Машинное изготовление стержней наиболее широко применяется в массовом и крупносерийном производстве. В зависимости от модели машины по нормативам [13] определяется продолжительность каждого комплекса приемов. [c.143]
Учитывая бригадный характер организации труда на участке изготовления стержней, норму штучного времени выражают в человеко-минутах. [c.143]
Расчленяем процесс на операции и укрупненные комплексы приемов на основе анализа фактических условий труда и применяемых нормативов. Для машинного способа изготовления стержня весь процесс можно разделить на две операции формовку стержня па машине, которая включает следующие укрупненные комплексы приемов формовку стержня, наполнение стержневого ящика смесью, машинно-ручные приемы, подачу стержня на отделку отделку стержня вручную, которая включает отделку стержня, окраску стержня. [c.143]
Определяем норму штучного времени на изготовление стержня [c.144]
Отсюда штучно-калькуляционное время на изготовление стержня [c.145]
На участках, организованных по технологическому принципу (или по принципу технологической специализации), выполняются операции определенного вида. Например, в литейном цехе могут быть организованы участки по следующим технологическим направлениям изготовление стержней, литейных форм, обработка готового литья в кузнечном цехе могут быть созданы участки по изготовлению кованых заготовок на молотах и прессах, производству термической обработки в механическом цехе - участки токарный, револьверный, фрезерный в сборочном - участки узловой и окончательной сборки изделий, испытаний их частей и систем, контрольно-испытательный, окраски. [c.326]
Если по обычному, старому процессу стержни изготавливались на малопроизводительном оборудовании или вручную и требовалась обязательная последующая сушка стержней в течение 1,5— 3 ч в громоздких сушилках, то теперь стержень получается за 2—3 мин на автоматах. На базе этого процесса создан типоразмер-ный ряд высокопроизводительных стержневых автоматов, состоящий из 10 моделей. Все они разработаны на уровне изобретений и отмечены рядом дипломов и медалей на различных выставках. В настоящее время на заводах страны работает более 40 образцов машин, изготовленных на опытной базе института. Произведенные расчеты показали, что широкое внедрение нового процесса изготовления стержней дает народному хозяйству около 40 млн. руб. экономии в год. [c.233]
Время на параллельно выполняемые операции в литейных цехах (приготовление жидкого металла, формовочной земли, стержневой смеси, изготовление стержней) в расчет длительности производственного цикла изготовления отливок не включается. [c.46]
На участках изготовления стержней (см. форму 14) литейные цехи № 14, № 6 имеют соответственно 3 и 6 автоматов 4705, производственная мощность этих участков 103,9 и 186,3% к плану. По литейному цеху № 6 на стержневой участок добавляется на конец года еще 2 автомата 4705, и производственная мощность в процентах к плану на конец года составила 248,3. [c.94]
Потери смесей на высыхание при их транспортировке и при изготовлении стержней в % [c.394]
Пескодувные машины для изготовления стержней [c.130]
Себестоимость изготовления стержней на 1 т литья . . [c.40]
