Цехи металлоконструкций и котельно-сварочные цехи обычно имеют в своем составе заготовительные отделения, которые занимаются подготовкой металла к сварке (разметка, правка, резка проката и вырезка заготовок, сверление отверстий, обработка кромок, гибка и штамповка) и сборочно-сварочные отделения, которые занимаются сборкой и сваркой узлов и изделий (сборка под сварку, электродуговая ручная сварка, автоматическая электродуговая сварка, зачистка и правка швов, общая сборка конструкций). Сборочно-сварочные отделения в больших цехах подразделяются на отделения сборки и сварки узлов и отделения общей сборки. [c.304]
Технико-экономические показатели цехов металлических конструкций и котельно-сварочных цехов [c.305]
В цехах металлоконструкций и котельно-сварочных цехах применяется двухсменный режим работы. Действительный годовой фонд времени одного рабочего составляет в заготовительном отделении 1855 ч, в сборочно-сварочном отделении 1795 ч при 307 рабочих днях в году и 40-часовой рабочей неделе. [c.306]
Котельно-сварочный цех изготовляет два основных вида продукции заготовки из труб диаметром свыше 2" и сварные емкости и металлоконструкции. Их выпуск сосредоточен в одном цехе по признаку единой технологии производства, основанной на сварке металлических деталей, но с выделением каждого вида продукции в самостоятельный поток. [c.93]
Трубные заготовки в котельно-сварочном цехе изготовляются в значительной степени из деталей, поступающих из других цехов патрубки мелких диаметров — из трубозаготовительного цеха, фланцы и задвижки (после притирки дисков) —из слесарно-меха-нического цеха, отводы — с трубогибочной площадки. Прямые участки труб диаметром свыше 2" отрезаются и подготавливаются под сварку в самом цехе. [c.93]
Основными производственными процессами в котельно-сварочном цехе являются резка и сварка металла. Они должны быть организованы с максимальным использованием наиболее совершенных методов сварки, основанных на применении специальных машин и аппаратов. [c.95]
В связи с тем, что продукция котельно-сварочного цеха представляет собой, как правило, изделия значительного веса, особое значение здесь приобретает механизация внутрицеховых транспортных и такелажных операций. Наиболее совершенным средством механизации в этом цехе, использованными в типовой ЦЗМ, является электрическая кран-балка грузоподъемностью 2 т. При ее помощи можно перемещать внутри цеха поступающую листовую и сортовую сталь, подавать крупногабаритные и тяжелые узлы и детали на стенды и в любое место плаца для сборки и сварки и укладывать готовые изделия на автомашины или на тележку узкоколейного пути для вывоза из цеха. [c.96]
Сборочный плац котельно-сварочного цеха может быть также использован для сборочных операций, производимых в смежном вентиляционно-заготовительном цехе, а кран-балка — как общее средство механизации транспортных и такелажных операций обоих цехов. [c.96]
Число рабочих в котельно-сварочном цехе определяется из расчета трудоемкости изготовления 1 т изделия этого цеха, равной 100 чел.-час. Так, при годовой программе котельно-сварочного цеха типовой ЦЗМ 650 т (в том числе трубные заготовки из труб диаметром свыше 2"—260 т и сварные емкости и металлоконструкции— 390 т) трудоемкость изготовления составит [c.96]
