Различают последовательный, параллельный и смешанный (пли последовательно-параллельный) виды движения предмета труда в пространстве. [c.60]
Существует два основных вида движения предмета труда в процессе производства последовательное и параллельное. Сочетание этих видов движения называется параллельно-последовательным движением. Разберем эти виды движения предмета труда на примерах (рис. 2.1). [c.25]
В дискретных производствах, где производятся штучные изделия, непрерывность процесса достигается организационно-техническими средствами. К последним относятся преимущественно различные виды внутрицехового транспорта, главным образом ленточные, пластинчатые, цепные и иные транспортеры. Транспортеры, используемые для организации непрерывно-поточной линии с принудительным ритмом, называются конвейерами. На поточной линии движение предмета труда осуществляется параллельно. Синхронность операций достигается расчленением процесса изготовления изделия на операции с продолжительностью равной или кратной ритму потока. [c.28]
Параллельно с выбором вида специализации и формы организации производства проводится анализ производственного процесса в пространстве с учетом характера и объемов намечаемых к выпуску изделий. Производятся расчеты потребного количества оборудования составляется планировка цеха или участка определяются потоки материалов, полуфабрикатов и готовой продукции. С применением различных методов оптимизации и имитационного моделирования рассматриваются возможные варианты организационных структур, планировок, маршрутов движения предметов труда и выбираются наиболее рациональные. [c.182]
Нормативы длительности цикла подготовки производства предназначены для установления календарной продолжительности тех или иных работ. При этом возникают задачи разработки нормативов длительности подготовки производства в целом, ее отдельных этапов, подэтапов, работ. При нормировании длительности циклов подготовки производства необходимо учитывать факторы, отражающие специфику и формы движения предметов труда, наличие ресурсов, объемы работ, количество одновременно занятых ее выполнением исполнителей, принятую сменность работы, возможность параллельного ведения работ. [c.243]
Производственный цикл во многом зависит от способа передачи детали (изделия) с операции на операцию. Существует три вида движения предметов труда в процессе их изготовления последовательный, параллельный, параллельно-последовательный. [c.118]
Иногда координация работы комплекса технологических операций может заключаться в изменении порядка операций, т. е. их последовательности, что, как видно из примера на рис. 3-9, имеет особенно существенное значение при использовании параллельно-последовательной организации движения предметов труда в производственном процессе. [c.50]
