Обратим внимание на то, что Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках , ч. 1, 2 и 3 [5, 6, 7) не ограничивают область их применения типом производства, а Общемашиностроительные нормативы времени [8, 91 строю разграничены в зависимости от типа производства в них приведены поправочные коэффициенты в зависимости от характера серийности работы (карта 1), но только на вспомогательное время. На основное время этот коэффициент влияния не оказывает. [c.68]
Нормирование основного (машинного) времени. Определение основных параметров режущего инструмента (если они не заданы) определение по нормативам режимов резания глубины резания (числа проходов), подачи, скорости резания, действующих сил резания и потребной мощности выбор оборудования (если оно не задано), корректировка нормативного режима резания по динамическим и кинематическим данным станка расчет основного (машинного) времени (подробнее нормирование машинного времени рассмотрено в 7). [c.70]
В нормативах режимов резания [5] содержатся . , . 1. Режимы резания при тонком точении. [c.72]
Расчет выполнен с использованием нормативов режимов резания [5] и нормативов времени [81 для условий серийного производства. [c.72]
По, размерам обрабатываемой детали и установленному по нормативам режиму резания для выполнения операции принимаем станок поперечно-строгальный модели 736 основные паспортные данные станка число двойных ходов 12,5 17,9 25 36,5 52,5 73 подачи стола 0,33 - 0,67 1,СО 1,23 1,67, 2,00 2,33 -2,67 3,00 , "3,30 мм/дв.. ход наибольшая длина хода ползуна Lx-= 650 мм мощность электродвигателя N — 3,5 кВт КПД г == 0,65 [c.90]
В нормативах режимов резания 15] предусмотрены две схемы-крепления фрез консольное и крепление с дополнительной опорой. Для основных моделей фрезерных станков в зависимости от типа фрез при консольном креплении для торцовых фрез в нормативах предусмотрены три схемы (обозначены римскими цифрами), для всех остальных типов фрез — четыре схемы. Для крепления с дополнительной опорой (фрезы дисковые, цилиндрические и фасонные) указаны три шифра схемы. Соответственно этому в зависимости от степени жесткости крепления приведены поправочные коэффициенты на подачу на зуб s2 и скорость резания и. Учтено также влияние вида установки торцовых фрез относительно детали симметричная или смещенная, т. е. когда ось фрезы смещена в сторону с тем, чтобы обеспечить плавность входа зуба фрезы в работу. Расстояние наибольшего смещения точки траектории зуба от детали при вступлении зуба в работу С = 0,03 -f- 0,05 диаметра фрезы обеспечивает возможность увеличения подачи на зуб почти вдвое. - При обработке жаропрочных сталей наблюдается обратное явление расстояние наиболее удаленной точки траектории зуба от детали при выходе зуба должно быть близким к нулю, т. е. зуб должен выходить из работы с постепенной разгрузкой. [c.93]
Нормативы режимов резания содержат подачи на оборот изготовки в зависимости от характера обработки и вида инструмента (фреза с усиками или без усиков ) и диаметра я ал. ч скорости резания с учетом ранее названных факторов, а также высоты шлицев. [c.101]
В нормативах режимов резания [6, с. 18J приведен пример расчета основного времени обработки зубчатого колеса червячной фрезой (Т0 = 5,02 мин). Не считая нужным дублировать аналогичный расчет, обратим внимание на то, что согласно эскизу детали обрабатываемое колесо плоское, т. е. ширина зубчатого венца и длина ступицы колеса равны. В этом случае обработка в одну установку только одного колеса может быть оправдана лишь при условии, что вообще требуется обработать одно колесо. В противном случае следует проектировать обработку в одну установку возможно большего количества колес. [c.102]
Режимы резания на протяжные работы содержатся в общемашиностроительных нормативах режимов резания [7]. [c.106]