Особенности производственного процесса в литейном производстве состоят в его непрерывности, строгом чередовании технологических операций и этапов производства подготовка и завалка шихты, плавка металла, изготовление стержней и форм, заливка форм, выбивка, обрубка и очистка отливок. [c.208]
Стержни применяют в основном для выполнения в отливках отверстий, впадин, выступов и внутренних полостей. Процесс изготовления стержня состоит из следующих последовательно выполняемых операций формовки сырого стержня сушки стержня отделки и окраски сухого стержня. Стержни можно изготовлять ручным и машинным способом. При ручном способе их изготовляют в стержневых ящиках или по шаблонам при машинном — только в стержневых ящиках. В условиях массового и крупносерийного производства стержни изготовляют на специальных машинах (встряхивающих, прессовых, пескодувных и др.), которые позволяют получить более точные размеры стержней и высокую производительность труда. [c.94]
Организация труда на рабочих местах машинного и ручного изготовления стержней в зависимости от объема их выпуска и размеров может предусматривать выполнение операций одним рабочим, бригадой или расчленение процесса между двумя-тремя бригадами рабочих. [c.94]
Расчет норм на изготовление стержней в зависимости от типа производства осуществляют 1) для условий массового и крупносерийного производства по элементным нормативам оперативного времени на приемы машинного изготовления стержней 2) для условий среднесерийного, мелкосерийного и единичного производства по укрупненным нормативам штучного времени на комплексы приемов машинного и ручного изготовления стержней [8]. [c.94]
Состав нормируемых комплексов приемов при машинном изготовлении стержней, а также факторы, влияющие на их продолжительность, приведены в табл. 3.5. [c.95]
| Таблица 3.5 Комплексы приемов при машинном изготовлении стержней | 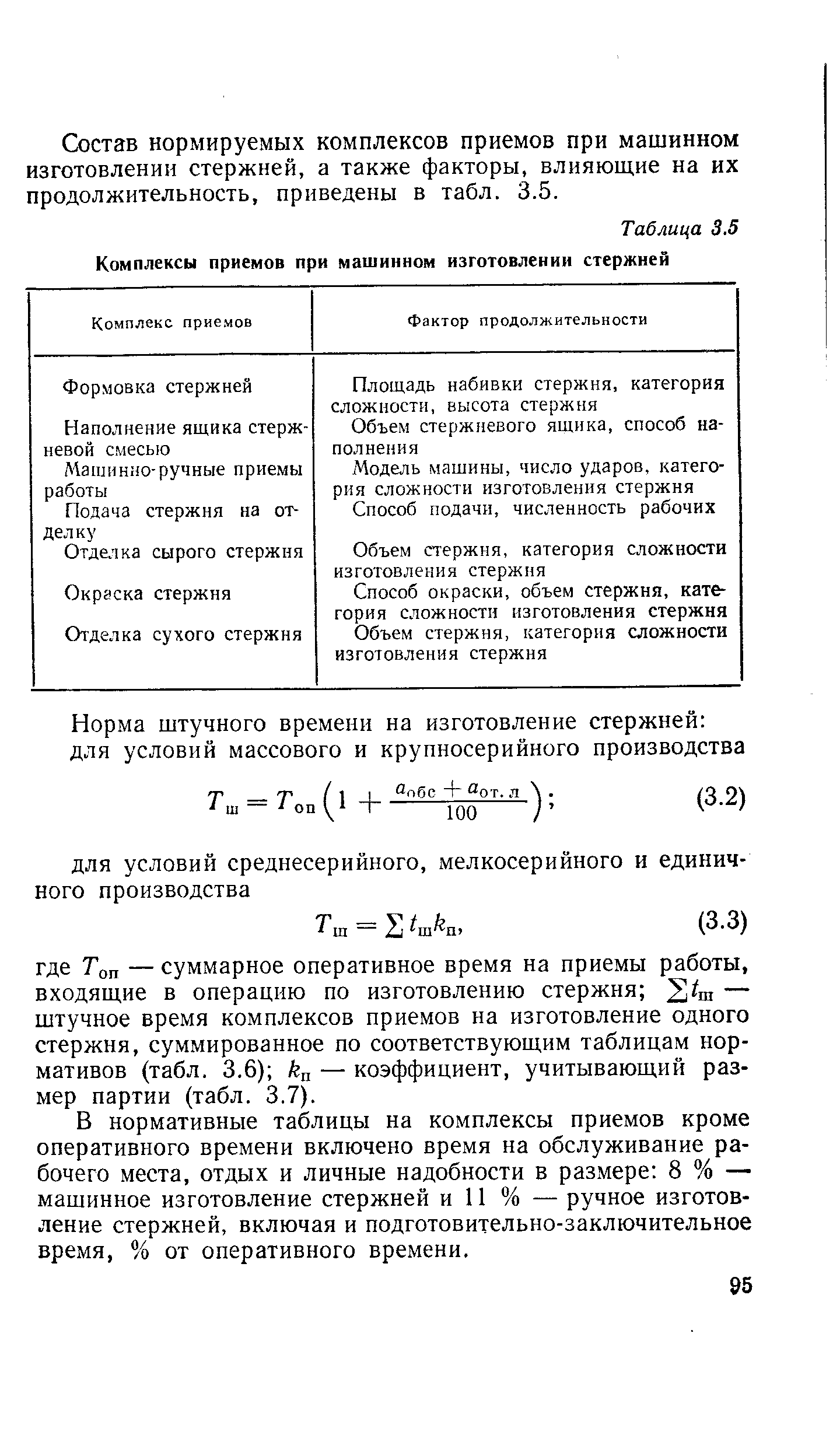 |
Объем стержня, категория сложности изготовления стержня [c.95]
Норма штучного времени на изготовление стержней для условий массового и крупносерийного производства [c.95]
В нормативные таблицы на комплексы приемов кроме оперативного времени включено время на обслуживание рабочего места, отдых и личные надобности в размере 8 % — машинное изготовление стержней и 11 % — ручное изготовление стержней, включая и подготовительно-заключительное время, % от оперативного времени. [c.95]
Расчет нормы штучного времени на машинное изготовление стержня [c.97]
Пример 3.1. Рассчитать норму штучного времени на машинное изготовление стержня для чугунных отливок. Исходные данные среднесерийный тип производства модель машины 232 площадь набивки стержня 40 дм2 высота стержня 250 мм объем стержня 100 дм3 категория сложности II число стержней в ящике 1 число стержней в партии 50. Расчет нормы штучного времени производят по форме 3.1. [c.98]
Структура нормативных таблиц на изготовление форм, а также метод расчета норм времени аналогичен расчету норм на изготовление стержней, т. е. расчет норм выполняют по формулам (3.2) и (3.3). [c.99]
Здесь уместно отметить, что комплексная механизация и автоматизация литейного производства на базе новой передовой технологии представляет очень сложную задачу. Этим, видимо, следует объяснить очень низкий уровень механизации этого производства на заводах серийного машиностроения. Он характеризуется следующими цифрами изготовление стержней — не больше 15%, формовка — 16%, очистка и обрубка— 10—45% и выбивка — 60%. [c.166]
