труб диаметром 114—530 мм. Создан и внедряется комплекс машин и механизмов Север-1 для контактной сварки труб диаметром 1420 мм этот уникальный и автоматизированный сварочный комплекс для электроконтактной автоматической сварки труб большого диаметра по производительности (она выше ручного способа в десятки раз) не имеет себе равных в мире. Ведутся работы по переходу к механизированной дуговой сварке неповоротных стыков труб большого диаметра самозащитной порошковой проволокой. Для сборочно-сварочпых работ в полевых условиях создано и апробировано на трассе специальное оборудование — комплекс Стык , позволяющий в 2—3 раза повысить производительность труда по сравнению с ручной дуговой сваркой и обеспечить высокое ка-честпо соединений. [c.66]
При этом применяют только такие методы сварки, которые обеспечивают надежную плотность сварного соединения предел прочности сварного соединения не менее нижнего предела прочности металла труб угол загиба не менее 120° при всех видах алектродуго-вой сварки и не менее 100Э при газовой и контактной сварках. [c.85]
Для соединения полиэтиленовых труб применяют контактную сварку встык или враструб. Соединяемые поверхности нагревают до 200° С, после чего концы труб сближают и осаживают под давлением. Винипластовые трубы сваривают и склеивают. [c.91]
Сварка представляет собой процесс получения неразъемного соединения деталей путем расплавления евариваемых кромок и на-плавления на них присадочного материала или без наплавления металла — при контактной сварке. [c.161]
Несмотря на сравнительно небольшую долю по стоимости (около 3,5%) в общих затратах на сооружение линейной части трубопровода, но значительную по затратам труда (около 12%), сварочно-монтажпые работы являются одними из основных видов работ, от которых во многом зависят темпы прокладки трубопроводов и надежность их в эксплуатации. С увеличением диаметров строящихся трубопроводов относительно возрастает объем свардчных работ и они в большей мере определяют темп прокладки трубопроводов. В настоящее время в трубопроводном строительстве наиболее широко применяются следующие методы сварки электродуговая, газоэлектрическая, автоматическая и электро контактная. [c.76]
Внедрен и продолжает совершенствовать процесс изготовления деталей сложного профиля методом холодной пластической деформации (вальцевания). Вальцевание производится полуавтоматически, при этом обеспечивается высокая стабильность геометрических размеров детали и высокий класс чистоты поверхности. Кроме того, широко применяется штамповка взрывом, электрохимическая, виброполировальная, гидроабразивная и другие виды обработки, что обеспечивает высокую чистоту поверхности изделий почти свободной от напряжений, а применение полуавтоматической и автоматической рельефно-контактной, электронно-лучевой, импульсной и других прогрессивных способов сварки создает высокое качество соединений. [c.57]
Расход сварочной проволоки и флюса при сварке электрозаклепками и расход меди на электроды при контактной сварке приводятся в табл. 11. [c.451]
Пистолет для контактной точечной сварки Усилие на электроде 20 кгс ПТЛ-2 Пистолет 0,25X0,15 щит управления О.ЗОХ Х0.40 ПВ — 8% 2000 А 24 [c.208]
Для научно-технических комплексов Украины характерным явилось создание мощной опытно-конструкторской и экспериментально-производственной базы, в которой занято до половины общего персонала. Деятельность комплексов строится на основе сквозного планирования. Работа в подобных условиях принесла свои плоды. Так, научно-техническому комплексу Институт электросварки имени Е. О. Патона потребовалось всего 2,5 года, чтобы в содружестве с организациями Миннефтегазстроя создать уникальное оборудование для контактно-стыковой сварки и использовать его при прокладке газопровода Уренгой — Помары — Ужгород . [c.98]
Машина типа МШПС-50 для контактной шовной сварки (рис. 102) предназначена для получения кольцевых герметичных швов диаметром 50—200 мм в конструкциях, содержащих детали разной толщины из нержавеющей стали марки 1Х18Н9Т. На машине можно производить сварку в двух взаимно перпендикулярных направлениях с регулировкой в пределах 45°. Электрическая схема управления осуществляет автоматический цикл работы с выключением машины после 10% перекрытия шва. Возможно опробование действия механизмов машины без включения сварочного тока и предварительная сварка изделия в нескольких точках. [c.253]
| Рис. 102. Машина типа МШПС-50 для контактной шовной сварки. |  |