Возможности человека эффективно и безопасно выполнять свою работу непостоянны. Предварительный инструктаж, например, о роли правильного распределения внимания повышает производительность труда многостаночника на 10% информация кузнеца каждые 30 мин о количестве изготовленных им деталей при горячей штамповке повышает производительность труда на 10—20% трансляция функциональной музыки поднимает выработку на 12—14% [76]. [c.248]
Кузнечные цехи специализируются по технологическим признакам свободной ковки, горячей штамповки, высадки по группам деталей тяжелые, средние и мелкие поковки по группам оборудования участки ковочных машин, ковка молотами или прессами, штамповка на молотах, прессах, прокатка на ковочных вальцах и т. д. [c.203]
Кузнечно-штамповочные работы охватывают следующие виды технологических процессов изготовление поковок методом ковки под молотами и гидравлическими прессами изготовление поковок горячей штамповкой на штамповочных молотах, прессах и горизонтально-ковочных машинах изготовление штамповок методом холодной штамповки на кривошипных, эксцентриковых и фрикционных прессах. Особенностью нормирования первых двух технологических процессов является наличие двух параллельно происходящих процессов — нагрева металла и его деформации (ковка, штамповка). [c.132]
Нормировочная карта на горячую штамповку [c.134]
Универсально-наладочные штампы дают возможность успешнее внедрять новые, прогрессивные технологические процессы горячей штамповки. [c.106]
Свободная ковка Горячая штамповка 60 40 12,5 87,5 - [c.91]
Литье, поковки и горячие штамповки..... [c.154]
Штампы для горячей штамповки . .......... 307 [c.212]
РАСЧЕТ НОРМ РАСХОДА МЕТАЛЛА ПРИ ГОРЯЧЕЙ ШТАМПОВКЕ НА МОЛОТАХ И ПРЕССАХ [c.112]
Исходными данными для определения веса поковки являются, как указывалось выше, ее размеры, исходя из которых определяется объем поковки. Объем поковки состоит из объема чистовой детали плюс припуск на механическую обработку и напуск, который при горячей штамповке значительно меньше, чем при свободной ковке. [c.112]
Основными видами отходов и потерь металла при горячей штамповке являются заусенец (облой), высечка при прошивке отверстия, угар и клещевина, в тех случаях, когда она не может быть использована для изготовления поковок меньших размеров. [c.112]
Заусенец, который создает по контуру поковки (по линии разъема штампа) сопротивление, необходимое для заполнения фигуры полости окончательного ручья, составляет большой удельный вес в общем объеме отходов металла при горячей штамповке. [c.112]
| Таблица 15 Отход металла на клещевину при горячей штамповке на молотах | 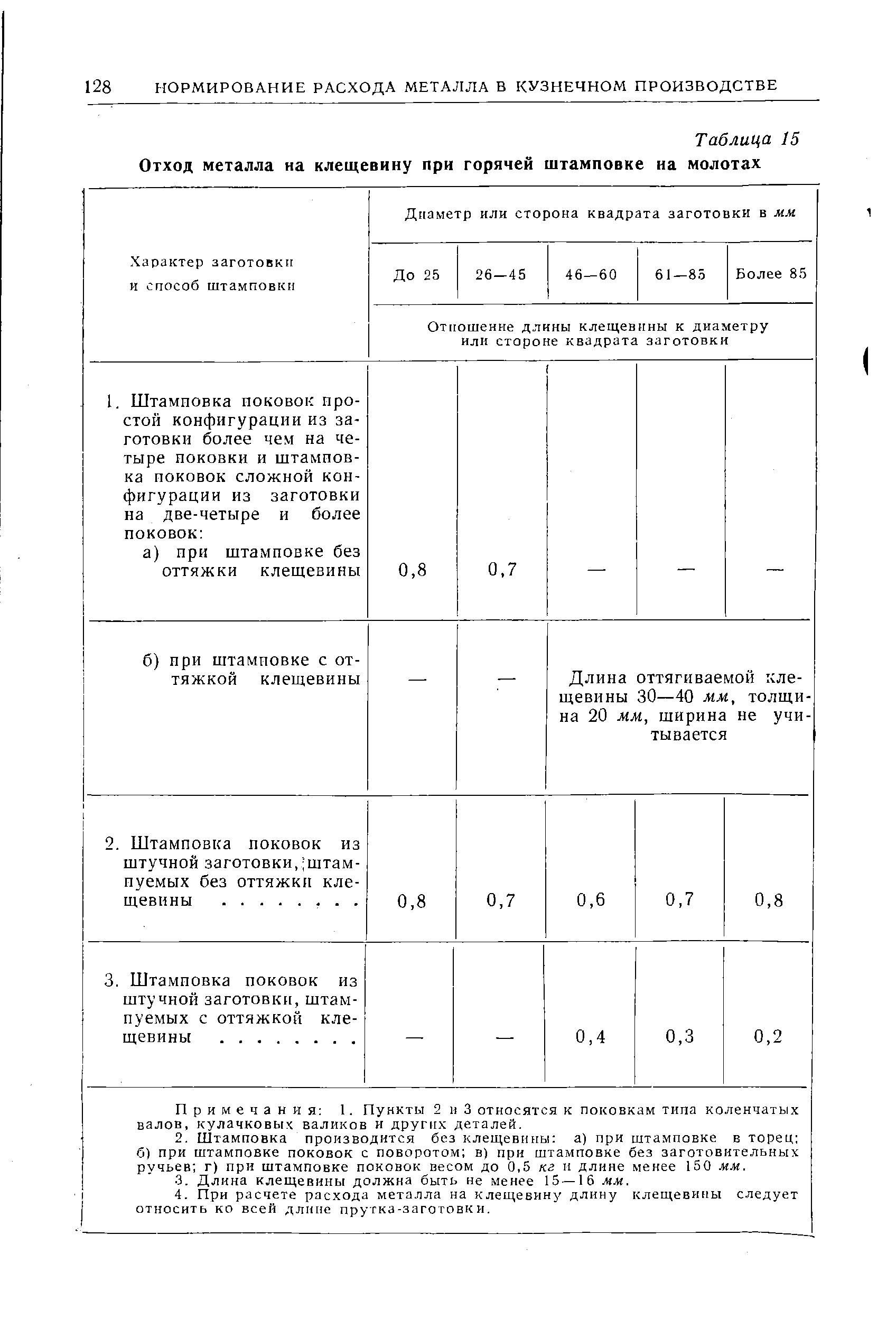 |
Концевые отходы металла на зажим в высадочном штампе и клещевину при горячей штамповке на горизонтально-ковочных машинах [c.133]
Концевые отходы металла при горячей штамповке колец на горизонтально-ковочных машинах [c.135]
Особенности заготовительных производств — стабильность и ограниченное число технологических маршрутов, малое число операций, относительная простота последних и др. — предопределяют в большинстве случаев более простые конструктивно-технологические решения при разработке групповых технологических процессов и групповой оснастки. Например, при горячей штамповке групповая технология строится на применении блоков со сменными вставками и разными способами их крепления, благодаря чему при использовании небольшого числа блоков получают значительную номенклатуру штампованных заготовок при холодной штамповке с той же целью широко применяются блоки [c.12]
