Доброкачественность хронометражного ряда может быть оценена на основе сравнения средней ошибки ряда с заранее [c.78]
Если средняя ошибка хронометражного ряда меньше или равна заданной степени его точности, то ряд считается доброкачественным. Если это условие не соблюдается, ряд признается недоброкачественным и требуется повторный-хронометраж изучаемого элемента операции. [c.79]
Первый способ оценки доброкачественности хронометражного ряда, хотя и обеспечивает получение точных результатов, однако он требует большого объема вычислений. Поэтому этот способ применяется сравнительно редко — при необходимости детального изучения производственных процессов, при освоении новой технологии и в некоторых других случаях. [c.79]
На практике наиболее часто применяется второй способ оценки доброкачественности хронометражного ряда. Коэффициент устойчивости хронометражного ряда /Су вычисляют по формуле [c.79]
Затем полученный коэффициент устойчивости ряда сравнивают с нормативным коэффициентом и на основании сравнения оценивают доброкачественность хронометражного ряда. [c.79]
В случае превышения коэффициента устойчивости данного хронометражного ряда нормативного значения из ряда может быть исключено максимальное или минимальное значение, если оно при наблюдении не повторялось более одного раза. Затем повторно определяют коэффициент устойчивости и сопоставляют с нормативным значением. Если полученный таким путем коэффициент устойчивости находится в пределах нормативного значения, то ряд считается устойчивым (доброкачественным) в противном случае ряд признается неустойчивым (недоброкачественным) и хронометрирование изучаемого элемента операции повторяется. [c.80]
Нормативная продолжительность изучаемого элемента операции определяется как средне-арифметическая из всех значений доброкачественного хронометражного ряда. [c.80]
В результате обработки материалов хронометражного наблюдения получают ряд значений продолжительности каждого элемента операции, так называемый хронометражный ряд. [c.156]
