Товары народного потребления. Для АМЕТ 1972 г. ознаменовал начало выпуска потребительских товаров. Это было вызвано, во-первых, необходимостью производства товаров народного потребления в связи с их недостатком на рынке, во-вторых, наличием на заводе отходов прокатного производства из нержавеющей стали. [c.387]
За последние годы прокатное производство характеризуется увеличением выпуска тонких листов в общем объеме прокатного металла. В СССР удельный вес листов во всем готовом прокате составлял в 1955 г. 29,5%, в 1958 г. 31,2%, а по плану 1965 г. должен составить 38—40%. Для сравнения укажем, что в США удельный вес тонкого листа в готовом прокате еще в 1955 г. составлял 56,4%. Поэтому намеченное на 1965 г. увеличение производства тонкого листа, невидимому, недостаточно, необходимо дальнейшее значительное его увеличение. [c.91]
За период с 1999 г. выпуск готового проката черной металлургии увеличился почти на треть. При этом для 2000 г. характерна позитивная тенденция по выплавке чугуна и стали (табл. 7.2). Улучшилась структура прокатного производства. Выпуск высокоэффективных видов проката возрос в 1,5 раза. [c.152]
По отдельным металлургическим заводам цеховые удельные расходы колеблются в широких пределах. Особенно это относится к прокатному производству. Например, расход электроэнергии на 1 т, проката составлял на одном из заводов, кет ч/т [c.15]
ПРОКАТНОГО ПРОИЗВОДСТВА ЧЕРНЫХ МЕТАЛЛОВ [c.19]
Ресурсы отходов прокатного производства в районе на 1973—1975 гг. [c.20]
Прокатное производство. Прокатное производство является завершающим этапом полного металлургического цикла. Прокатка представляет собой процесс обжима и вытяжки металла заготовки и основана на использовании эффекта пластической деформации. В состав прокатного производства входят цехи листопрокатные, рельсобалочные, сортопрокатные, трубопрокатные и др. [c.88]
Брак литой стали, обнаруженный на первом переделе, исключают из выплавки стали в весе слитков, заданных в переработку. В связи с этим в калькуляции прокатного производства такой брак отражается не только по статье Брак (по строке в том числе брак по металлу ), но и отдельно за итогом заданных в переработку полуфабрикатов по статье Кроме того, слитки — брак . Расходы прокатного цеха на нагрев и прокатку слитков, забракованных из-за порока металла, списывают на соответствующие сталеплавильные цехи. В калькуляции прокатного производства они учитываются по статье Потери от брака, относимые на другие цехи , а в калькуляции сталеплавильного цеха — по статье Потери от брака, выявленного в других цехах и на складе из расчета плановых расходов по переделу на 1 т соответствующего вида проката. [c.89]
Прокатное производство. Калькуляция себестоимости проката состоит из трех разделов [c.96]
Расходы по переделу прокатного производства включаются в раздел В по отдельным статьям на весь выпуск и на 1 т проката, а в сортовых калькуляциях — одной общей строкой. Общая сумма расходов по переделу вместе с расходами на подготовку и освоение производства, общезаводскими и прочими производственными расходами распределяется между отдельными видами проката пропорционально количеству этой продукции, пересчитанной в приведенный вес. Переводные коэффициенты учитывают факторы, влияющие на размер расходов по переделу для производства проката отдельных видов, и предусматриваются в годовых планах. [c.97]
