Система централизованного оперативного руководства, регулирования и контроля технологических процессов, организации производства, например, перекачки нефти и нефтепродуктов по магистральному трубопроводу или обеспечение производства необходимыми материальными ресурсами и т.п., при помощи технических средств связи, автоматики и телемеханики. [c.402]
I Статистический контроль технологического процесса [c.124]
Основой разработки нормативов численности лаборантов являются оптимальные графики лабораторного контроля технологических процессов и качества товарной продукции, а также нормы времени на лабораторный контроль сырья, готово продукции, полуфабрикатов и параметров технологического процесса. [c.82]
| Рис. 21.9. Карта контроля технологического процесса. | 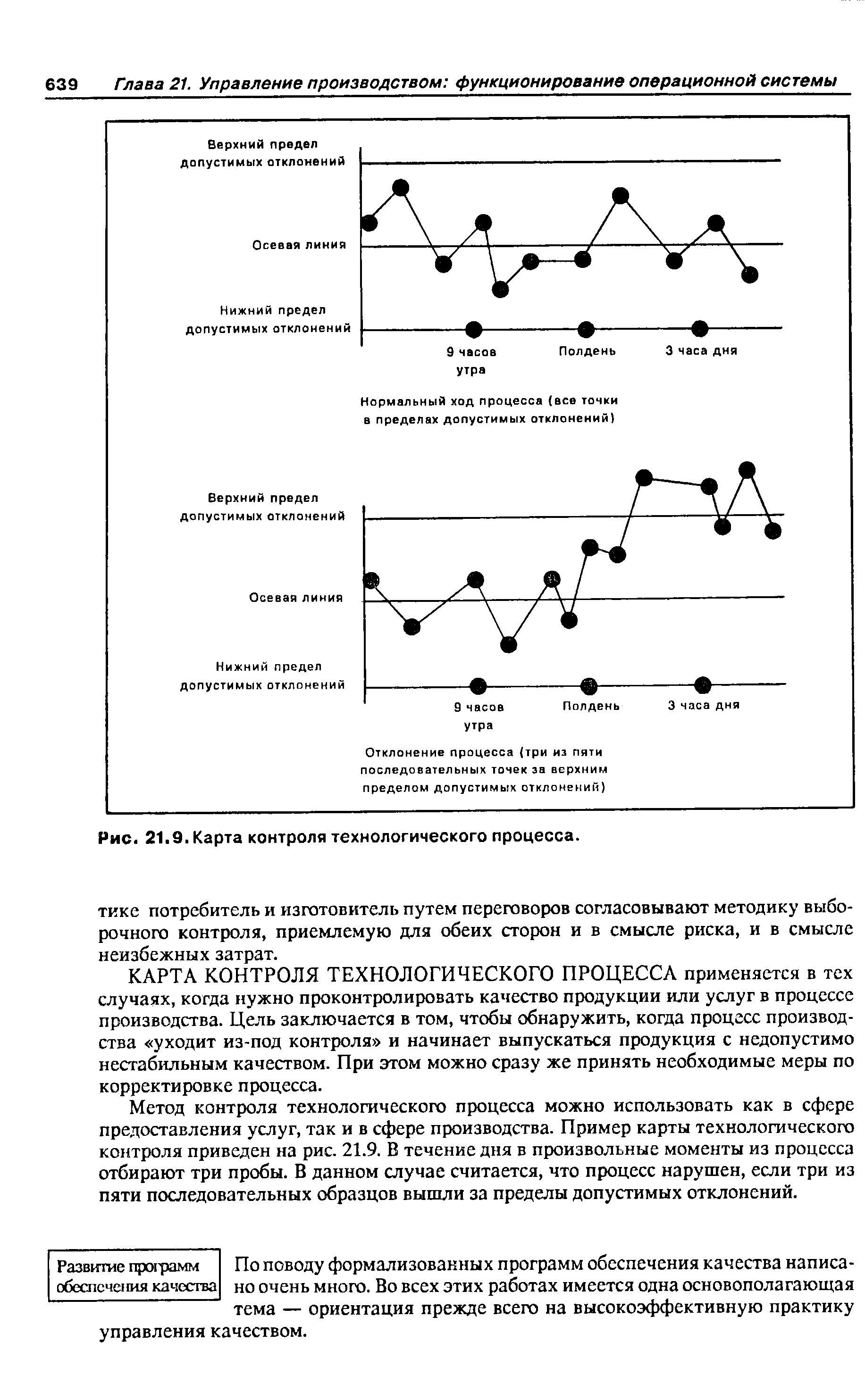 |
КАРТА КОНТРОЛЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА применяется в тех случаях, когда нужно проконтролировать качество продукции или услуг в процессе производства. Цель заключается в том, чтобы обнаружить, когда процесс производства уходит из-под контроля и начинает выпускаться продукция с недопустимо нестабильным качеством. При этом можно сразу же принять необходимые меры по корректировке процесса. [c.639]
Метод контроля технологического процесса можно использовать как в сфере предоставления услуг, так и в сфере производства. Пример карты технологического контроля приведен на рис. 21.9. В течение дня в произвольные моменты из процесса отбирают три пробы. В данном случае считается, что процесс нарушен, если три из пяти последовательных образцов вышли за пределы допустимых отклонений. [c.639]
Контроль технологического процесса используется для контроля качества продукции или услуг в ходе самого процесса их производства. Цель контроля технологического процесса заключается в том, чтобы обнаружить отклонения процесса, влияющие на качество, и вовремя принять соответствующие меры по корректировке процесса. [c.641]
Объясните разницу между выборочным приемочным контролем и контролем технологического процесса. [c.642]
Нынешняя озабоченность американских организаций вопросами управления производительностью была обусловлена возросшей конкуренцией на мировом рынке и периодом экономического спада 1980 — 1982 гг. Спад, естественно, означал сокращение спроса на новые автомашины. Вместе с тем иностранные автомобилестроители имели значительное преимущество по производительности труда. Японцы, например, затрачивали на изготовление одной машины 1,6 рабочих дня, немцы — 2,7 дня, американцы — 3,8 дня. На производство одного японского автомобиля затрачивалось на 1000 —1700 долл. меньше, чем автомобиля Дженерал Моторс . Из них только 450 долл. приходилось на разницу в зарплате и льготах. Основной рост производительности объяснялся применением статистического контроля технологического процесса, автоматики, робототехники, более совершенной системы управления материально-техническими запасами, более преданной рабочей силой. Этот перевес ощущался через цену и качество автомобилей, сбыт которых на рынке США резко увеличился, что еще более усилило и без того неблагоприятные последствия экономического спада. [c.655]
Организация контроля технологической дисциплины в вспомогательных цехах. [c.87]
Технический контроль представляет собой деятельность, направленную на проверку соблюдения нормативов качества продукции и обеспечивающих его условий производства. Проверка качества сырья, материалов и продукции на протяжении всего периода их движения и контроль технологического процесса на каждом этапе переработки сырья создают предпосылки для получения продукта стандартного качества на следующем этапе. Техническим контролем должны быть охвачены сырье и материалы, технологический процесс, полуфабрикаты, продукция, тара и упаковка, отгрузка продукции. [c.105]