Способ изготовления стержней может быть ручным и машинным. Он включает большое число ручных приемов. Основными факторами, влияющими на продолжительность работы, яляютая площадь набивки стержневого ящика, сложность, объем емеси и ряд других менее значимых факторов, которые приводятся в нормативах [131. [c.143]
В области литейного производства осуществляется дальнейшее внедрение в производство прогрессивных технологических процессов изготовления высококачественных отливок с минимальными припусками на механическую обработку, литья в металлические и скорлупчатые формы, центробежного литья, литья под давлением, литья по выплавляемым моделям, кристаллизация литья под вакуумом, максимально внедряются быстросохнущие смеси и пескодувные процессы для изготовления стержней применяются кислородное и подогретое дутье, сплавы с повышенными механическими свойствами проводится систематическое взвешивание отливок и устанавливается контроль со стороны ОТК за их весом, за рассортировкой и подготовкой шихтовых материалов, а также за ходом плавильного процесса уменьшаются потери металла путем сепарирования формовочной земли, используются сплески и остатки в ковшах снижаются расходы металла путем использования на прибыли экзотермических смесей и [c.99]
Уменьшится применение станков для предварительных обдирочных операций благодаря увеличению объема изготовления отливок прогрессивными методами путем расширения внедрения автоматических формовочных линий, автоматов и полуавтоматов, автоматических смесеприготовительных систем, автоматизированных очистных и зачистных линий, автоматических линий, автоматов и полуавтоматов для изготовления стержней по горячей и холодной оснастке. [c.24]
Примером организации с высоким уровнем специализации научно-исследовательских работ в автомобильной промышленности может служить Минский филиал Научно-исследовательского института технологии автомобильной промышленности (НИИТАвтопром), в котором выполняются работы исключительно для нужд литейного производства. Филиал работает по схеме лаборатории — КБ — опытный завод — производство. Такой законченный цикл, охватывающий поиск, конструкторскую разработку, изготовление изделий в металле и внедрение их на заводе, позволил институту в 1965—1975 гг. разработать и внедрить на заводах ряд новых технологических процессов, оборудование и оснастку, обеспечивающие высокие технико-экономические показатели. Так, например, впервые в нашей стране коллективом института разработан и внедрен на многих предприятиях новый процесс изготовления стержней в горячей оснастке. [c.233]
В соответствии с типом производства по таблицам нормативов определяют время на отдельные приемы или комплексы приемов и на операцию в целом. Затем рассчитывают норму штучного времени Тт. Затраты подготовительно-заключительного времени на партию при машинном изготовлении стержней в условиях среднесерийного и мелкосерийного производств зависят от типа машины и составляют для пескометов 14 мин, для пневматических, пескодувных и пескострель-ных машин 12 мин. [c.96]