Перед определением продолжительности данного элемента операции из хронометражного ряда исключают дефектные замеры, т. е. ошибочные и сомнительные замеры времени, замеры, на которые повлияли случайные факторы или они проведены в условиях, отличающихся от установленных. После этого вычисляют фактический коэффициент устойчивости хронометражного ряда KV по формуле [c.156]
О пригодности полученного хронометражного ряда можно судить, сравнив коэффициент устойчивости ку с нормативным коэффициентом ку.н, который приведен в табл. 2.10. Если коэффициент устойчивости находится в пределах нормативной величины, то ряд считается устойчивым и может быть использован для определения норм. [c.156]
Время выполнения отдельных элементов работы замерено при помощи секундомера. Продолжительность отдельных элементов определяется путем вычитания данных предыдущей записи из последующей и проставляется в строке Пр . После подсчета суммы всех измеренных длительностей (за исключением ненормально больших) определяют среднюю длительность выполнения отдельных элементов. Затем проводят анализ и сопоставляют методы и приемы работы данного рабочего с методами и приемами работы передовиков производства. Анализ и сопоставление данных в приводимом примере позволяет сделать следующие выводы прием Контроль теплового режима , как показал передовой опыт, не обязательно выполнять после каждой операции, а достаточно проводить через каждые полчаса работы. Следующий этап анализа связан с определением норматива времени, т. е. продолжительности по каждому приему. Для этого производят обработку каждого хронометражного ряда. Она заключается в расчете по имеющимся значениям средней арифметической продолжительности. В соответствии с правилами статистики данными хронометражного ряда для дальнейших расчетов можно пользоваться в том случае, если ряд устойчив. [c.156]
Число замеров, необходимое и достаточное для получения достоверных данных, зависит от длительности наблюдаемых элементов операции и степени устойчивости хронометражного ряда. [c.156]
Если выявлено, что значения хронометражного ряда неустойчивы, хронометражное наблюдение по этому элементу повторяется вновь полученные данные подвергаются повторной проверке и т. д. до получения коэффициента устойчивости требуемой величины. [c.156]
| Таблица 8.6. Коэффициенты устойчивости хронометражного ряда | 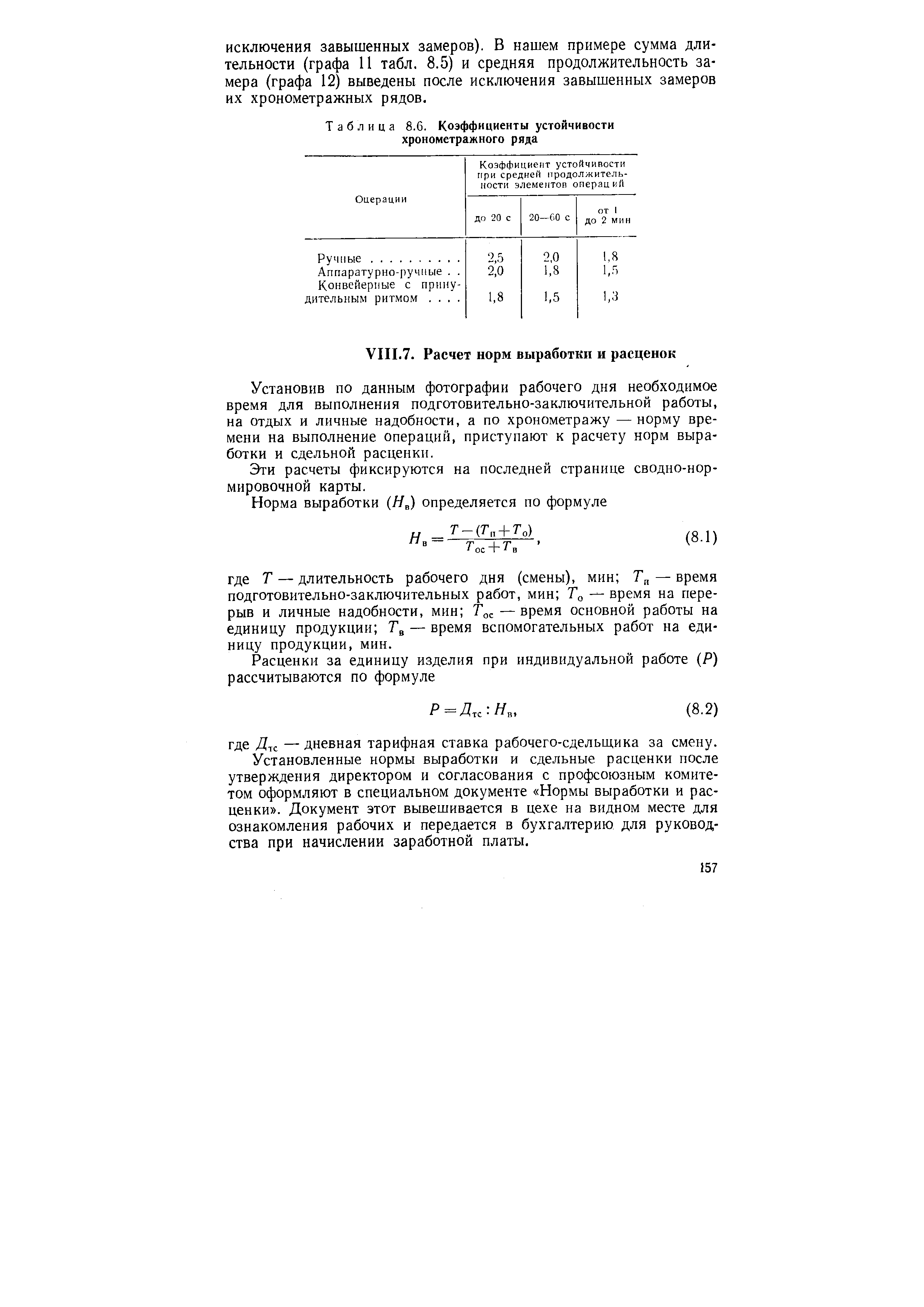 |