Подсистема предназначена для разработки и прогнозов повышения качества, которые являются ориентиром для разработки планов стандартизации, технической подготовки производства, контроля технологических процессов и качества продукции. [c.122]
Результаты исследований, аттестации и производства партии СОП оформляют в виде научно-технического отчета, утвержденного предприятием (организацией) в соответствии с требованиями к оформлению результатов, установленными руководителем предприятия (организации). Каждый экземпляр СОП должен иметь этикетку с указанием предприятия (организации>разработчика и изготовителя СОП, наименования СОП и его номера по отраслевому реестру (для СОП, применяемых для контроля продукции) или по реестру предприятия (для СОП, предназначенных для контроля технологических процессов). [c.20]
Контроль качества продукции нефтепереработки и нефтехимии обеспечивается оперативным непрерывным контролем технологических потоков производств с помощью поточных промышленных анализаторов состава и свойств веществ лабораторным периодическим контролем качества технологических потоков и товарных продуктов с применением как аналитических химических методов контроля, так и лабораторных инструментальных средств. [c.35]
Статистический контроль технологических процессов является активной формой контроля, так как его цель - предупреждение и установление, причин брака. [c.159]
Общая схема статистического контроля качества состоит из следующих этапов 1) отбираются небольшие выборки изделий периодически или по специальному алгоритму 2) изделия выборки проверяются, чтобы для каждого изделия определить значение контролируемого признака х 3) выборочные значения х (х1г х2, х3,. ..,х ) заносятся в контрольную карту, в которой указываются допустимые контрольные границы признака х 4) по расположению точек х на контрольной карте относительно контрольных границ принимается решение о годном изделии или браке при приемочном статистическом контроле или о необходимости вмешательства в технологический процесс при статистическом контроле технологического процесса. [c.160]
Контроль первых двух видов осуществляют лаборатории, третий вид (визуальный контроль) — технологические бригады, работники технических служб. [c.181]
Обеспечение контроля технологических процессов. [c.196]
Входной контроль технологического оборудования, поставляемого заказчиком, осуществляется в трассовых условиях линейными [c.128]
Нынешняя озабоченность американских организаций вопросами управления производительностью была обусловлена возросшей конкуренцией на мировом рынке в период экономического спада 1980—1982 гг., когда упал спрос на новые автомашины. Иностранные автомобилестроители по сравнению с американскими имели значительное преимущество по производительности труда (например, японцы затрачивали на изготовление одной машины 1,6 рабочих дня, немцы — 2,7 дня, а американцы — 3,8 дня). Затраты на производство одного японского автомобиля были меньше, чем американского, даже с учетом разницы в зарплате и льготах. Преимущество в производительности было обусловлено применением статистического контроля технологического процесса (обеспечивающим бездефектное производство), внедрением в производственный процесс автоматики, робототехники, более совершенной системы управления материально-техническими запасами, более эффективной и преданной работой персонала. В конечном счете, это определило конкурентное преимущество в цене и качестве японских автомобилей на американском и мировом рынке. [c.401]
