Пользователь имеет возможность получать различные выборки по всем параметрам операции - раздельно по платежам или поступлениям. Таким образом, менеджер всегда может получить наглядное представление о просрочках, ответственных и т. п., а при необходимости - отфильтровать и упорядочить интересующую его информацию. [c.283]
| Табл. 4. Параметры операций в примере 3 | 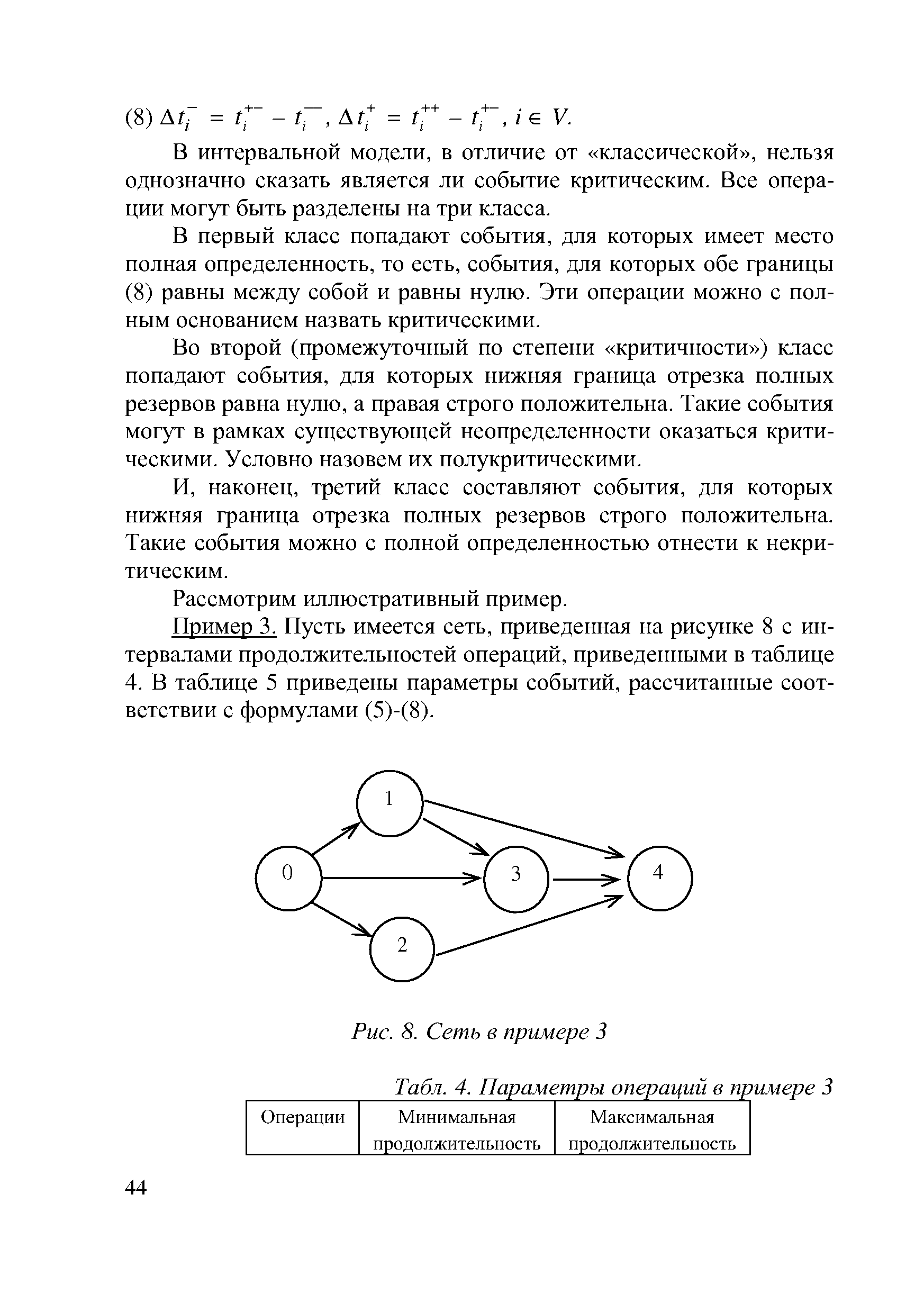 |
Пусть известны все параметры операций и заданы оператор [c.59]
| Табл. 1. Параметры операций в примере 1 | 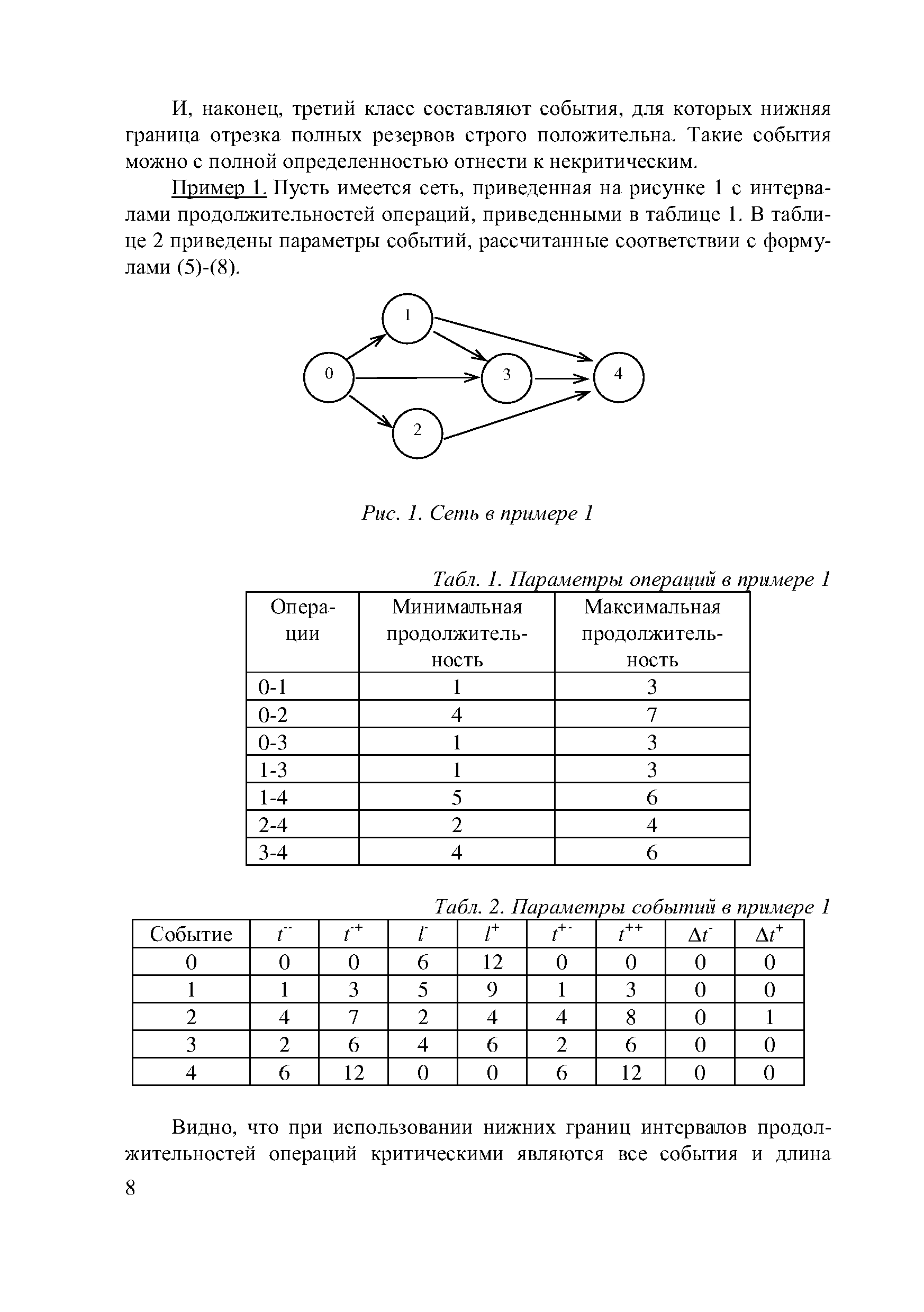 |
Характеристика Цель Приоритет Параметры операции [c.221]
Согласование данных по МО с языком взаимодействия метролога-пользователя ЭВМ обеспечивается применением для написания директив обобщенных, комплексных и единичных показателей для работ по МО. Обобщенные и комплексные показатели должны соответствовать режимным директивам, единичные — параметрам операций. Режим может задаваться формулой ранжирования комплексных показателей МО или матрицей ранжирования единичных показателей. Операторы могут отображаться программными модулями, построенными по расчетным, алгоритмами задач МО или условиями реализации основного уравнения упорядочения. Профессионализм пользователя-метролога состоит в задании ЭВМ при диалоге с ней такой последовательности операторов, которая обусловит оптимальное согласование показателей фактического и нормативного состояний проблемной ситуации по МО. [c.93]
Все необходимые для расчета данные приведены в форме 1 для групповой обработки по сокращенному алгоритму. В форму заносятся все исходные данные для расчета оптимальных режимов резания и нормы времени на операцию. В графу № заносятся обозначения основных характеристик и параметров операции, например И — тип режущего инструмента МИ —марка материала [c.47]
Самая сложная технологическая подготовка существует в машиностроении. Содержание технологических операций и пооперационного планирования определяют состав производственного оборудования, машин, специальных инструментов и приборов, необходимых для внедрения разработанного технологического процесса. В процессе пооперационного планирования определяются временные параметры операций, для того чтобы выяснить, не создается ли на отдельных рабочих местах перегрузок. Характер технологического планирования во многом зависит от степени массовости производства, т. е. от того, о каком производстве идет речь — единичном, серийном или массовом. От степени массовости зависит прежде всего сам способ обработки. Масштаб производства влияет также на детализацию производственных операций. [c.148]