Станочное оборудование котельно-сварочного цеха принимается в минимально необходимом наборе по перечню, проведенному на рис. 15. [c.97]
Ниже приводятся экономические обоснования проектов основных производственных цехов литейных, кузнечных, котельно-сварочных, механических и сборочных. При этом состав технико-экономических данных и показателей и их примерный анализ приводятся для отдельных комплексных проектов цехов. [c.284]
Цехи механические, механосборочные, сборочные, котельно-сварочные, обдирочные, инженерные и лабораторные корпуса [c.226]
Технологические потоки, т. е. движение обрабатываемых деталей каждого из производств, показаны -на рис. 13. Внутренние технологические связи между отдельными производствами ограничиваются кооперированием слесарно-механического цеха с кузнечным и котельно-сварочным последний в своей работе кооперируется также с вентиляционно-заготовительным цехом. Технологические потоки построены таким образом, чтобы обрабатываемые изделия или их детали проходили весь цикл обработки от поступления в ЦЗМ до выхода из нее без возвращения, а также без пересечения других технологических потоков. Этот принцип размещения технологических потоков является обязательным, так как только он обеспечивает необходимый порядок и четкую организацию производства в ЦЗМ. [c.82]
Первый вид продукции — трубные заготовки — представляет собой монтажные узлы и детали коммуникаций отопительных котельных, насосных станций, тепловых вводов, трубные обвязки технологических аппаратов и т. п. К числу емкостей и металлоконструкций, изготовляемых ко-тельно-сварочным цехом, относятся конденсационные баки, расширительные сосуды, выкидные приспособления, сухопарники к паровым котлам, грязевики, емкостные и скоростные бойлеры, циклоны, подставки к ним, стальные дымовые трубы, нестандартные средства крепления и т. п. К продукции котельно-сва-рочного цеха относятся и трубные отводы крупных диаметров, изготовляемые на особой трубогибочной площадке на территории ЦЗМ. [c.93]
Б. Площади. Для сборочных, сборочно-сварочных, котельных, немеханизированных литейных и некоторых других цехов главнейшим фактором, определяющим величину производственной мощности, являются площади. [c.38]
Такие формы организации труда весьма эффективны. Это можно видеть на примере Таганрогского завода Красный гидропресс . В котельно-сварочном цехе этого завода, который долгое время был отстающим, после перехода на комплексные бригады, с оплатой труда по конечной продукции производительность труда рабочих возросла на 15—20%, улучшилась ритмичность, укрепилась трудовая дисциплина. Уже к началу 1974 г. на заводе насчи- [c.39]
Рабочие, занятые на котельных работах, кузнецы, молотобойцы, прессовщики и штамповщики горячего металла, правильщики (рихтовщики) горячего металла крановщики кузнечного и котельно-сварочного цеха, слесари, электромонтеры, наладчики и подсобные рабочие кузнечного цеха рабочие на лудильных работах и оциновке горячим способом паяльщики, газосварщики, электросварщики и резчики (кроме занятых на. работах в закрытых сосудах) заливщики баббита и других сплавов, содержащих свинец граверы по металлу, полировщики, глянцовщики >на мягких кругах рабочие, занятые протиркой изделий хромовой пастой и ремонтом прессфор.м рабочие, занятые на обдирке, точке, шлифовке металлических изделий и инструмента абразивными кругами сухим способом. [c.63]