Как и параллельно-последовательная организация движения предметов труда, минимально-прерывная организация представляет собой смешанную форму. В ней есть элементы параллельной [c.54]
Формула (49) учитывает все встречающиеся в практике организационные приемы и методы обработки или сборки партии предметов труда одновременную обработку на одном станке комплекта деталей, увеличенный фронт работ, параллельно действующее оборудование, переменный размер передаточной и всей партии запуска, разные виды и разновидности движения предметов труда и их возможные сочетания в одном технологическом процессе, работу на агрегатных станках и автоматических линиях и др. [c.65]
Для определения продолжительности цикла при параллельном и параллельно-последовательном движении предметов труда в производстве в формуле (1) введен коэффициент параллельности, величина которого определяется отношением длительности цикла обработки при параллельном или параллельно-последовательном движении к его продолжительности при последовательном движении и колеблется от 0,4 до 0,9. [c.21]
При расчете общей длительности производственного цикла следует иметь в виду, что наиболее рациональным в серийном производстве является параллельно-последовательное движение предметов труда. Однако если за рабочим местом закрепляется большое число операций, очень трудно увязать в календарном плане сроки перехода партии деталей с одного рабочего места на другое. При переходе на рабочее место с большим числом операций партия деталей пролеживает в ожидании освобождения станка. В результате этого параллельно-последовательное движение операций превращается в последовательное. [c.42]
Отметьте, по какой из перечисленных формул рассчитывается длительность технологического цикла при параллельном виде движения предметов труда. [c.207]
При последовательным виде движения вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции. Достоинством этого метода является отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность их высокой загрузки в течение смены. При параллельном виде движения детали передаются на следующую операцию транспортной партией сразу после окончания ее обработки на предыдущей операции. В этом случае обеспечивается наиболее короткий цикл. Но возможности применения параллельного вида движения ограничены, так как обязательным условием его реализации является равенство или кратность продолжительности выполнения операций. При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно/При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия обрабатывается на каждой операции без перерывов. Производственный цикл больше по сравнению с параллельным, но меньше, чем при последовательном движении предметов труда. [c.88]
