Укрупненные однострочные нормативы времени для нормирования станочных работ в единичном и мелкосерийном производстве. Л. ЛГУ, 1976. 103 с. [c.90]
Основные положения по нормированию станочных работ [c.150]
Как видно из табл. 9.1, применение универсальных ЭВМ при нормировании станочных работ повышает производительность труда инженеров-нормировщиков в среднем на [c.309]
Широкое распространение получили ЭВМ при нормировании станочных работ для установления режимов резания и норм времени. Это связано с возможностью представления нормируемого процесса механической обработки в виде математической модели, которая содержит структуру длитель- [c.310]
На рис. 9.2 приведена структура оптимизирующего алгоритма технического нормирования станочных работ, включающая оптимизирующие блоки и представляющая собой перечень этапов расчета параметров режимов резания и норм времени при обработке деталей на металлорежущих станках [3]. [c.321]
| Рис. 9.2. Структура оптимизирующего алгоритма технического нормирования станочных работ | 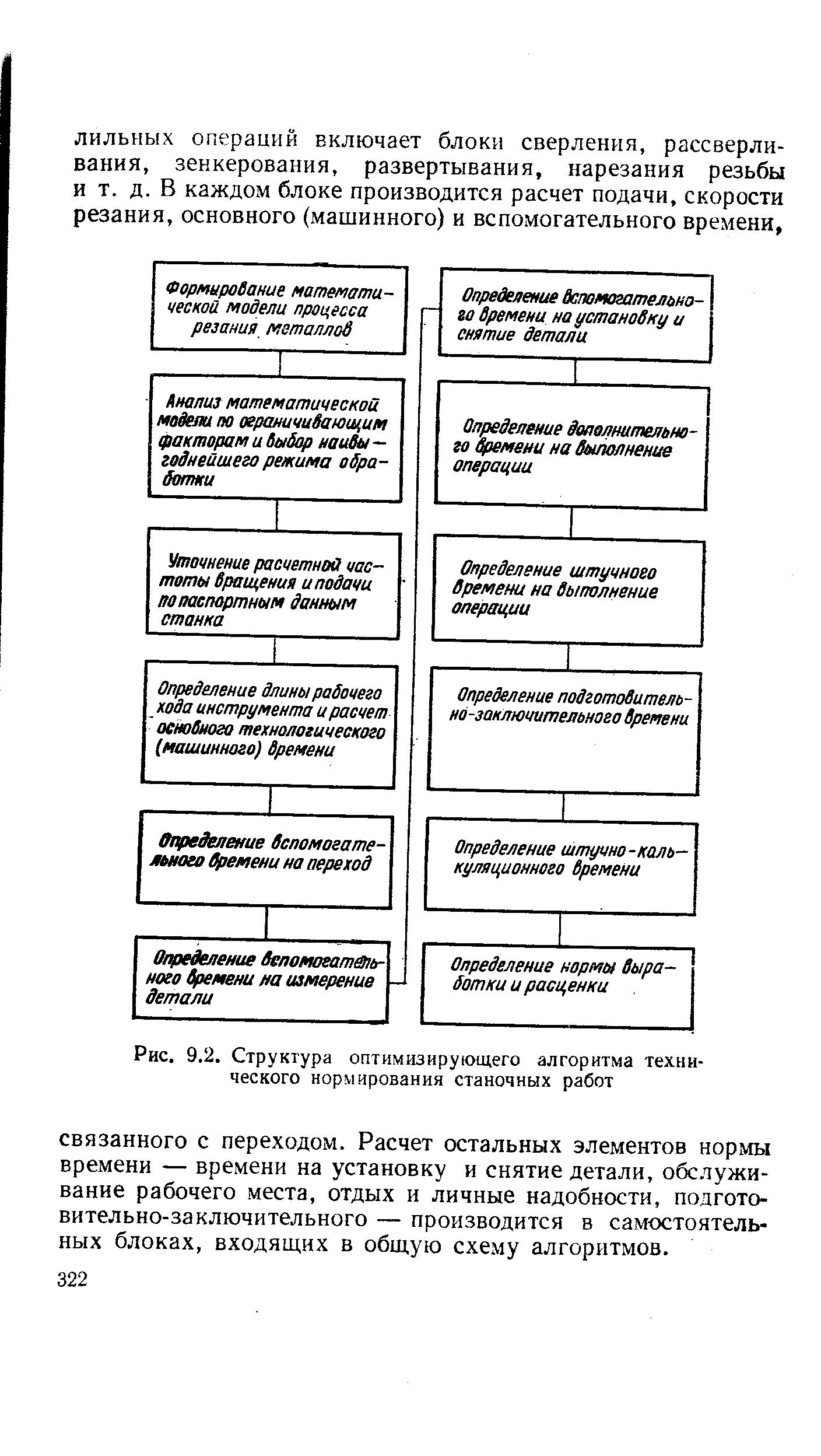 |
Хронометраж — способ изучения затрат рабочего времени посредством наблюдений за выполнением циклически повторяющихся ручных и машинно-ручных элементов операций (функций). В практике эксплуатации энергохозяйства хронометраж применяется значительно реже, чем фотография рабочего времени, и в основном при нормировании станочных работ в ремонтных цехах и топливных операций. [c.94]
Расчетные формулы и режимы резания приводятся ниже в главах по техническому нормированию станочных работ, [c.52]
РАЗДЕЛ ВТОРОЙ ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СТАНОЧНЫХ РАБОТ [c.71]
В приведенные выше формулы для определения скорости резания входят те факторы, которые при указанных видах обработки имеют наибольшее влияние. Например, в формулу скорости резания при точении резцами входит стойкость Т мин., глубина резания t мм, подача s мм/об и механические свойства обрабатываемого материала v при конкретной характеристике режущего инструмента. Все остальные факторы, влияющие на скорость резания и не вошедшие в формулу, учитываются поправочными коэффициентами К- Таким же образом строятся формулы по определению скорости резания и для других видов работ. Конкретные формулы по определению скорости резания и значения поправочных коэффициентов при точении, сверлении, фрезеровании и т. д. приводятся ниже в соответствующих главах по техническому нормированию станочных работ. [c.76]
Конкретные формулы по определению усилия резания значения поправочных коэффициентов при точении, фрезеровании и т. д. приводятся ниже s в соответствующих главах по техническому нормированию станочных работ. [c.76]
В разделе Методика технического нормирования станочных работ отмечалось, что как скорость резания, усилие, так и мощность зависят от многих переменных, формулы же по определению скорости резания и мощности выводятся только для совершенно конкретных условий работы (обрабатываемый материал, стойкость инструмента, охлаждение и т. д.). [c.196]
НОРМИРОВАНИЕ ТРУДА ВСПОМОГАТЕЛЬНЫХ РАБОЧИХ — установление необходимых затрат труда на основе различных видов норм затрат труда (времени, выработки, обслуживания, численности), выбор которых зависит от функции обслуживания, характера выполняемых работ, типа производства. Наибольшее распространение получили при Н.т.в.р. нормы обслуживания и нормы численности (наладчики оборудования, слесари и электромонтеры по межремонтному обслуживанию оборудования и электроаппаратуры, распределители работ, кладовщики и др.). Норма времени для Н.т.в.р. применяются в тех случаях, когда выполняемые ими работы регламентированы по составу и содержанию, а их объем может быть измерен в конкретных ед. (слесарные и станочные работы в инструментальных производствах предприятия, погру-зо-разгрузочные работы и т.п.). Нормы выработки могут устанавливаться для вспомогательных рабочих, занятых одной регулярно повторяющейся работой (приготовление формовочных и стержневых смесей, внутрицеховые перевозки на предприятиях с массовым типом производства, приготовление красок, растворов и т.п.). Выбор того или иного вида норм существенно зависит от типа производства. Так, в массовом производстве труд контролеров качества продукции может нормироваться с помощью норм времени. В мелкосерийном и единичном типах производства с большой номенклатурой [c.201]