В практических расчетах часто сталкиваются с ситуациями, когда некоторые параметры операций нельзя заранее однозначно определить и возникает необходимость в расчете некоторых крайних значений результирующих показателей. В связи с этим в третий раздел учебника включены гл. 7 и 8, имеющие в основном общий методологический характер. В первой из них рассматриваются способы определения барьерных или критических значений экономических, в том числе финансовых, параметров. Во второй — в теоретическом плане обсуждается проблема измерения риска в финансовых расчетах и влияния диверсификации на его величину. [c.7]
Минимизация издержек. Современная стоимость издержек покупателя зависит от всех параметров операции, причем при q > i всегда наблюдается соотношение W6 < Wa. Иначе говоря, совокупные издержки покупателя меньше при начислении процентов по варианту б. Причем, чем больше п и q, тем больше разность современных стоимостей потоков платежей, соответствующих двум вариантам начисления процентов. [c.314]
Наиболее интересной и практически важной является зависимость современной стоимости издержек от количества последовательно погашенных векселей п. Нетрудно обнаружить, что при одних сочетаниях исходных параметров операции (/, d, q) значение W может расти, при других — падать. Более того, при некоторых сочетаниях параметров существует такое количество векселей, при котором совокупные издержки покупателя становятся минимальными. Строгий аналитический подход для определения оптимального п приводит к громоздким математическим выражениям. Проще рассчитать ряды показателей для заданного набора параметров и выбрать оптимальное значение п. [c.314]
Изучая прецеденты, в которых участвует объект, можно получить представление об обязательствах объекта по отношению к его окружению. Поведение, описываемое в классе объекта, должно подтверждать эти обязательства. Поведение объекта можно разделить на несколько последовательностей, называемых операциями. Выполнение каждой такой операции инициируется определенным стимулом. Чтобы выполнить операцию, часто бывает нужно знать определенные входные и выходные данные, которые называют параметрами операции. Стимул вместе с параметрами образует сигнатуру операции. [c.141]
Упреждающая диагностика, прогнозирование отклонений в параметрах операций бизнес-процессов [c.123]
Качественный анализ опасностей начинают с исследования, позволяющего идентифицировать источники опасностей. При анализе опасностей всегда принимают во внимание используемые материалы, состояние и параметры системы, наличие и состояние контрольно-измерительных средств. Качественные методы анализа включают в себя анализ ошибок персонала и ряд других операций. Примеры анализа опасностей приведены ниже [2] [c.140]
Управление производством обязательно связано с конкретными календарными датами начала и окончания отдельных операций. В этом динамика управления. Основная задача его в широком смысле слова — поддержание производственного процесса в заданных параметрах исходя из общей цели производства. Для этого существует целый арсенал средств и методов, объединенных понятием система управления наблюдение, подача команд, контроль за их исполнением. [c.5]