В отдельных производствах (стекольное, керамическое, литейное и др.), где средства производства не обеспечивают полного контроля технологических процессов, допускается планирование брака. [c.136]
Логистика — это планирование, реализация и контроль технологически и экономически эффективных процессов перемещения и складирования грузов, материалов, полуфабрикатов и готовой продукции, а также передача соответствующей информации от места производства к местам потребления в соответствии с интересами потребителей . [c.28]
При контроле технологических процессов и характеристик продукции целесообразно применять статистические методы. [c.159]
Административный контроль Технологический контроль Ревизия Аудит [c.227]
Проектирование процесса. На этой фазе свойства (параметры качества) запроектированного продукта трансформируются в конкретные технологические операции, обеспечивающие получение продукта с заданными свойствами. Здесь определяются основные параметры каждой операции и выбираются методы их контроля. На этапе разработки технологического процесса изготовления продукта обязательно должна быть разработана система контроля технологического процесса и предусмотрены пути даль- [c.294]
Текущее управление качеством связано с контролем технологических процессов. Определяются контрольные параметры технологического процесса. Выход за пределы допустимого диапазона контрольных параметров может привести к выпуску бракованной продукции. Отклонения параметров происходят под воздействием случайных факторов. Для контроля качества технологических процессов применяются статистические методы. [c.213]
Текущее управление качеством связано с контролем технологических процессов [c.229]
Одним из важнейших направлений ускорения научно-технического прогресса, повышения его эффективности является широкомасштабная комплексная автоматизация отраслей народного хозяйства, включая создание и внедрение гибких автоматизированных производств, роторно-конвейерных линий, промышленных роботов, автоматизированного оборудования со встроенными системами управления, прецизионного оборудования, высокоточной измерительной техники, автоматизированных средств контроля технологических процессов и технологического оборудования, обеспечение их надежности, а также широкое использование интегрированных систем. Выпуск этих средств значительно увеличится в двенадцатой пятилетке (см. табл. 1). [c.36]
Предусматривается значительное расширение ассортимента биохимических препаратов, особо чистых химических веществ для электроники и монокристаллов для оптических квантовых генераторов, а также внедрение автоматизированных методов контроля технологических процессов для производства химических реактивов. [c.149]
Фирма Б. За тот же период фирма Б затратила на качество 50 000 долл. — на совершенствование методик по разработке требований к качеству изделия в процессе проектирования, оценку качества проекта, инструкций по системе качества и контроля технологического процесса. Ежемесячно фирма расходует порядка 20 тыс. долл. на обучение персонала вопросам контроля и обеспечения качества. А также планирует 10 тыс. долл. на совершенствование работы по операционному контролю качества. На проверку и обслуживание инструментов измерительной аппаратуры расходы распределяются по месяцам приблизительно равномерно и равны в среднем 18 755 долл. На устранение неисправностей поставщиком было затрачено 8450 долл., а на корректировку обнаруженного брака — 725 долл. [c.113]