В результате обработки материалов хронометражного наблюдения для каждого элемента операции получают ряд значений его продолжительности, так называемый хрономегражный ряд. Перед определением нормальной продолжительности данного элемента операции из хронометражного ряда исключают дефектные замеры, проведенные либо с допущением неточности при хронометрировании, либо в условиях, отличающихся от установленных, и дается оценка доброкачественности хронометражного ряда. [c.167]
После проведения всех расчетов по всем наблюдениям для каждого элемента операции получают хронометраж-ный ряд. Их число соответствует числу элементов операции. Ошибочные замеры исключают из хронометражных рядов, и в последующем анализе они не участвуют. [c.108]
Среднюю продолжительность каждого элемента операции рассчитывают как среднеарифметическую величину из всех годных замеров хронометражного ряда. Сумма средних величин является нормой оперативного времени изучаемой операции. [c.109]
Перед определением нормальной продолжительности данного элемента операции из хронометражного ряда исключаются дефектные замеры, проведенные либо с допущением неточностей, либо в условиях, отличающихся от установленных. После этого вычисляется коэффициент устойчивости хронометражного ряда Ку по формуле [c.135]
| Таблица 15. Нормативные коэффициенты устойчивости хронометражных рядов | 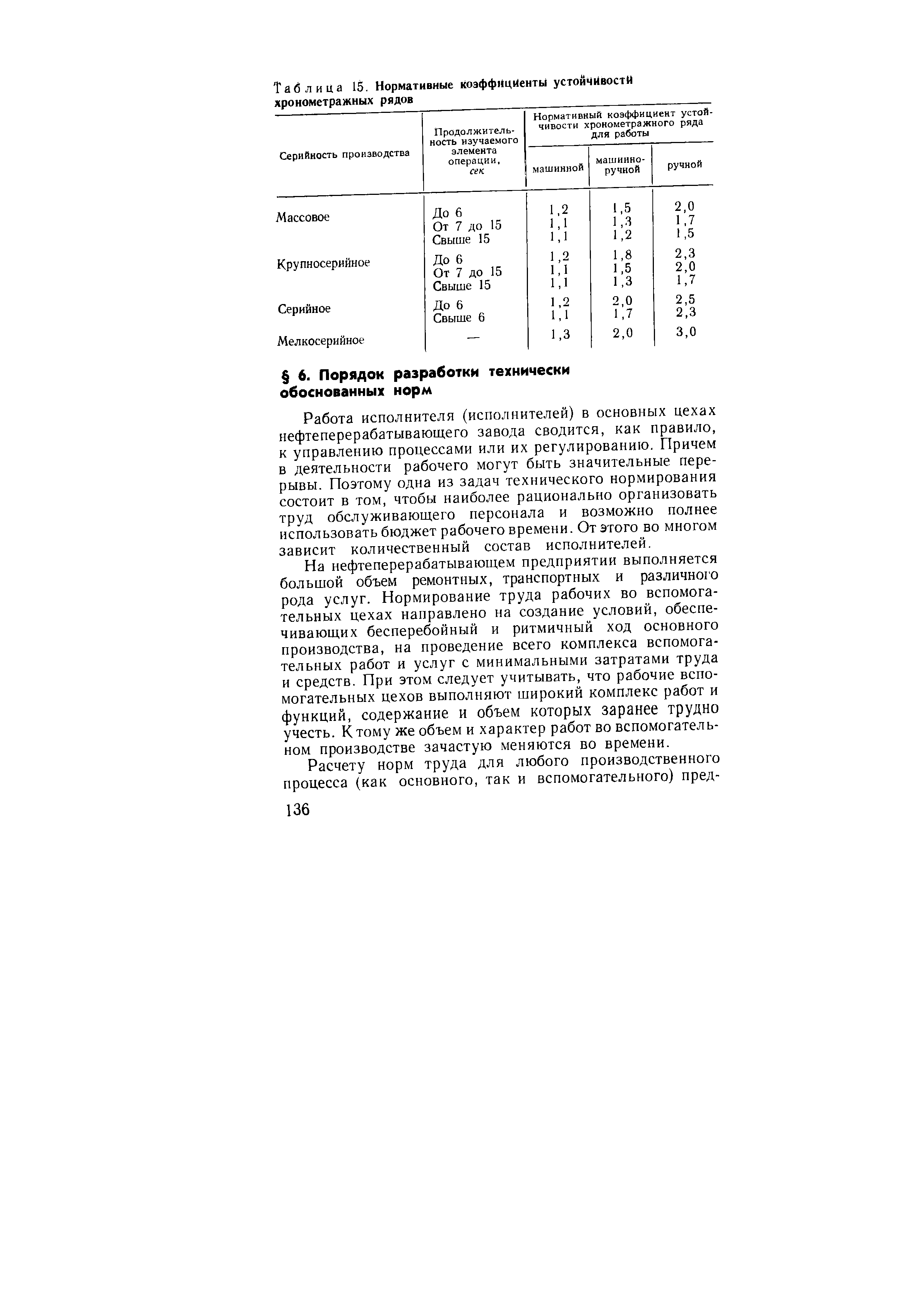 |
В результате наблюдений для каждого приема операции получают рекомендуемое число замеров времени, включаемое в хронометраж-ньй ряд. Каждому хронометражному ряду дают качественную оценку путем сопоставления фактического коэффициента устойчивости с нормативным. Предварительно перед оценкой ряды очищают от ошибочных и сомнительных замеров времени, а также от замеров, на величину которых повлияли случайные факторы. [c.178]
Фактический коэффициент устойчивости /Суф определяется отношением максимального значения времени в хронометражном ряду [c.178]
На основе проведенных наблюдений определяется продолжительность выполнения отдельных элементов по каждой операции. При этом необходимо исключить дефектные замеры, в том числе замеры, проведенные в условиях, отличных от установленных, и замеры, при проведении которых были допущены наблюдателем ошибки. После этого составляются хронометражные ряды длительности выполнения каждого элемента операции (в порядке возрастания). [c.129]