В настоящее время все более широкое распространение получает высшая форма диспетчеризации, при которой полностью централизуется контроль, управление и регулирование объектами и параметрами с применением средств автоматики и телемеханики. В этом случае местный оперативный персонал отсутствует. Все операции контроля и управления процессом перекачки выполняются дежурным диспетчером. [c.150]
Перечень и содержание производственно-вспомогательных работ, входящих в состав операции, в зависимости от особенностей производства могут быть весьма различны. Однако наиболее типичными элементами вспомогательных работ, выполняемых рабочими, обслуживающими основное оборудование, являются загрузка сырья и материалов, выгрузка продукции и отходов, пуск и остановка оборудования, регулирование процесса (параметров) и т. д. Длительность этих вспомогательных работ, не перекрываемых машинным (аппаратурным) временем, в значительной степени определяется уровнем их механизации, степенью автоматизации управления процессом, квалификацией рабочих и др. [c.142]
Передовые технические нормы производительности оборудования должны устанавливаться на базе паспортных (или проектных) параметров технической характеристики оборудования наиболее совершенного (утвержденного) технологического регламента технически обоснованных норм расхода материалов, в которых учтены технически неизбежные потери технически обоснованных прогрессивных нормативов затрат времени на выполнение элементов операции. [c.148]
ТЕХНОЛОГИЧЕСКАЯ ОПЕРАЦИОННАЯ КАРТА ПРОЦЕССА УПРАВЛЕНИЯ -вид документации показывает распределение информации по исполнителям управленческих работ, ее движение и результат процесса управления. Т.о.к.п.у. составляется в табличной форме и имеет следующие графы перечень операций, подразделение-исполнитель, должностное лицо—исполнитель, подразделение—потребитель информации, методическое и организационное обеспечение выполнения операции, информационное обеспечение выполнения операции, в т.ч. какие документы и материалы необходимы, кто их поставляет (подразделение), техническое обеспечение, параметры процесса управления, в т.ч. количество процедур (операций, работ) в среднем в год, периодичность в год, трудоемкость в часах на операцию и в часах за год. [c.383]
Далее последовательно по каждой операции, установке, агрегату указываются основные параметры обработки (в зависимости от используемого оборудования и вида процесса — прерывного или непрерывного) время, температура, давление, концентрация и др., соблюдение которых строго необходимо. Для ряда параметров указываются пределы их допустимых отклонений. [c.47]
Основной задачей технического контроля является проверка соблюдения заданных параметров процесса, рецептур, последовательности операций (стадий) процесса для обеспечения выпуска только доброкачественной продукции. Технический контроль должен быть профилактическим, оперативным, точным, срочным и обязательным. [c.91]