Толченое Т. В. Техническое нормирование станочных и слесарно-сборочных работ. М. Машгиз, 1956. 400 с. [c.281]
Особенности нормирования различных видов станочных работ а) токарных б) сверлильных в фрезерных и т. д. [c.131]
Эта формула является общей для всех видов станочных работ. Однако методика расчета параметров режима резания при нормировании различных видов станочных работ имеет свои особенности. Как следует из формулы, время выполнения машинной работы зависит от оптимального сочетания глубины резания, подачи и частоты вращения шпинделя, что в комплексе называется режимами резания. В свою очередь, выбор режимов резания производится с учетом сил резания, оптимальной скорости и эффективной мощности резания, которая необходима для осуществления данного режима резания. Эту зависимость можно представить в виде следующей формулы [c.216]
Состав нормируемых ресурсов определяется конкретными организационно-техническими условиями. Так, для рабочих, выполняющих сборочно-монтажные операции, главным ресурсом является рабочее время. Необходимые затраты этого ресурса на единицу работы (продукции) определяются нормами времени. Поэтому в данном случае оценка эффективности труда рабочего осуществляется на основе сопоставления фактических и нормированных затрат времени. Для рабочих-станочников рабочее время также является главным ресурсом. Но для станочных работ существенную роль играет также стимулирование рационального использования инструмента и электроэнергии, которое осуществляется на основе соответствующих норм расхода этих ресурсов. Для многих видов работ (наладочных, ремонтных и т. п.) важна экономия затрат на обслуживание оборудования при обеспечении необходимого уровня его эксплуатационных параметров. [c.146]
Таким образом, при нормировании технологического процесса станочных работ получают следующие величины, характеризующие время и труд, потребные для выполнения каждой операции t - продолжительность работ, (минуты, часы) и тс - трудоемкость работ, получаемая путем умножения единичной нормы на количество единиц работы, включаемых в данную станочную операцию. Эту величину измеряют в единицах трудоемкости, станко-минутах или станко-часах. [c.77]
Особенности нормирования других станочных работ [c.223]
В единичном производстве возможно применение укрупненных нормативов вспомогательного времени. Так, Всесоюзный проектно-технологический институт тяжелого машиностроения предложил методику нормирования вспомогательного времени на станочных работах в зависимости от основного (машинного) времени и числа проходов в операции. [c.21]
В процессе обучения отрабатываются навыки входа в систему автоматизированного нормирования, представления исходных данных в графах и колонках бланка исходной информации, выявляются наиболее характерные ошибки заполнения. В целях ускорения подготовки исходных данных и уменьшения вероятности появления ошибок при этом целесообразна специализация нормировщиков по видам станочных работ [c.325]
Построение укрупненных нормативов может быть различным. Для машинных (станочных) работ укрупненная норма времени складывается из трех составных частей основного (машинного) времени, вспомогательного времени на установку и снятие детали и вспомогательного времени на переход. Все разнообразие применяемых на предприятиях нормативов для укрупненного нормирования представляет собой различные их модификации либо для раздельного определения каждой из указанных составных частей нормы времени в отдельности и последующего их сложения, либо для непосредственного определения полной нормы времени. [c.119]
Настоящее издание книги Техническое нормирование станочных и слесарно-сборочных работ выпускается в свет в связи с тем большим значением, которое имеет правильная постановка технического нормирования для повышения производительности труда. [c.3]