Основой при формировании оптовых цен на продукцию прокатного производства являются оптовые цены на чугун и сталь, которые установлены по видам и маркам и едины по всей стране. Для уменьшения числа нерациональных перевозок на черные металлы установлены единые оптовые цены франко-вагон-станция назначения. Разницу между учтенной в цене стоимостью перевозок и фактическими расходами возмещают сбытовые организации, что обязывает их обеспечить потребителей металлом с наиболее близких к этим потребителям металлургических заводов. [c.97]
Левитанский Б. А. и Новиков В. К. Экономия и нормирование электроэнергии в прокатном производстве. 1961. 93 с. 33 к. [c.455]
Общие профессии черной металлургии Доменное производство Сталеплавильное производство Прокатное производство [c.3]
Доменное производство Сталеплавильное производство Прокатное производство Трубное производство Ферросплавное производство Вторичная переработка металлов [c.18]
ТКС работ и профессий рабочих тепловозостроительных, дизелестроительных и вагоностроительных заводов. Выпуск 3. Прокатное производство [c.30]
Выпуски ЕТКС, разрабатываемые по производствам и видам работ, могут иметь несколько разделов. Напр., выпуск, охватывающий профессии рабочих черной металлургии, в ныне действующей структуре ЕТКС состоит из следующих разделов общие профессии черной металлургии доменное производство сталеплавильное производство прокатное производство трубное производство ферросплавное производство коксохимическое производство произ- [c.75]
Из приведенных балансов потребления воздуха и электроэнергия видно, что основными потребителями сжатого воздуха являются мартеновское производство — 41,6%, прокатное производство — 21,2% (по трем цехам), остальные производственные процессы потребляют от 3 до 9,5%. [c.208]
Б. А. Л е в и т а н с к и и, В. К. Н о в и к о в, Экономия и нормирование электроэнергии в прокатном производстве, Госэнергоиздат, 1960. [c.253]
| Рис. 4-16. Схема прокатного производства. | 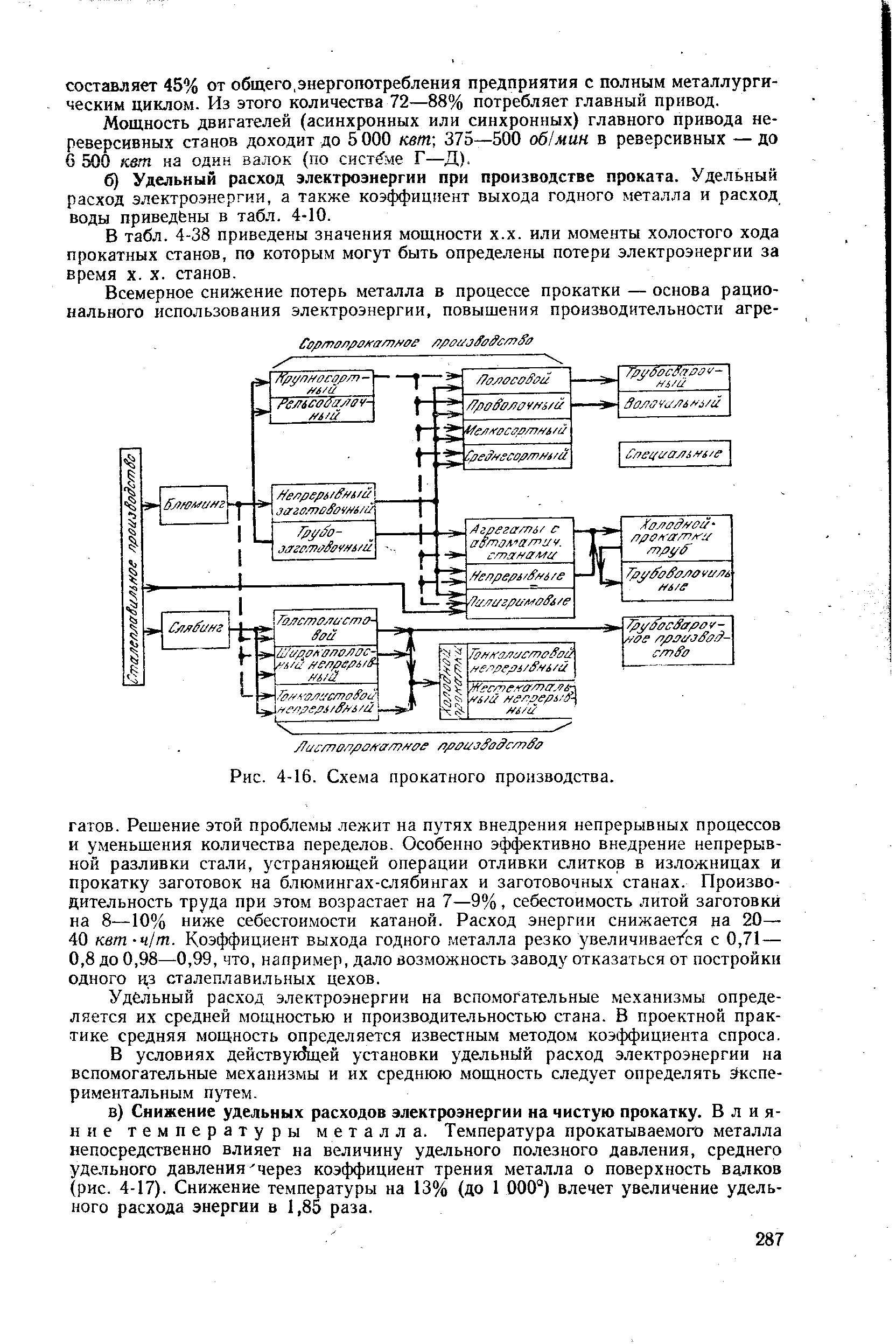 |
Гнутые профили изготовляются из полос и лент листов методом холодной гибки на специальных ролико-гибочных станах. Эти профили имеют минимальную толщину стенок, самую различную сложную, в том числе и закрытую форму. Они очень выгодны. Применение их в машиностроении и строительстве снижает расход металла в среднем на 25%, а в отдельных случаях — на 75%. Оборудование для изготовления гнутых профилей проще, дешевле и производительнее прокатного. Производство гнутых профилей требует меньших капитальных вложений И эксплуатационных расходов, чем другие способы обработки металла. Гнутые, наиболее распространенные профили рационально изготовлять на металлургических заводах, а мелкие партии профилей самых различных форм и размеров можно изготовлять на профилегибочных станках меньшей мощности непосредственно на машиностроительных заводах. [c.91]