Излагается широкий круг вопросов, связанных с решением важнейшей зйдачи 10-й пятилетки — повышения качества работы. Приводятся классификация признаков качества продукции, методика их количественной оценки, описан процесс формирования качества изделий при проектировании и методы обеспечения необходимого уровня качества на этапе их изготовления. На основе обобщения опыта предприятий проанализированы основные рычаги управления качеством бездефектный труд, контроль технологических процессов, разработка и внедрение стандартов, анализ дефектов и др. Рассмотрено взаимодействие системы управления качеством с другими системами управления предприятием. [c.103]
Внедрение КС УКСП начали с одного из основных элементов, а именно системы операционного контроля качества. С этой целью трест Мосоргстроя и Госархстройконтроль разработали Единый маршрутный журнал операционного контроля оценки качества и промежуточной технической приемки отдельных видов работ г. конструктивных элементов при возведении жилого здания . С помощью журнала производится учет результатов операционного контроля технологической последовательности и правильности выполнения строительных процессов и операций. [c.266]
Статистические методы контроля технологических процессов применяются, например, на участках резки пластин для полупроводниковых приборов. Данные статконтроля используются для подналадки станков. Результаты контроля до и после подналадки оборудования заносятся в таблицу. [c.160]
Тагиев В. Г., Титаренко В. И. Оперативный контроль технологических режимов работы скважин.—Автоматизация, телемеханизация нефтяной промышленности, 1977, № 7, с. 4—6. [c.236]
Микропроцессорная система автоматизации неф- теперекачивающих станций (НПС) [3] служит для управления технологическим процессом транспорти-1 рования и хранения нефти и нефтепродуктов, а так-1 же природного газа на магистральных нефтепрово-1 дах, а также для непрерывного измерения и контроля технологических параметров (давления, температуры, параметров вибрации, силы и напряжения переменного тока) при управлении НПС. [c.139]
Системы нечеткой логики (fuzzy logi s systems) могут оперировать с неточной качественной информацией и объяснять принятые решения, но не способны автоматически усваивать правила их вывода. Вследствие этого, весьма желательна их кооперация с другими системами обработки информации для преодоления этого недостатка. Подобные системы сейчас активно используются в различных областях, таких как контроль технологических процессов, конструирование, финансовые операции, оценка кредитоспособности, медицинская диагностика и др. Нейронные сети используются здесь для настройки функций принадлежности нечетких систем принятия решений. Такая их способность особенно важна при решении экономических и финансовых задач, поскольку вследствие их динамической природы функции принадлежности неизбежно должны адаптироваться к изменяющимся условиям. [c.207]
Вспомогательное программное обеспечение контроллера передает информацию от счетчиков к компьютеру верхнего уровня. В компьютере, работающем под управлением Windows NT, возможно в автоматическом режиме выполнение различных задач, таких как отображение и хранение принимаемой информации, управление базами данных, контроль технологических процессов, поддержка единого астрономического времени во всей системе, отслеживание внештатных или запланированных событий в системе [4.15]. [c.107]