Разделы по методике нормирования станочных и слесарно-сборочных работ дополнены и иллюстрированы примерами из практики работы новаторов производства и применения высокопроизводительного режущего инструмента. [c.3]
Кроме того, книга пополнена новым разделом по методике разработки нормативов для технического нормирования станочных и слесарно-сборочных работ. Эти вопросы до сих пор недостаточно освещались в литературе по техническому нормированию. [c.3]
Так как при практическом нормировании время обслуживания рабочего места — организационное и техническое — и время на естественные надобности и отдых исполнителя определяются в процентном отношении от основного и вспомогательного времени для удобства расчетов, а не в минутах, то формулу для определения нормы штучного времени в условиях массового и крупносерийного производства для станочных работ можно представить следующим образом [c.16]
Разработка нормативов по техническому нормированию машинно-ручного, ручного и1 вспомогательного времени для технического нормирования станочных, слесарных, сборочных и других видов работ. [c.35]
Общемашиностроительные нормативы времени вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ Крупносер. пр-во. М. Машиностроение, 1975. 344 с. [c.278]
Нормирование станочных работ осуществляется в основном аналитически— расчетным методом, т. е. путем расчета величины норм по нормативам. Действующие в промышленности нормативы для станочных работ в основном разработаны Центральным бюро нормативов по труду (ЦБНТ)1 при Научно-исследовательськом институте труда Госкомитета СССР по труду и социальным вопросам. Эти нормативы разработаны как общемашиностроительные, т. е. для всех машиностроительных предприятий, независимо от ведомст венной подчиненности с учетом опыта передовых промышленных предприятий и институтов. [c.65]
Общемашииостроительные нормативы времени вспомогательного, на обслуживание рабочего места п подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. Изд. 2-е уточнен, и дол./ЦБПНТ при НИИТруда. М. Машиностроение, 1974. 422 с. [c.182]
Один из интересных методов разработан и внедрен в научно-производственном объединении Электроаппарат , получивший название Автоматизированная система нормирования станочных работ (АСНР). Этот метод позволяет с помощью машины [c.160]
При""нормировании станочных работ выбирают такой режим резания, который позволяет наиболее полно использовать мощность станка, т. е. стремятся получить /Vpe3 = W T. О выгодности режима резания обычно судят по себестоимости и производительности обработки детали. Эти показатели в свою очередь зависят от правильности выбора стойкости инструмента, т. е. периода работы его в минутах машинного времени между двумя переточками. Причем чем меньше это время (стойкость), тем большая [c.208]
Методические положения по укрупненному нормированию станочных работ на основе однострочных нормативов времени (нормативы времени и методика их разработки). Мелкосерийное производство. Л. ЛИЭИ-им. П. Тольятти, 1963. 175 с. [c.90]
В институте технической кибернетики АН БССР разработана система нормирования станочных работ оптимизирующего типа с применением метода линейного программирования [3]. Система включает комплекс программ для расчета параметров режима резания и норм времени на различные виды работ в условиях среднесерийного и крупносерийного производств. Она базируется на использовании общемашиностроительных, отраслевых и заводских нормативов режимов резания и времени для технического нормирования станочных работ. [c.326]
В ЛИЭИ им. П. Тольятти разработана система автоматизированного нормирования станочных работ, в которой реализован алгоритм поискового типа. Система предназначена для нормирования токарных, карусельных, сверлильных, строгальных, фрезерных и расточных работ при обработке крупногабаритных деталей в условиях мелкосерийного и единичного производства. В системе использован расчет параметров режимов резания и норм времени по общемашиностроительным дифференцированным нормативам режимов резания и времени. Учтены особенности обработки крупногабаритных деталей, свойственные мелкосерийному и единичному производству 1) большое число технологических переходов в операции (до 100 и более) и их концентрация на одном рабочем месте 2) недостаточность информации (часто единственным источником информации для нормирования [c.327]