Общемашиностроительные нормативы режимов резания [5] предусматривают в расчетах два основных этапа [c.117]
Для расчетов используем общемашиностроительные нормативы режимов резания [5]. При этом необходимо учитывать следующее. [c.120]
Наиболее полная система нормативных материалов разработана для отраслей машиностроения. Для нормирования основного (машинного) времени применяются общемашиностроительные нормативы режимов резания на металлорежущих станках и станках с ЧПУ. Разработаны нормативы на все элементы вспомогательного времени, времени обслуживания рабочих мест, подготовительно-заключительное время, время на отдых и личные надобности. На их основе рассчитаны нормативы на технологические переходы и обработку поверхностей деталей, отдельные операции и в целом на изготовление деталей. Имеются нормативы различной степени укрупнения на сборочные, кузнечные, сварочные, штамповочные и другие работы. [c.181]
По сфере применения нормативы подразделяются на межотраслевые, отраслевые и местные. Межотраслевые (общемашиностроительные) нормативы предназначены для нормирования труда на типичных работах, выполняемых на предприятиях различных отраслей промышленности. Наиболее характерным примером таких нормативов являются Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках . Указанные в них работы и оборудование применяются во многих отраслях, а организационно-технические условия являются типичными. [c.202]
Нормативы режимов работы оборудования — это регламентированные величины параметров работы оборудования, обеспечивающие наиболее эффективное его использование. Они применяются для расчета продолжительности основного (технологического) времени. Их содержание дает возможность выбрать наиболее оптимальные режимы работы по каждому виду и типу оборудования, исходя из характерных особенностей изготавливаемых деталей и используемого инструмента. Например, нормативы режимов резания на токарных станках содержат значения глубины резания, скорости, величины и силы подачи в зависимости от применяемого инструмента, твердости обрабатываемого металла, жесткости крепления детали, мощности станка, класса точности и чистоты обрабатываемой поверхности. [c.203]
Общемашиностроительные нормативы режимов резания и времени для нормирования работ, выполняемых на шлифовальных станках с программным управлением, 1989. [c.184]
Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Часть II. Нормативы режимов резания. — М. Экономика, 1990. [c.184]
| Таблица 50. Нормативы режимов резания | 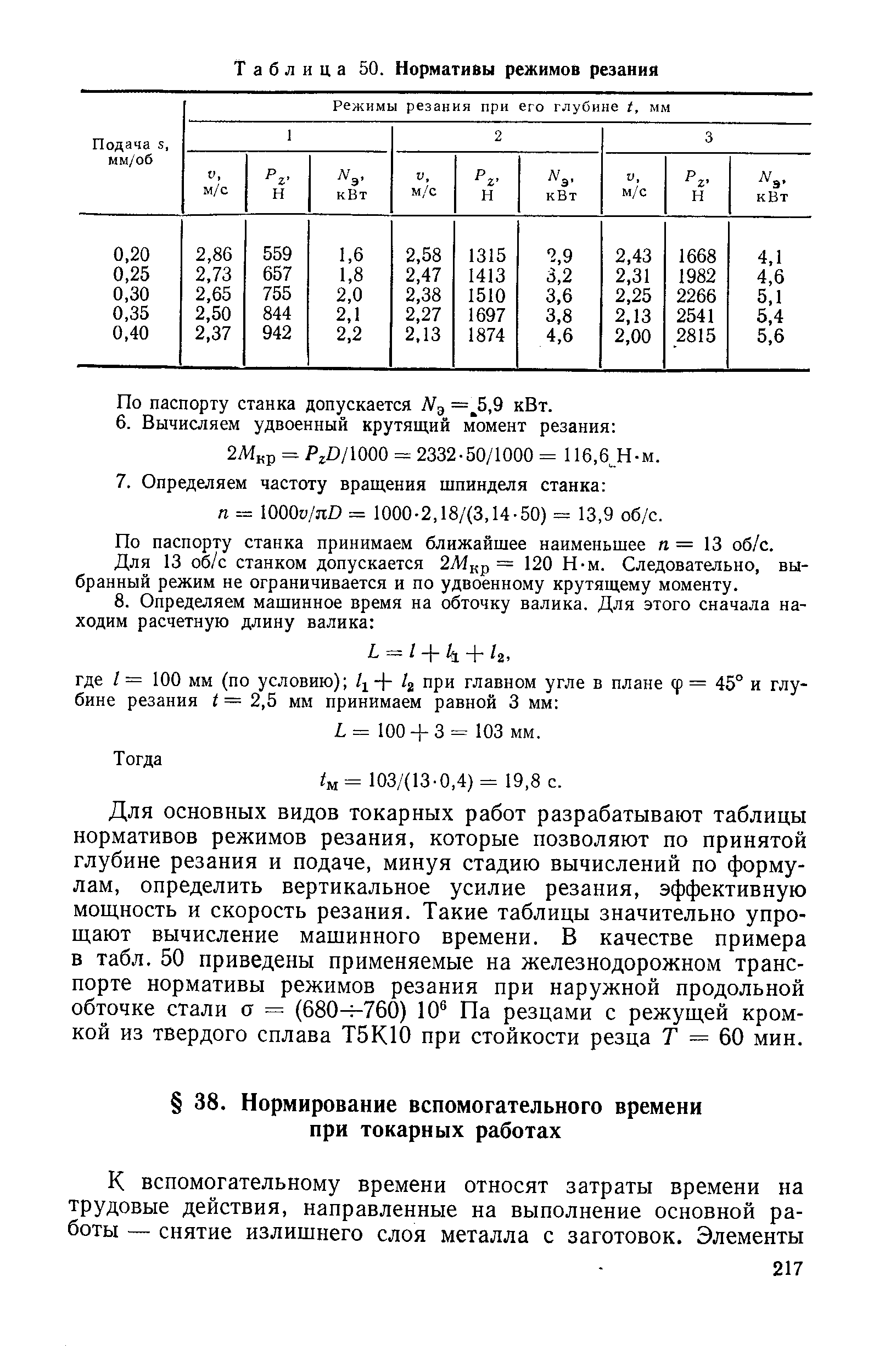 |
Рассмотренный тип нормативов режимов резания и времени имеет важное значение при укрупненном расчете норм времени и норм обслуживания для рабочих-многостаночников, так как эти расчеты связаны с определением свободного машинного времени и показателя занятости рабочего по каждой операции многостаночного комплекта. Кроме того, эти нормативы необходимы для укрупненного расчета норм на работы большой трудоемкости, выполняемые на крупных и [c.63]
Глубину резания, подачу и скорость резания устанавливают по нормативам режимов резания или эмпирическим формулам. [c.152]
Как правило, величины Pz, Px и Ри можно определить по таблицам нормативов режимов резания. Усилия, вызванные резанием, не должны превышать усилий, допускаемых станком, деталью и инструментом. В частности, допустимое усилие подачи Рх устанавливают по паспортным данным станка. Проверку по усилиям проводят только при черновой обработке. [c.152]
Нормативы режимов резания и времени на работы, специфические для предприятия [c.407]
Накопленный опыт в исследовании и расчленении технологических и трудовых процессов и установлении фактических затрат рабочего времени по типовым элементам операции методом хронометража создал предпосылки для разработки положений о двух основных методах технического нормирования труда, т. е. аналитически-исследовательского и аналитически-расчетного, на основе которых были разработаны первые не только у нас, но и в зарубежных странах дифференцированные и укрупненные нормативы времени и нормативы режимов работы оборудования (нормативы режимов резания) для машиностроительных предприятий. [c.55]
