Таким образом, в условиях серийного и мелкосерийного производства для преобладающей и весьма разнообразной номенклатуры деталей основным направлением внедрения поточных методов работы является организация поточно-группового производства путем создания многопредметных групповых поточных линий с быстропереналаживаемой оснасткой. [c.30]
Расчет параметров многопредметной групповой поточной линии [c.195]
Многопредметные групповые поточные линии [c.296]
Расчет параметров многопредметной групповой поточной линии осуществляется в последовательности, приведенной на [c.223]
| Рис.3.17. Блок-схема расчета параметров многопредметной групповой поточной линии | 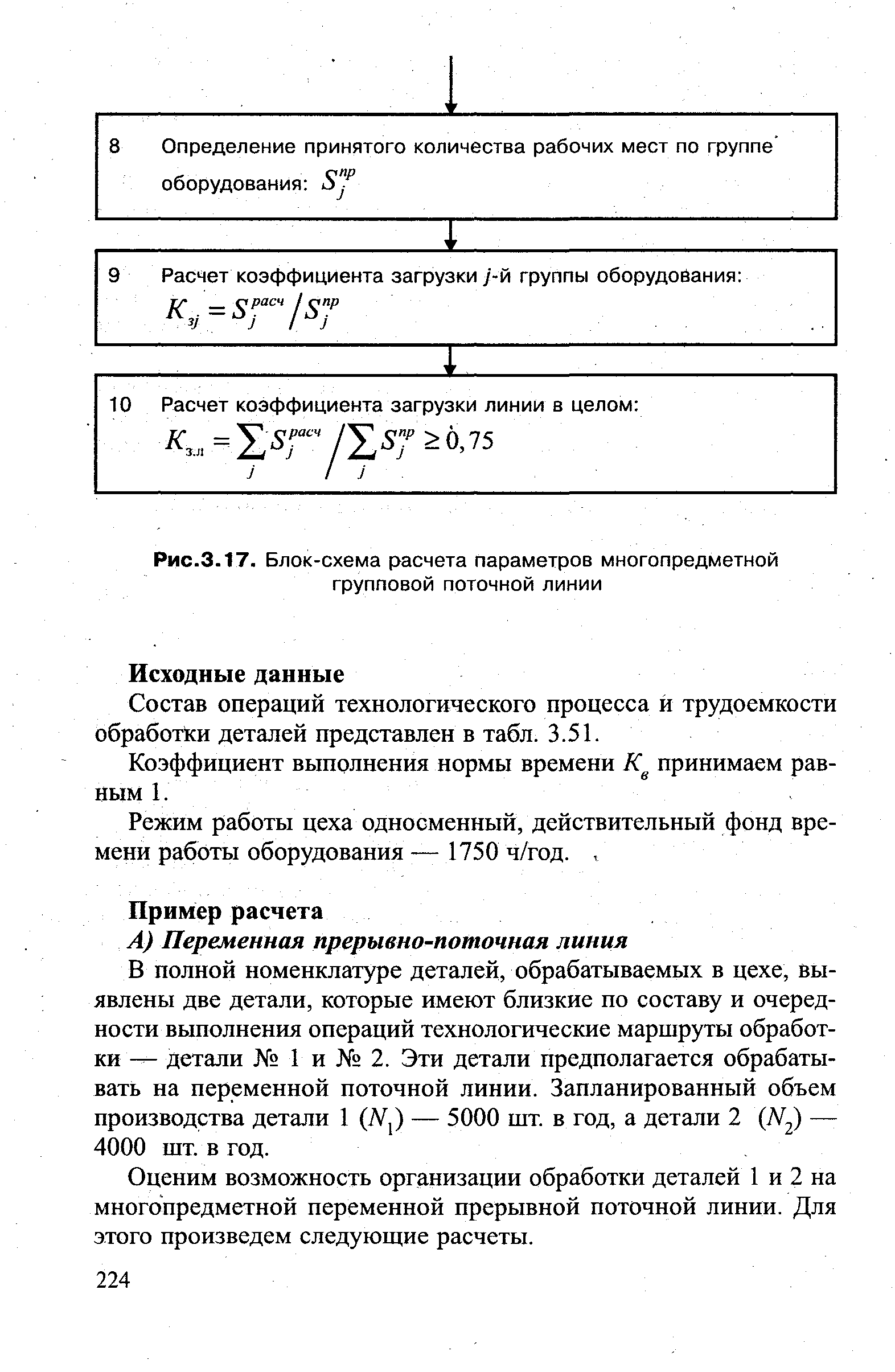 |
На основе обобщения практических материалов по эксплуатации более 700 поточных линий на отечественных машиностроительных заводах автором установлено [22 ], что при значениях К м > > 0,75 возможна организация однопредметных линий, при 0,2 < < Км < 0,75 — многопредметных переменно-поточных линий и при К м С 0,2 — групповых поточных линий. [c.31]
Таким образом, в отличие от расчета потребного оборудования по однопредметным и многопредметным переменно-поточным линиям, где он ведется по каждой операции линии по соотношениям операционного времени и такта производства детали, по групповым линиям расчетное количество станков по /-и технологически взаимозаменяемой группе [c.45]
Блок-схема расчета однопредметной, многопредметных переменной и групповой поточных линий (этап 9) приводится на рис. 3.15 —3.17 (гл. 3). [c.434]
В зависимости от характера чередования изготавливаемых предметов различают два принципиальных вида многопредметных поточных линий —- переменные и групповые. [c.193]
Элементы производственной структуры Однопредметные непрерывно-поточные и прерывно-поточные линии, предметно-замкнутые участки Многопредметные поточные линии без переналадки и с переналадкой оборудования, предметно-групповые участки Технологические участки [c.152]
При предметной форме участки специализируются на изготовлении отдельных деталей или группы однородных деталей, разнородных деталей отдельных агрегатов или изделий на изготовлении деталей и сборке отдельных агрегатов на сборке отдельных агрегатов или изделий, однородной группы агрегатов или изделий. На предметных участках замкнутый цикл производства однородной продукции вызывает необходимость выполнения разнородных технологических операций. В зависимости от масштаба производства участки предметной специализации могут быть организованы как предметно-групповые и предметно-замкнутые участки серийного производства или как многопредметные и однопредметные поточные линии крупносерийного и массового производства. [c.241]
