На алюминиевых заводах, а также в других производствах, применяющих электролиз, большие потери электроэнергии происходят из-за увеличения плотности тока выше экономически выгодной. В этих случаях увеличение сечения анодов, улучшение состава электролита, усиление ошиновки и внедрение автоматического регулирования позволяют одновременно обеспечить снижение удельных расходов электроэнергии и повышение производительности ванн. [c.53]
Например, на одном алюминиевом заводе в проверке использования энергоресурсов принимали участие 380 чел. Активисты народного контроля выявили много недостатков. Они установили, что самые большие потери электроэнергии происходят из-за частых нарушений технологического режима работы электролизных ванн. Дирекция завода внимательно отнеслась к предложениям участников проверки. Были приняты необходимые меры. В результате только за квартал сэкономлено против удельных норм более 6 млн. кет ч электроэнергии. [c.280]
Межзаводская школа по обмену опытом в деле экономии электрической энергии на алюминиевых заводах была организована в Свердловске. В работе школы приняли участие главные инженеры, главные технологи заводов, ученые Уральского политехнического института, начальники цехов, мастера, бригадиры, рабочие электролизных и глиноземных цехов. Участники школы, работники одного алюминиевого завода, несколько дней находились на другом алюминиевом заводе, где непосредственно в цехах знакомились с постановкой дела, обменивались опытом работы, изучали эффективные мероприятия, учились сваривать медные и алюминиевые шины, измерять сопротивления сварных контактов, делились опытом высокопроизводительных и экономичных методов ведения процесса электролиза алюминия с наименьшей затратой электрической энергии. По итогам на каждом заводе проводились совещания, на которых главные энергетики сообщали о мероприятиях по экономии электроэнергии, а слушатели школ обменивались мнениями, давали свои предложения и, если требовалось, передавали чертежи, фотографии и описания отдельных мероприятий по экономии электроэнергии. В процессе занятий слушатели знакомились с работами кафедры легких металлов Уральского политехнического института по сокращению расхода электроэнергии при производстве алюминия. В результате были приняты рекомендации по пересмотру технических норм на сопротивления контактов ошиновки электролизных ванн, осуществлению быстрейшего перехода на удлиненные штыри, реконструкции преобразовательной подстанции и проведению других мероприятий, обеспечивающих по двум заводам годовую экономию электроэнергии в 50 млн. кет ч. [c.281]
Электролизные ванны, питаемые током в 45 000— 160 000 а, имеют среднее напряжение 4,3—4,7 в. Напряжение на серии составляет при последовательном включении 120—150 ванн, соединенных с помощью сборных алюминиевых шин, 700— [c.331]
Современные алюминиевые ванны технически недостаточно совершенны. К основным недостаткам их относятся 1) невысокий коэффициент использования электроэнергии (около 35%) 2) недостаточная механизация и автоматизация операций обслуживания ванн 3) малая эффективность газоотсоса 4) сравнительно небольшой срок работы ванны. [c.331]
На второй стадии металл извлекается электролитическим восстановлением окиси алюминия, растворенной в расплавленном криолите (последний представляет собой натриево-алюминиевый фторид, но он действует только как растворитель). Этот электролиз происходит в графитовых ваннах, которые играют роль катода, графитовые стержни используются в качестве анодов. [c.267]