В практике нормирования труда различают три разновидности использования ЭВМ для расчета нормы времени. В первой, менее сложной ЭВМ используют для расчета машинного времени по заданным, определенным по нормативам режимам резания и определения вспомогательного и подготовительно-заключительного времени путем выбора из таблиц, заложенных в оперативную па- [c.82]
Остальные элементы затрат времени на выполнение данной операции даются в Общемашиностроительных нормативах режимов резания и времени для технического нормирования работ на сверлильных станках [c.167]
НОРМАТИВЫ РЕЖИМОВ РАБОТЫ — регламентированные значения режимов работы машин, аппаратов или инструментов, установленные применительно к различным условиям осуществления технологич. процесса. Напр., нормативы режимов резания металлов на станках содержат значения глубины резания, подачи и скорости резания в зависимости от конструкции и материала режущей части инструмента, свойств обрабатываемого материала, мощности станка, жесткости системы станок — приспособление — деталь — инструмент, расчетного периода стойкости режущего инструмента, заданной чистоты и точности обработки. [c.56]
Исходя из общей схемы определения режимов резания в каждом конкретном случае, необходимо разобраться в построении и содержании тех нормативов, которыми предстоит пользоваться. [c.68]
Обратим внимание на то, что перечисленные выше параметры ланы в нормативах 15, приложение] определение режима резания может быть выполнено без выбора этих параметров, считая что для заданных.условий обработки в нормативах предусмотрены нормальные резцы. [c.73]
Определение режимов резания при з е и к е р о в а н и и в основном аналогично определению режимов резания при сверлении однако в нормативах даются указания на необходимость снижения подачи при работе с повышенной (против нормальной) глубиной резания. . - [c.80]
Начнем с определения режимов резания и основного времени, используя для этого общемашиностроительные нормативы [51. [c.81]
В нормативах [5] приведены режимы резания для обработки плоскостей широкими резцами, т. е. с малой глубиной резания (от 2 до 0,05 мм) и большими подачами — до 20 мм/д. ход там же установлено ограничение скорости резания в зависимости от размера обрабатываемой поверхности [c.89]
Нормативы содержат также режимы резания при обработке пазов и отрезке, обработке V-образных направляющих и соединений типа ласточкин хвост. Для долбежных станков установлено ограничение подачи при строгании пазов с учетом жесткости системы СПИД. [c.89]
В нормативах приведены 1) классификация згб долбежных станков по четырем группам с учетом мощности электродвигателя станка 2) режимы резания с поправочными коэффициентами, один из которых зависит от угла наклона зуба обрабатываемого колеса другой — от числа зубьев колеса. [c.100]
В большинстве нормативов режимов резания приводятся эмпирические расчетные формулы, положенные в основу приводимых табличных данных. Эти формулы в частных случаях могут быть использованы для- расчета режимов резания на операции, не предусмотренные в данных нормативах1. [c.68]
В нормативах режимов резания 15] в методических указаниях к разд. IV не упомянуты фрезы резьбовые и вращающиеся резьбовые пхповки, но режимы резания при резьбофрезеровании приведены в конце раздела [c.94]
Нормативы режимов резания 16 охватывают фрезерование, долбление, шевингование, строгание, обработку конических колее с прямым и криволинейным зубом, зубозакругление и фрезерование шлицев на шлицефрезерных станках. [c.99]