На многопредметных поточных линиях осуществляется поочередное или смешанное изготовление нескольких типоразмеров изделий. В первом случае изделия изготавливаются партиями, поэтому существенным признаком является наличие или отсутствие переналадки оборудования при смене на линии партий деталей (заготовок). По этому признаку различают переменно-поточные (последовательно-партионные) и групповые многопредметные потоки. То, что многопредметные потоки совмещают все преимущества поточного производства с достаточной степенью гибкости, позволяет считать их наиболее перспективной ветвью развития поточного производства. Обычно область использования таких линий — это изготовление разнообразных модификаций одного изделия. Пример тому — сборочные линии автомобильных заводов. [c.292]
Групповая оснастка нужна для организации обработки деталей разных типов и быстрого перехода от обработки деталей одного типа к обработке деталей другого типа, т. е. для формирования гибких многопредметных поточных линий. [c.82]
Многопредметные поточные линии не всегда возможно полностью загрузить. Это вызывает необходимость организации их в двух формах групповой и переменно-поточной линии. [c.80]
Многопредметные поточные линии создаются в серийном и мелкосерийном производстве. Различают переменно-поточные, партионно-групповые и комплектно-групповые линии. [c.255]
Поставленная цель реализуется посредством создания групповых, многопредметных поточных линий и использования принципа вытягивания в управлении ходом производства. Основными правилами организации производственного процесса в этом случае являются [c.422]
Многопредметные линии разделяются на переменно-поточные и групповые. [c.28]
Г. м. о. является технологич. основой внедрения поточных форм организации в условиях серийного произ-ва. Способствуя синхронизации операций, уменьшению затрат времени на переналадку и сокращению простоев при смене объектов, Г. м. о. облегчает формирование многопредметных поточных и автоматич. линий. Ярче всего принципы Г. м. о. проявляются в групповом потоке. [c.180]
Многопредметные групповые поточные линии (МГПЛ) — это такие линии, на которых технологически родственные изделия, со- [c.296]
Другой важной предпосылкой организации многопредметных, и в частности, групповых поточных линий явилось широкое использование на практике идеи типизации технологических процессов, выдвинутой и научно разработанной около 30 лет назад д-ром техн. наук проф. А. П. Соколовским. [c.7]
По номенклатуре обрабатываемых изделий различают одно-предметные (однономенклатурные) и многопредметные (многономенклатурные) поточные линии. Однономенклатурные поточные линии характеризуются производством одного вида изделий и постоянно действующим технологическим процессом. Многономенклатурные поточные линии характеризуются изготовлением на них более чем одного изделия. В зависимости от количества изготовляемых изделий различают две основные формы многономенклатурных линий групповые и переменно-поточные. [c.80]