Алюминий осаждается на дне ванн, откуда он затем выкачивается. Затем он отливается в блоки, болванки, чушки, слябы, заготовки проволоки и т.д., что происходит обычно после рафинирования. Повторяя электролиз, можно добиться получения почти чистого алюминия. Алюминий может также быть получен обработкой некоторых других руд, таких как лейцит (двойной силикат алюминия и поташ), путем переплавки алюминиевых отходов и лома или переработкой остатков [c.267]
| Рис. 10. Катодный сварной контакт Рис. 11. Болтовой кон-медь-алюминий, выполненный из не- такт шинка-штырь анода реходных медно-алюминиевых пла- алюминиевой ванны, стин. | 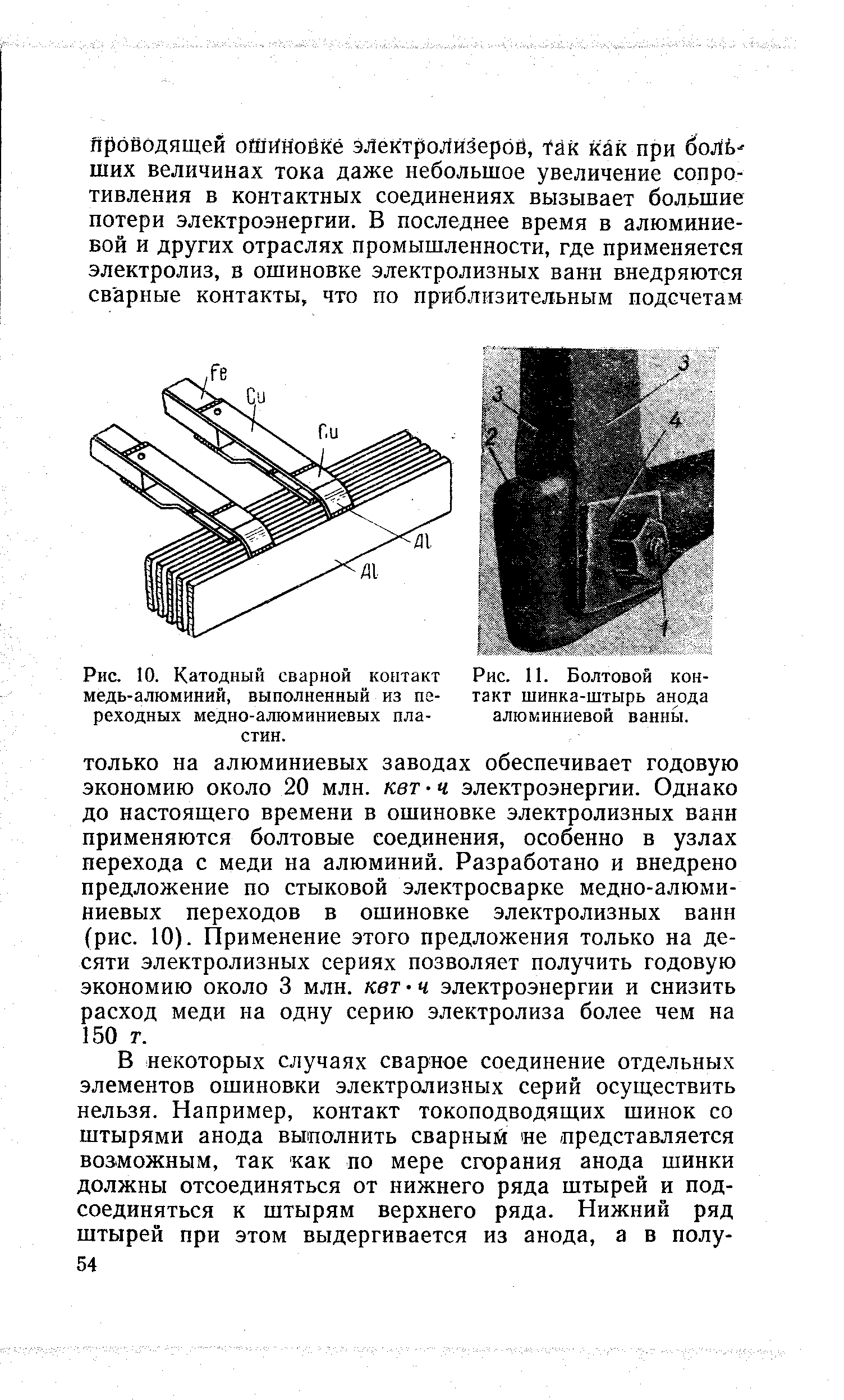 |
Процесс осаждения цинка электролитическим путем из растворов осуществляется в электролизных ваннах, в которых катодом является алюминиевый лист, а анодом — свинец или его оплав, не растворимый в данной среде. Известно, что главным источником потерь является внутреннее сопротивление ванн, достигающее 80% [c.56]
На Богославском алюминиевом заводе по предложению группы инженеров введена новая кокструкция шахты алюминиевого электролиза с порогом в нижней части шахты. Угольная футеровка шахты ванны монтируется таким образом, чтобы шахта имела в нижнем основании уменьшенное сечение за счет порога (искусственной настыли) по всему периметру. Высота порога составляет 60 [c.60]
На Сумгаитском алюминиевом заводе изменили способ пуска алюминиевых электролизеров и вместо ранее применявшегося метода пуска ванн на пусковой вспышке (без анодного эффекта) применили новый способ пуска ванн как (после капитального ремонта, так и при вводе новых корпусов электролиза алюминия. Пуск без вспышки отличается тем, что электролита заливают больше (три ковша вместо двух), после чего поднимают напряжение до 10—11 в (вместо 35—40 в). Весь загруженный в ванну материал успевает переплавиться за 6—8 ч без перемешивания. Затем поверхность электролита очищается от угольной лены и присыпается фтористым натрием либо криолитом для создания корки. При новом способе улучшаются условия труда и выравнивается энергетический режим серии, так как напряжение пуска снижается на 25—30 в. [c.61]
Пример. По плану модернизации электролизных ванн предусматривается замена тяжелой ошиновки этих ванн, выполненной 16 алюминиевыми шинами общим сечением Sj = 16 (29X250) = 116 000 мм2 на ошиновку из 14 шин размером 35X360 мм2 Sz = 14X (35X360) = 176400 мм2. [c.335]
За последние годы в достаточной мере механизированы трудоемкие операции обслуживания ванн, что позволило приступить к автоматизации. Важнейшим вопросом является автоматическое регулирование положения анода и контроль технологических параметров ванны. Наиболее совершенной схемой автоматического регулирования положения непрерывного самообжигающегося анода является централизованная — групповая по заданному сопротивлению электролита в междуполюсном расстоянии , разработанная ЦЛА— ВАМИ — УАЗ, которая нашла применение на ряде алюминиевых заводов Советского Союза. Эта система регулирования положения анода и контроля технологических параметров с централизованной и громкоговорящей диспетчерской связью позволяет улучшить управление работой ванн и снизить расход электроэнергии па 0,8—1,1% за счет автоматического поддержания постоянного установленного сопротивления в междуполюсном расстоянии. [c.338]