Уровень параллельности, непрерывности и время цикла существенно зависят от вида движения предметов труда в производстве [c.59]
Увеличение размера партии или объема выпуска оказывает наименьшее влияние на цикл при параллельном виде движения предметов труда, наибольшее - при последовательном [c.59]
Увеличение размера партии обработки особенно целесообразно при параллельном движении предметов труда, так как при этом цикл увеличивается с меньшей интенсивностью, чем размер партии [c.59]
Уровень параллельности производственного процесса может быть охарактеризован при помощи коэффициента параллельности Кп, исчисляемого как соотношение длительности производственного цикла при параллельном движении предметов труда Гпр. ц и фактической его длительности Тц [c.58]
При параллельном виде движения обработка (сборка) каждой детали (машины) в партии (серии) на каждой последующей операции начинается немедленно после окончания предыдущей операции независимо от того, что обработка (сборка) других деталей (машин) в партии (серии) на данной операции еще не окончена. При такой организации движения предметов труда несколько единиц одной и той же партии (серии) могут одновременно находиться в обработке (сборке) на разных операциях. Общая продолжительность процесса обработки (сборки) партии деталей (серии машин) значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. В этом заключается существенное преимущество параллельного вида движения, позволяющего значительно сократить продолжительность производственного процесса. [c.64]
Однако при параллельном виде движения в процессе обработки (сборки) партии деталей (машин) на некоторых рабочих местах могут возникать простои людей и оборудования (рис. 3.5), продолжительность которых определяется разностью между тактом и длительностями отдельных операций процесса. Такие простои неизбежны в том случае, если операции, следующие одна за другой, не синхронизированы (не выровнены по их длительности), как это обычно делается на поточных линиях. Поэтому практическое применение параллельного вида движения предметов труда оказывается безусловно целесообразным и экономически выгодным при поточной организации произвол-. ственного процесса. [c.65]
| Рис. 3.5. График параллельного движения предметов труда | 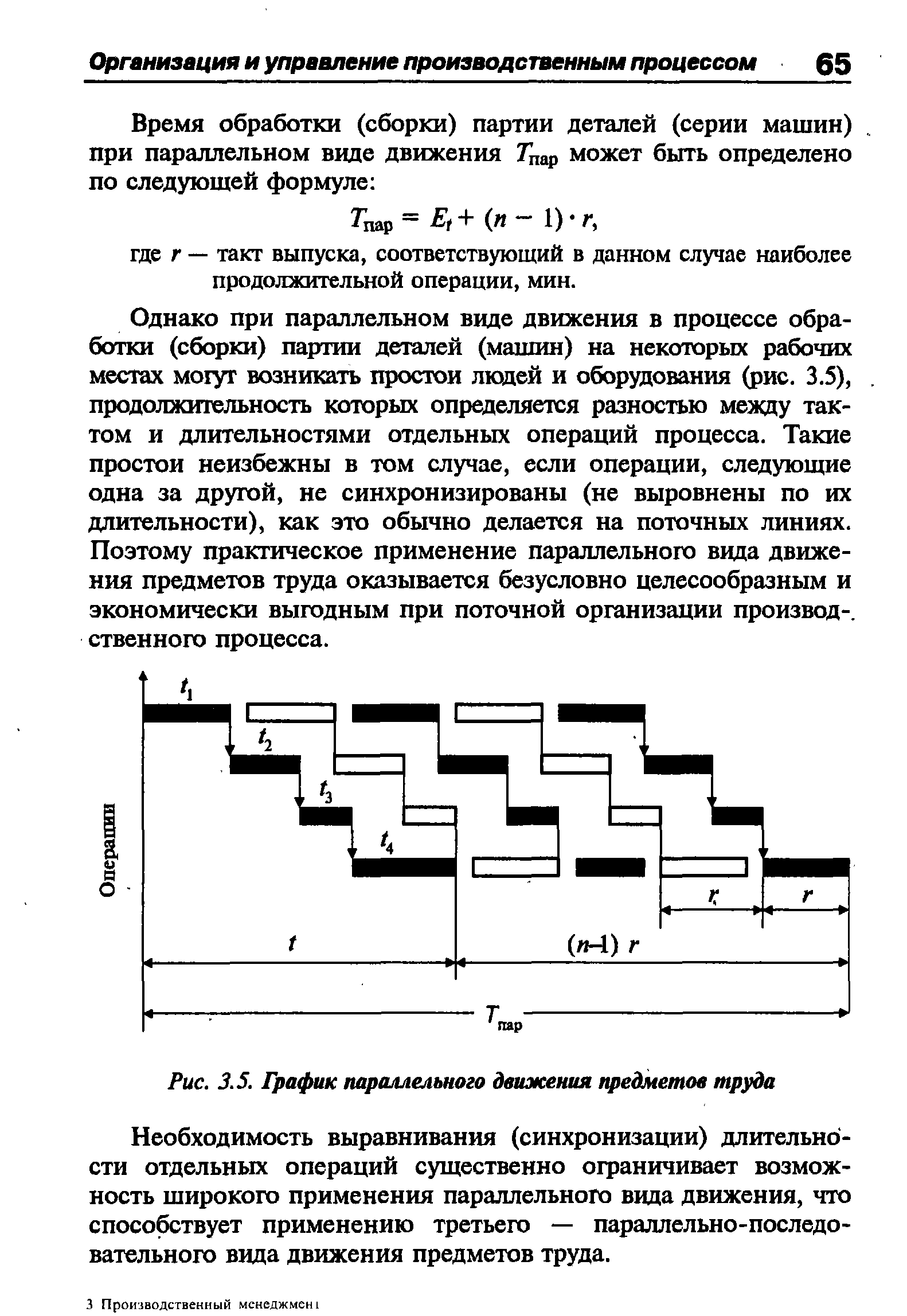 |
Параллельно-последовательный вид движения предметов труда характеризуется тем, что процесс обработки деталей (сборки машин) данной партии (серии) на каждой последующей операции начинается раньше, чем полностью заканчивается обработка всей партии деталей (сборки машин) на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными (передаточными) партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки партии на последующих операциях (производственный задел) позволяет избежать возникновения простоев. [c.66]