В крупных заготовительных предприятиях, например на монтажном заводе, рационально выделить из технологического процесса котельно-сварочного цеха начальные операции по обработке листового и сортового металла, осуществлять их в особом заготовительном отделении (разметку, раскрой, резку и иногда вальцовку) и подавать изделия в готовом виде в котельно-свароч-ных цех для сборки и сварки. Это позволяет значительно улучшить использование производственной площади цеха, так как в этом случае ножницы, вальцовки и другое громоздкое и крупногабаритное оборудование цеха может быть установлено на складе металлов. Кроме того, это также позволяет упорядочить и сделать более ритмичным весь процесс производства в котельно-сварочном цехе. [c.95]
Изготовление нестандартного оборудования санитарно-техни-ческих систем, имеющего очень большие габариты, рационально организовать не в котельно-сварочном цехе, а на специально оборудованной площадке на территории ЦЗМ. [c.96]
В зависимости от толщины металла изготовляются воздуховоды либо на фальцевых соединениях, либо сварной конструкции. В последнем случае (при толщине металла более 1,5 мм) их изготовление ничем не отличается от изготовления сварных емкостей. Пол-тому вентиляционно-заготовительный цех обычно размещают рядом с котельно-сварочным цехом. Это позволяет наиболее эффективно использовать свободную от оборудования площадь (плац) обоих цехов (в частности, пр и контрольной сборке воздуховодов). В приведенной на рис. 13 схеме типовой ЦЗМ применено именно такое планировочное решение. Особенностью вентиляционно-заготовительного производства является изготовление воздуховодов на фальцевых соединениях при толщине металла до 1,5 мм. Выполнение этих работ в значительной мере механизировано (более подробно этот вопрос освещается в курсе Станки и механизмы для са-нитарно-технических работ ). [c.97]
| Рис. 1. Схема генерального плана содового завода 1 — теплоэлектроцентраль 2 — склад топлива з — цех очистки рассола с хранилищами сырого и очищенного рассола 4 — известковый цех 5 — цех абсорбции, дистилляции и карбонизации в — цех кальцинации 7 — силосы для бестарного хранения кальцинированной соды 8 —укупорочная и склад затаренной кальцинированной соды а — станция аммиачной воды 10 — центральная лаборатория 11 — цех каустификации 12 — цех выпарки и плавки каустика 13 — цех двууглекислой соды 14 — цех хлористого кальция IS — деревообделочный цех 16 —ре-монтно-механический цех 17 — котельно-сварочный цех 18 — электроремонтный цех 19 — склад оборудования 20 — склад материалов. | 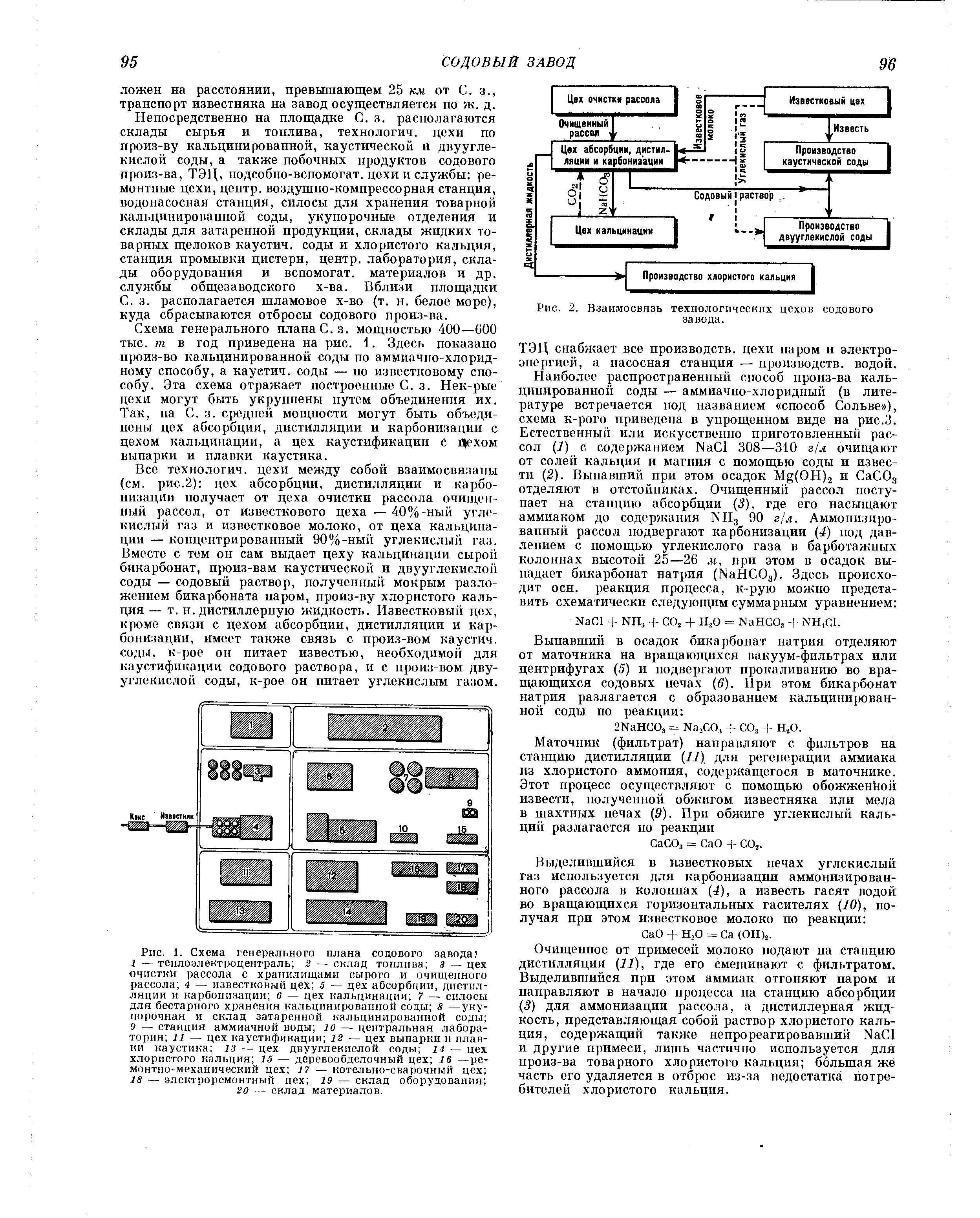 |
Бисквитная фабрика, мебельная фабрика (без склада) котельная. Предприятия электро- и химической промышленности. Лесопильный завод (без склада). Красильный цех. Фотолаборатория. Сварочный цех. Ателье меховое, по ремонту мягкой мебели и мелкого ремонта изделий. Студия радиовещания. Киностудия. Телестудия. Кафе. Сборка автомобилей, мотоциклов. Упаковка медикамен-тов, негорючих материалов и изделий [c.426]
Смотреть страницы где упоминается термин Котельно-сварочный цех
: [c.93] [c.101] [c.99] [c.19] [c.342]Смотреть главы в:
Экономика и организация санитарно-технических работ -> Котельно-сварочный цех