Широкое внедрение точного литья — в кокиль, в корковые формы позволяет значительно снизить расход электроэнергии. Уменьшения припусков также можно добиться путем замены свободной ковки штамповкой, горячей штамповки прокаткой, применением высадки вместо токарной обработки. Увеличение скорости резания приводит к сокращению машинного времени, к повышению производительности станка и снижению расхода электроэнергии. [c.121]
Обычно для нагрева штампов перед работой используют трубчатые электронагреватели, которые прогревают штамп до заданной температуры. При этом способе требуется длительное время для разогрева штампа, а следовательно, и большой расход электроэнергии. Кроме того, горячая штамповка изделий из жаропрочных сплавов требует непрерывного подогрева штампов. [c.136]
Прессовщики на горячей штамповке. [c.243]
Как видно из приведенных в таблице данных, количество цехов, занятых производством поковок из проката, и количество работающих в них намного выше удельного веса этого вида заготовок в общем выпуске кузнечных заготовок. Производительность труда при изготовлении поковок из проката значительно ниже, чем по другим видам кузнечных заготовок. Себестоимость изготовления поковок из проката, учитывая сравнительно меньший удельный вес их выпуска из легированных сталей, гораздо выше себестоимости изготовления поковок из слитков и горячих штамповок. Таким образом, производство поковок из проката обладает самыми низкими технико-экономическим показателями (за исключением расхода металла на тонну годных кузнечных заготовок). Следует, однако, отметить, что в большинстве работ, опубликованных за последние 20 лет и посвященных развитию кузнечного производства, убедительно доказано, что показатель "Расход металла на тонну годных кузнечных заготовок", взятый изолированно, не отражает технического уровня кузнечного производства и при анализе может использоваться лишь факультативно. Так, например, при переводе изготовления детали типа "фланец" со свободной ковки на горячую штамповку коэффициент использования металла повышается с 0,2 до 0,6, достигается значительная экономия металла, однако при этом расход металла на тонну годного повышается с 1100 кг до 1250. кг. [c.15]
Технике -экономические показатели для свободной ковки для горячей штамповки для холодной штам- модели [c.113]
Прейскурант № 25-01. Оптовые цены на отливки, поковки и горячие штамповки. М. Прейскурантиздат, 1981. 463 с. [c.280]
ОФщемалшпгестроителъные нормативы времени на горячую штамповку. Массовое, крупносерийное и серийное производство. М. Машиностроение, 1974. 114 с. [c.182]