В нормативах режимов резания приведены 1) класификация зубофрезерных.станков по группам с учетом мощности электродвигателя станка 2) режимы резания для станков, работающих червячными фрезами и фрезами дисковыми зуборезными. [c.99]
Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Ч. 2. Зуборезные, горизонтально-расточные, резьбонакатные и отрезные станки/ ЦБПНТ при НИИТруда. М. Машиностроение, 1974. 200с. [c.182]
Общемашиностроительн1ые нормативы режимов резания для технического нормирования работ на металлорежущих станках. Ч. 3. Протяжные, шлифовальные и доводочные станки. М. НИИТруда, 1978. 360 с. [c.182]
Для основных видов токарных работ разрабатывают таблицы нормативов режимов резания, которые позволяют по принятой глубине резания и подаче, минуя стадию вычислений по формулам, определить вертикальное усилие резания, эффективную мощность и скорость резания. Такие таблицы значительно упрощают вычисление машинного времени. В качестве примера в табл. 50 приведены применяемые на железнодорожном транспорте нормативы режимов резания при наружной продольной обточке стали а = (680 -760) 10е Па резцами с режущей кромкой из твердого сплава Т5К10 при стойкости резца Т = 60 мин. [c.217]
Общемашиностроительные нормативы режимов резания для нормирования работ на шлифовальных станках с программным управлением / ЦБНТ 10 л. 2 р., 50 000 экз. [c.301]
В ЛИЭИ им. П. Тольятти разработаны нормативы режимов резания при наружном и внутреннем круглом шлифовании с продольной подачей, плоском шлифовании периферией круга на токарных и карусельных станках х (табл. 4.21 и 4.22). Нормативы режимов резания рассчитаны на шлифование деталей из конструкционных углеродистых и легированных сталей с пределом прочности при растяжении ов = 650 МПа (представитель группы — сталь марки 38ХМА). При обработке деталей из сталей других марок и [c.173]
В институте технической кибернетики АН БССР разработана система нормирования станочных работ оптимизирующего типа с применением метода линейного программирования [3]. Система включает комплекс программ для расчета параметров режима резания и норм времени на различные виды работ в условиях среднесерийного и крупносерийного производств. Она базируется на использовании общемашиностроительных, отраслевых и заводских нормативов режимов резания и времени для технического нормирования станочных работ. [c.326]
В ЛИЭИ им. П. Тольятти разработана система автоматизированного нормирования станочных работ, в которой реализован алгоритм поискового типа. Система предназначена для нормирования токарных, карусельных, сверлильных, строгальных, фрезерных и расточных работ при обработке крупногабаритных деталей в условиях мелкосерийного и единичного производства. В системе использован расчет параметров режимов резания и норм времени по общемашиностроительным дифференцированным нормативам режимов резания и времени. Учтены особенности обработки крупногабаритных деталей, свойственные мелкосерийному и единичному производству 1) большое число технологических переходов в операции (до 100 и более) и их концентрация на одном рабочем месте 2) недостаточность информации (часто единственным источником информации для нормирования [c.327]
Производительность ее 140 переходов в час. В основу алгоритма, реализуемого машиной, положены технологические зависимости, рекомендуемые общемашиностроительными нормативами режимов резания и времени на станочные работы. Конструктивно машина СТЭМ оформлена в виде письменного стола размером 1700X 1500x700 мм. На столе располагается пишущая машинка, играющая роль ввода и вывода и пульт управления. Внутри стола размещены все основные устройства машины. Блок питания (размером 800x650x1400 мм) расположен отдельно. Возможна работа на машине с итоговым перфоратором, который выдает на перфокарту ряд данных для дальнейших расчетов на счетно-перфорационных машинах. [c.51]