Точки контроля обусловливаются технологическим регламентом и в дальнейшем не рассматриваются. В основном производстве технический контроль охватывает параметры и режимы процессов порядок и прием выполнения операций качество сырья, материалов, рабочих жидкостей, полупродуктов (полуфабрикатов), готовую продукцию. [c.91]
От частичной заменяемости следует отличать понятие технические границы типоразмера , которое отражает технически обусловленные границы выполняемых данным типом изделий операций-Технические границы определяются диапазоном между крайними значениями параметра операций, внутри которого технически возможно применение данного типоразмера машин. Например, для дизель-молотов трубчатого типа, как показывает практика их применения, технические границы типоразмера со значением веса ударной части РУ.Ч (главный параметр для дизель-молотов) выражаются следующими эмпирическими зависимостями максимального Qemaxi и минимального Q mint значения массы сваи [c.14]
Разработайте сетевой график типа ОУ для проекта создания ком-пьютериэироваянного ленточного конвейера Если ваша программа дозволяет рассчитывать временные параметры операции, то включите ES, LS свободный резерв к продолжительность операций в ее распечатку (Внимание- программа, используемая автором для этого упражнения, выстраивала график, конечной датой которого было 13 июни второго года, или 530 дней Ваша программа может отличаться на один — три дня Знаете ли вы, почему2) [c.150]
Аналитически-расчетным методом норму труда на операцию опр.-деляют по заранее разработанным нормативам времени на типовые элементы этой операции (движения, приемы, комплексы приемов), Разновидностью аналитически-расчетного метода яв-лнгтгя технический расчет норм на машинные операции в (авнсимости от параметров работы оборудования (скорость подачи, число оборотов и др.). [c.146]
Любой, кто когда-либо управлял бизнесом, очень хорошо знает, что параметр производительность организации в области оказания услуг столь же неопределенен, как и в производстве товаров. Вялые, угрюмые продавцы работают непроизводительно, а активные, заинтересованные, дружески настроенные — производительно. Точно так же, как в армии — одни будут сражаться лучше других, хотя у них равные силы и одинаковое вооружение. Альберт Тамуш, председатель крупной брокерской страховой компании Френк Б. Холл отмечает по этому поводу Управление людьми, которые отличаются высокими предпринимательскими способностями — это высокое искусство, и основа всех ваших прибылей и потерь полностью зависит от того, какова ваша система оплаты и стимулирования. Вы должны учить людей, заинтересовывать их, и у Холла этим определяется все 100 % операций. У Холла около 15% общего числа служащих, составляющего 7000 человек, достаточно заинтересованы, чтобы получать более 50 тыс. долл. в год. Но на каждый заработанный ими доллар, объясняет Тамуш, компания зарабатывает че- [c.98]