При параллельно-последовательном виде движения предметов труда могут быть три случая сочетания длительности операций [c.66]
| Рис. 3.6. График параллельно-последовательного движения предметов труда | 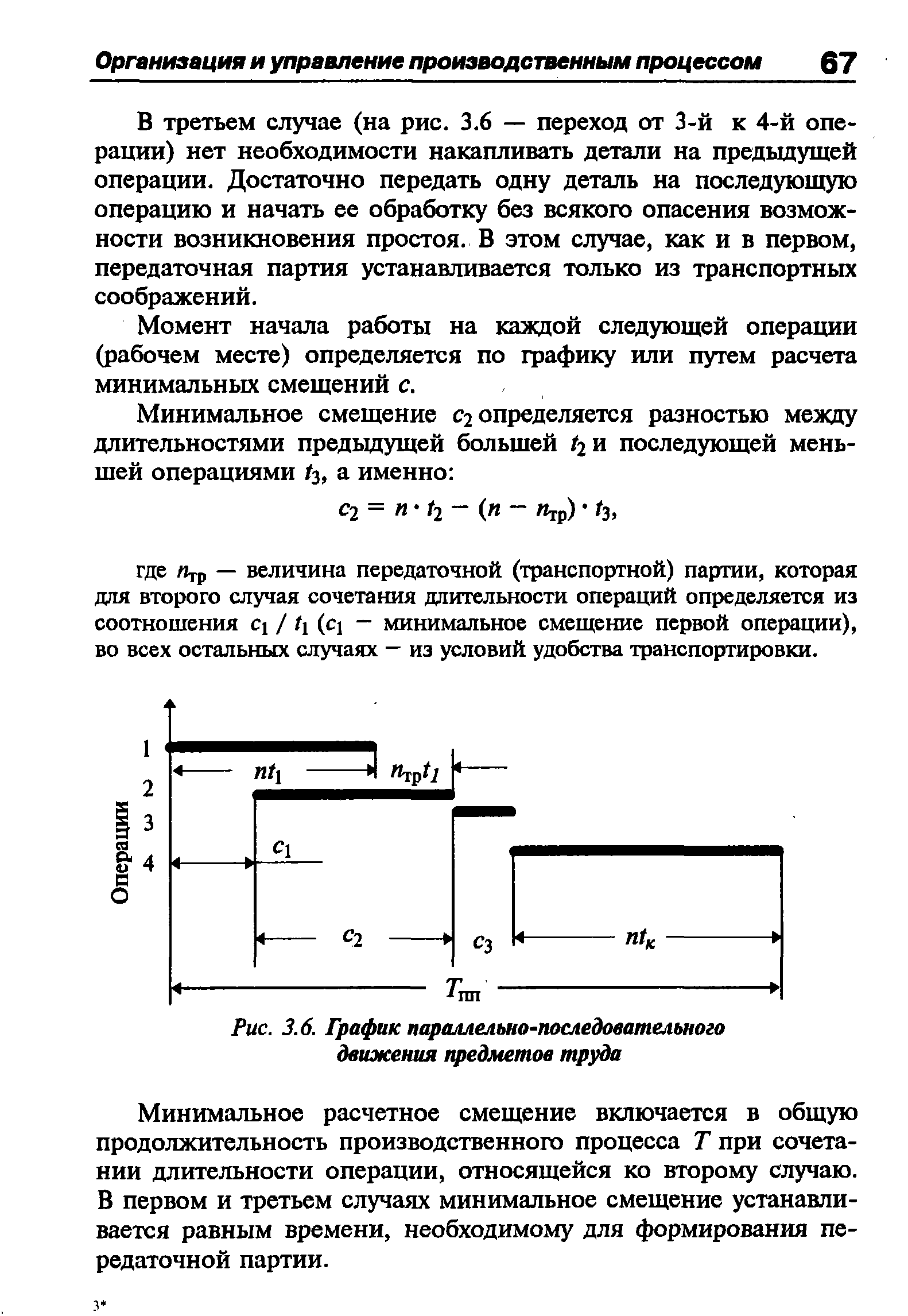 |
Таким образом, применение параллельного и параллельно-последовательного видов движения предметов труда дает воз- [c.68]
У В производственном процессе существуют три вида движения предметов труда последовательный, параллельный, параллельно-последовательный. [c.112]
Вид движения предметов труда по операциям Параллельный Последовательно-параллельный Последовательный [c.152]
| Рис. 4. Параллельное движение предмета труда. | 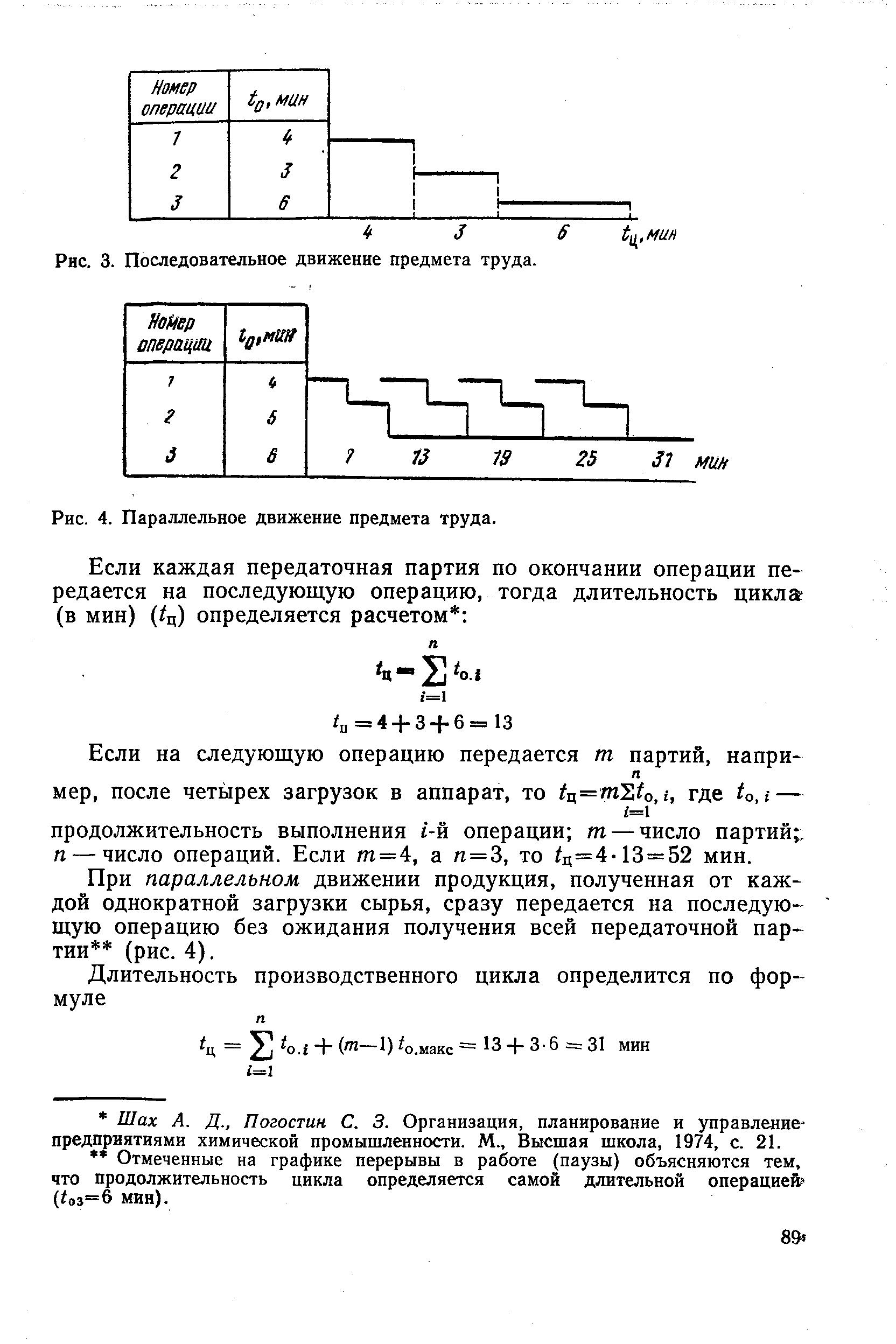 |
Из расчета видно, что чем меньше коэффициент параллельности, тем выше степень параллельности движения предмета труда в пространстве и тем короче производственный цикл. [c.90]
Процесс производства машин состоит из отдельных процессов изготовления деталей, входящих в машину. Длительность производственного цикла детали зависит, в частности, от способа передачи партии обрабатываемых деталей с одного рабочего места на последующее, т. е. от вида движения предметов труда в производственном процессе. Применяют различные виды движения предметов труда в производственном процессе. Существуют три вида движения 1) последовательное 2) параллельно-последовательное 3) параллельное. [c.58]
Определить (аналитически и графически) длительность цикла при последовательном, параллельном и смешанном движении предмета труда в процессе производства и его сокращение при смешанном движении, если продолжительность самой длинной операции сократится на 3 мин. [c.15]
В повышении степени непрерывности производства важная роль принадлежит таким важным ее формам, как параллельность выполнения всех работ и прямоточность движения обрабатываемых предметов труда. Параллельность означает одновременное выполнение отдельных производственных процессов и операций над одним и тем же изделием. [c.65]
Показатели организации движения предметов труда непрерывность, прямоточность, ритмичность, параллельность, надежность. [c.93]
Длительность технологического цикла при параллельно-последовательном движении предметов труда определяется по формуле [c.5]
При параллельном движении предмет труда немедленно передается с одной операции на другую. Для нашего примера длительность цикла процесса равна 62 мин вместо 104 мин для последовательного движения (рис. 2.1). Цикл процесса сокращен на 40 %. Отмеченные на графике для параллельного движения паузы (перерывы) в работе на 1-й и 2-й операциях объясняются тем, что продолжительность цикла в основном определяется наиболее продолжительной операцией tmfix. Для параллельного вида движения длительность цикла определяется по формуле [c.25]