Рост масштабов высокоэлектроемких производств, где в соответствии с применяемым технологическим процессом электроэнергия - единственно возможный энергоноситель, оказывает влияние на увеличение технологического энергопотребления. Среди таких производств можно указать получение алюминия, электростали, химических волокон, синтетического каучука. Рост силового электропотребления во многом зависит от развития прокатного производства и топливной промышленности (главным образом добычи угля и нефти). [c.200]
Приведем пример. В прокатном производстве черной металлургии Sr = 0,086 а= 2 Ь" = 100 кгу.т./т АЬ = 25,0 кгу.т./т, т. е. в результате реализации газосберегающего проекта расход условного топлива снизился с Ь = 125 кгу.т./т до Ь"= 100 кгу.т./т, цена продукции в два раза пре- [c.35]
Оборудование прокатных производств ГЭСНм 81-03-14-2001 ГЭСНм-2001-14 [c.13]
Устройство систем централизованных маслосмазок, обеспечивающих питание не одной, а нескольких машин от станций систем смазки. Стоимость устройства таких систем следует определять по соответствующим нормам и расценкам, исключая системы для оборудования доменных печей, прокатных производств и мостовых кранов, а также гидротехнических и портальных кранов и шлюзовых ворот. Смазочные материалы для заполнения систем централизованных маслосмазок, заливки механизмов, за исключением смазочных материалов, расходуемых для заливки подшипников машин, связанных с системами централизованных маслосмазок, и в случаях, оговоренных в сборниках. Эти затраты определяются отдельно и добавляются в сметах к стоимости оборудования. [c.356]
Из приведенных данных видно, что прокатное производство принадлежит к числу электроемких. Исследование удельных расходов электроэнергии при прокатке на слябинге показывает на реальную возможность снижения расхода энергии за счет рационализации технологического. процесса — соблюдения оптимальных режимов обжатий, учитывающих особенности изменения энергосиловых параметров при деформации крупных слитков. Опытные исследования показывают, что внедрение рациональных режимов обжатий на слябинге 1150 обеспечивает для некоторых профилей снижение энергетических затрат на 25—30%. Исследования показывают, что удельный расход энергии на единицу обжатия при прокатке крупных сечений зависит не только от суммарной вытяжки, но и от путей получения вытяжки (режима обжатий). Это дает возможность улучшить использование энергетических и производственных показателей обжимных станов. В прокатных цехах имеют место большие потери в результате прокатки заготовок при [c.45]
Рабочие и бригадиры на удалении поверхностных пороков металла обрубщики, вырубщики и наждачники, занятые в кузнечных и кузнечно-прессовых цехах прокатного производства. (Разъяснение Комитета от 1 августа 1957 г. № 24). Ломовщики у блюминга — как кантовщики. [c.329]
В статье приводятся данные о ресурсах и краткая характеристика отходов прокатного производства черных металлов, номенклатура металлоизделий производственно-технического назначения и широкого спроса, изготовляемых из кондиционного металлопроката и металлоотходов предприятиями Волго-Вятского района, рассмотрены основные пути максимального использования металлоотходов взамен полноценного материала, намечены мероприятия по совершенствованию учета, подготовки и переработки металлоотходов. [c.20]