По разнообразию обрабатываемых на поточной линии изделий различают однопредметные и многопредметные поточные линии. На однопредметных линиях обрабатывается в течение плановрго периода только один предмет. Это узко специализированная поточная линия. На многопредметных поточных линиях обрабатьь вается определенная номенклатура, как правило, однородных предметов. Количество предметов обработки колеблется от двух до нескольких десятков в зависимости от вида потока. Существуют два основных вида поточных многопредметных линий переменные поточные линии и групповые поточные линии. На переменных поточных линиях обрабатывается относительно небольшое количество изделий — как правило, не более пяти. В каждый конкретный момент времени на переменной линии обрабатывается только один предмет, но в течение планового периода обработке подвергаются все закрепленные за линией предметы. Таким образом, каждый предмет обрабатывается в течение своего частного периода времени (частного временного фонда работы линии). Групповые поточные многопредметные линии по характеру организации их деятельности наиболее близки к целевым производственным участкам. На них одновременно обрабатывается, как правило, несколько закрепленных за ними деталей (или обработке подвергаются все детали). [c.219]
Г. п.— одна из разновидностей многопредметных поточных линий. Каждый станок, включенный в Г. п., выполняет определенную группу закрепленных за ним детале-операций. Для этого широко применяются групповые приспособления с постоянными наладками (ГПП), многопозиционные и многоместные устройства и приспособления для крепления инструмента и для одновременной обработки разных деталей. В связи с этим универсальное оборудование, включаемое в Г. п., подвергается значительной модернизации. Станки размещаются в технологич. последовательности операций, обычно по обе стороны транспортного устройства. При нек-ром различии маршрутов не каждый станок обязательно участвует в обработке всех деталей. Закрепленная за линией группа деталей обрабатывается одновременно на разных рабочих местах. В каждый данный момент в Г. п. могут обрабатываться детали различных наименований не только на разных рабочих местах, но и на одном рабочем месте. [c.180]
Повторяемость выпуска изделий в единичном производстве либо отсутствует, либо нерегулярна и не оказывает влияния на существенные особенности производственного процесса. Главная задача ОКПз этих условиях заключается в обеспечении своевременного выполнения разнообразных заказов в соответствии с производственными программами при равномерной загрузке всех звеньев производства и наименее коротких производственных циклах выполнения заказа. Характерной чертой ОКП является тесная связь календарно-плановых расчетов производства с планированием технической подготовки выполнения каждого заказа. В единичном производстве следует увеличивать удельный вес унифицированных и стандартных составных частей выпускаемой продукции. Это позволяет применить групповые технологии, специализированные участки и многопредметные поточные линии по обработке унифицированных деталей и узлов, планировать их производство партиями на склад. [c.199]
Смотреть страницы где упоминается термин Многопредметные групповые поточные линии
: [c.430]Смотреть главы в:
Производственный менеджмент -> Многопредметные групповые поточные линии