Продолжи- Нормативный коэффициент устойчивости хронометражного ряда [c.183]
Качество полученных материалов характеризуется коэффициентом устойчивости хронометражного ряда (Kv r.), который равен отношению максимальной продолжительности выполнения элемента операции (TMaK ) к минимальной (Тми .) [c.108]
Фактические коэффициенты устойчивости (Ку(Тф) сравнивают с нормативными (Куп-.н), которые определяют по специальной таблице в зависимости от типа производства, продолжительности элементов операции и способа выполнения работы (ручная, машинно-ручная, механизированная). Если К>Чтф меньше или равен Куст.н, то хронометражный ряд считается устойчивым, а наблюдение проведено правильно. Если же Кустф больше Куст.н, то ряд неустойчив и надо исключить минимальное или максимальное значение продолжительности элемента операции. Если и после этого хронометражный ряд будет неустойчивым, то наблюдение следует повторить. [c.109]
Результаты хронометража обрабатываются и анализируются. Полученный ряд замеров называется хронометражным рядом. Каждый хро-норяд имеет колебания по величине замеров, относительные размеры этих колебаний характеризуют степень его устойчивости, которая выражается коэффициентом устойчивости хроноряда (Зуст. Этот коэффициент представляет собой отношение максимальной продолжительности заме-ps /max ряда к минимальной его величине / , [c.196]
В каждой отрасли промышленности используются нормативные значения коэффициентов устойчивости хронометражных рядов. Фактические коэффициенты устойчивости получаемых хронорядов должны быть ниже или равны нормативным его значениям. [c.196]
Хронометражный ряд считается устойчивым, если его коэффициент устойчивости не превышает нормативный KKiH. [c.171]
Смотреть страницы где упоминается термин Хронометражный ряд
: [c.79] [c.79] [c.157] [c.141] [c.147] [c.147] [c.171] [c.172] [c.179] [c.390]Сборник задач по экономике организации и планированию производства на предприятиях химической и нефтехимической промышленности (1984) -- [ c.83 ]