При условии, когда рабочий обслуживает один станок, для целей нормирования необходимо определить основное (технологиче ское) время Т0 для большинства станочных работ зто время машин ное Тм, но если в операции есть переходы, выполняемые при непосредственном участии рабочего (сверление или снятие фасок с руч ной подачей и т. п.), то обычно на занятость рабочего в это время обращают мало внимания, так как рабочий фактически наблюдав за работой станка, даже если в этом нет необходимости. [c.123]
Межотраслевые нормативные материалы предназначаются для нормирования труда на работах, выполняемых на предприятиях двух или более союзных или союзно-республиканских министерств (ведомств) СССР, например Единые нормы выработки и времени на вагонные, автотранспортные и складские погру-зочно-разгрузочные работы Единые нормы времени (выработки) на подземные очистные горные работы для рудников черной и цветной металлургии Общемашиностроительные нормативы времени на станочные работы. [c.53]
Компактные малотабличные однострочные нормативы используют для укрупненного нормирования производственных работ самого различного назначения. Такие нормативы существуют для станочных, слесарных, сборочных, электромонтажных и других видов работ. Методика их разработки, как это будет показано ниже, вполне применима к любым нормативам, численное значение которых зависит от двух и более факторов. [c.67]
Необходимо определить долю работников, имеющих специальное (высшее, среднеспециальное) образование имеющих высшее, но не специальное образование и не имеющих специальной подготовки (практиков). Опыт показывает, что наименее квалифицированной в вопросах нормирования труда является вторая группа — работники с высшим образованием, не соответствующим профилю производства. К оценке деятельности работников третьей группы должен быть применен дифференцированный подход с учетом общего стажа работы и стажа работы непосредственно по нормированию труда. Если человек проработал 10 лет токарем, а затем 5 лет выполнял функции нормировщика, то ясно, что он может квалифицированно решать вопросы установления норм труда на станочные работы. [c.64]
Оргпроекты содержат комплекс проектной документации по построению организации труда в службе, а карты организации труда являются средством доведения рациональных проектных решений до исполнителей. Нормативные материалы регламентируют, как правило, характеристики и параметры элементов отдельных подсистем организации труда, например перечень квалификационных требований к специалисту, уровень ответственности, доля делегированных работ, уровень механизации труда, затраты рабочего времени, уровень информационной нагрузки. Методические материалы определяют процедуры решения задач организации труда, например порядок разделения труда в подразделениях, процедуры аттестации работников или рабочих мест, методы установления нормативных затрат труда. Типовые решения содержат примеры решения организационных задач с указанием областей их применения, например процедуры установления технически обоснованных норм времени на станочные работы для комплексных укрупненных смешанных бригад опытного производства в условиях автономного автоматизированного нормирования состав основных работ диспетчеров бюро календарного планирования производственно-диспетчерского отдела серийного предприятия в условиях функционирования АСУТП в период пиковой и стабильной нагрузки. [c.257]
В книге рассматривается методика и техника изучения рабочего времени наблюдением, основы изучения и рационализации трудовых движений, техническое нормирование станочных и слесарно-сборочиых работ и методика разработки нормативов. [c.2]