В области кузнечно-штамповочного производства осуществляется пересмотр чертежей поковок и приведение припусков и допусков в соответствие с действующими ГОСТами широко внедряется при свободной ковке поковок с минусовыми допусками, с применением специализированного инструмента и подкладных штампов, комбинированная ковка-штамповка на кривошипных прессах максимально заменяется свободная ковка штамповкой и широко внедряется точная горячая штамповка и холодная объемная калибровка и чеканка широко применяются штамповки в закрытых штампах (без заусенцев), периодический поокат, штамповки выдавливанием, раскатки, вальцовки внедряются безокислительный нагрев заготовок в пламенных печах, контактный и индук-дионный нагрев пересматриваются размеры поковок и штамповок с максимальным приближением их форм к готовым. деталям. [c.100]
Рассмотрим такой пример1. Для получения тяжелых поковок автомобиля — коленчатого вала и балки передней оси — разрабатывается автоматическая линия горячей штамповки на кривошипных горячештамповочных пресса-х (КГШП). Эта линия должна заменить действующие поточные линии молотовой штамповки. Прямые задачи решались таким образом при заданной производственной программе выпуска поковок находились загрузка разрабатываемой прессовой линии и ее экономический эффект в сравнении с молотовыми линиями. Далее решались обратные задачи, заключавшиеся в том, чтобы установить предельные значения технических параметров — производительности и загрузки — при нормированном уровне эффективности, определяемом эффективностью существующих молотовых линий. [c.53]
Примером качественного комплексного анализа может служить анализ тяжелого кузнечно-прессового оборудования для горячей объемной штамповки, выполненный в работе [76]. Тяжелые горячие штамповки можно изготавливать на штамповочных гидравлических прессах (ШГП), паровоздушных штамповочных молотах (ПШМ), кривошипных горяче-штамповочных прессах (КГШП), винтовых пресс-молотах (ВПМ). Причем внутри каждой группы перечисленного оборудования существуют свои разновидности, существенно различающиеся по параметрам. Если эксплуатационные и другие характеристики паровоздушных молотов хорошо известны, то для других видов оборудования, находящихся либо в стадии разработки, либо освоения, об этих характеристиках можно судить приблизительно, анализируя принцип работы и конструктивные схемы. [c.205]
IV. Машины ковочные Горизонтально-ковочные с вертикальным разъемом матриц для горячей штамповки Номинальное усилие, тс 160 250 400 630 800 1250 2000 3150 Bill 3,14X2,06 14,0 24/4 11,4 15400 Кс и М 3,5 2,0 [c.178]
Прейскурант № 25-01. Оптовые цены на отливки, 152. поковки, горячие штамповки, деревянные модельные комплекты и черновую механическую обработку заготовок. М., Прейскурантиздат, 1970, 316 с. 153. [c.425]
РИ и схемы выполняют на листах формата А4 (ГОСТ 2.301—68) или формах, аналогичных ТИ (ГОСТ 31105—81), или бланках операционных карт технологического процесса (предпочтительно типовых) соответствующего вида формообразования — обработки резанием, литья, ковки и горячей штамповки, холодной штамповки, сварки, пайки и лужения, лакокрасочных и гальванических покрытий, слесарных и слесарно-сборочных работ с разработкой и оформлением (при необходимости) эскизов обрабатываемой детали (в соответствии с требованиями ГОСТ 3.1105—81). При формировании полного комплекта технологического процесса применяются и другие формы ЕСТД. [c.111]
Общемашиностроительные нормативы времени на работы, выполняемые при горячей штамповке на молотах, прессах, горизонтально-ковочных и горизонтально-гибочных машинах, ковочных вальцах, раскаточных машинах и подкладочных штампах. — М. ЦБНТ, 1992. [c.186]