Основная номенклатура и ресурсы металлоотходов приведены по заводам района, имеющим прокатное производство Красное Сормово , Красная Этна , Борский прокатный, Горьковский, Выксунский, Кулебакский и Омутнин-ский металлургические. [c.20]
Отдельные виды металлоотходов, образующиеся в процессе прокатного производства, необходимо условно подразделить на две зоны [c.20]
Продукция прокатного производства учитывается и калькули- [c.89]
Выпуски Единого тарифно-квалификационного справочника, разрабатываемые по производствам и видам работ, могут иметь несколько разделов. Например, выпуск, охватывающий профессии рабочих черной металлургии, в ныне действующей структуре ЕТКС состой из следующих разделов общие профессии черной металлургии доменное производство сталеплавильное производство прокатное производство грубное производство ферросплавное производство коксохимическое производство производство огнеупоров переработка вторичных металлов. [c.8]
В основу рекомендуемой организационной структуры отдела главного металлурга для разных групп заводов также положена система централизации работ по технологической подготовке производства. В зависимости от объема и полноты цикла металлургического производства организационная структура отдела главного металлурга строится применительно к четырем группам заводов. К 1-й группе (рис. 46) относятся заводы с полным циклом металлургического производства —сталеплавильное, прокатное, кузнечно-прессовое, стальное фасонное литье и др. или со значительным объемом отдельных видов металлургического производства. Ко 2-й группе — заводы, которые в своем составе не имеют прокатного производства, но имеют большой объем работ по горячей обработке и фасонному литью. В 3-ю группу входят заводы с меньшим объемом металлургического производства, но условия деятельности которых требуют организации отдела главного металлурга, наконец, в 4-й группу — заводы с небольшим объемом металлургического производства, но требующим участия главного металлурга для разрешения вопросов, связанных с технологией горячей обработки. Разбивка заводов на четыре группы для построения организационной структуры службы металлурга произведена с учетом объема и полноты цикла металлургического производства и не связана с группиров- [c.289]
Снабжение кислородом цехов-потребителей производится по трубопроводам, подводимым непосредственно к рабочим местам (точки потребления). Потребление кислорода цехами металлургического завода происходит неодинаково. Наиболее равномерно он потребляется дрменными цехами. Потребление же мартеновскими, конверторными, электросталеплавильными и прокатными производствами характеризуется неравномерностью. При этом наблюдаются резкие и частые колебания в потреблении кислорода, как это показано на суточном графике потребления кислорода в конверторном и мартеновском цехах (рис. 13). [c.162]
П о л у х и н П. И., Ф е д о р о в Н. М., К о р о л е в А. А., Матвеев Ю. М. Прокатное производство, Металлургиздат, 1960. [c.298]
Смотреть страницы где упоминается термин Прокатное производство
: [c.110] [c.23] [c.341] [c.414] [c.20] [c.3] [c.286] [c.286] [c.427] [c.33]Смотреть главы в:
Справочник по электропотреблению в промышленности -> Прокатное производство