Сам процесс принятия решений можно сделать более производительным, если использосать информационную технологию, Качественная информация, т.е. релевантная, точная и своевременная информация, естественно, является необходимым условием для принятия качественного решения. Информационная техника может прямым образом улучшить процесс принятия решений, позволяя руководителю использовать бол мл и н объем информации и устраняя некоторые наиболее трудоемкие операции при принятии управленческих решений. Управляющий по вопросам финансов, пользующийся распечаткой ЭВМ для расчета и сравнения параметров, сможет рассмотреть гораздо большее количество возможных вариантов и в более связанном виде, чем его коллега, затрачивающий целые дни на вычисления на бумаге. [c.667]
Важная черта системы камбан состоит в том, что она побуждает работников уделять максимум внимания качеству продукции. Не будет преувеличением сказать, что сама рассматриваемая система невозможна без ориентации на качество. Напомним, что она предусматривает сведение до минимума всех заделов и подачу на последующие участки производства деталей и узлов поштучно. Даже небольшой процент брака в этих условиях привел бы к параличу всего производственного цикла. Поэтому буквально каждая поданная на последующий участок деталь должна быть совершенной, отвечающей всем требованиям стандартов. Роль персонала в поддержании качественного параметра на надлежащем уровне поистине невозможно переоценить. Похоже, что японские предприниматели стараются превратить заботу о высоком качестве в неотъемлемый ингредиент поведенческих установок работников. И надо сказать откровенно они немало преуспели в этих стараниях. Рабочие осуществляют настолько жесткий контроль качества в процессе трудовых операций, что отпадает необходимость в специально организованном входном контроле и деятельности органов, проверяющих изделия после их изготовления. [c.90]
В технологически непрерывном производстве синхронизация достигается за счет пропорциональности между количеством агрегатов, установок, аппаратов. Регулирующими параметрами в этих случаях будут объемная скорость, время контакта- Сам признак р итмичности — получение равного количества продукции в равные отрезки времени — действителен и для непрерывных процессов. При периодических прерывных аппаратурных процессах организация ритмичного производства усложняется. Необходима кратность в продолжительности всех операций процесса. При этом приходится учитывать обязательность бесперебойного течения процесса производства с соблюдением всех параметров технологии, полноту использования рабочего времени аппаратчиками и высокий коэффициент загрузки оборудования. [c.30]