Достоинством последовательного вида движения предметов труда является отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность высокой их загрузки в течение смены, но производственный цикл при этом виде движения наибольший, что отрицательно влияет на технико-экономические показатели работы цехов и предприятия. Параллельный вид движения предметов труда яиляется наиболее эффективным, но возможности его применения ограничены, так как обязательным условием такого движения является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны перерывы в работе оборудования и рабочего. Параллельно-последовательный вид движения предметов труда обеспечивает работу оборудования и рабочего без перерывов. Производственный цикл при этом виде больше по сравнению с параллельным, но меньше, чем при последовательном виде движения предметов труда. [c.118]
В литер атуре по организации и планированию производства довольно широко представлена характеристика и математическая формулировка зависимостей для расчета времени изготовления партии предметов труда при так называемых последовательном и параллельно-последовательном видах движения, которые являются лишь частными случаями прерывного вида движения предметов труда. Что же касается теоретического толкования прерывного движения как обобщенного вида организации производственного процесса во времени, сочетающего эти ч]астные случаи, то его в литературе нет. Между тем на практике часто можно наблюдать использование различных сочетаний последовательного и параллельно-последовательного видов движения в одном процессе изготовления одной партии предметов труда. [c.27]
Примеры комбинирования в одном производственном процессе двух разновидностей непрерывного и прерывного движения предметов труда при всех соотношениях продолжительности rmax и , а также t0 и rmax приведены на рис. 13 и 14. При их построении был взят условный технологический процесс обработки партии деталей п = 4 шт. Стрелками показан характер перемещения предметов труда с каждой предыдущей операции процесса на каждую последующую одновременная обработка пакета и всей партии деталей изображена параллельными линиями. Границы участков процесса с одноименным видом движения установлены в зависимости от наличия пролеживания предметов труда перед каждой операцией процесса и характера перемещения. [c.51]
Производственный цикл детали обычно называют простым, а изделия или сборочной единицы — сложным. Цикл может быть однооперационным и многооперационным. Длительность цикла многооперационного процесса зависит от способа передачи деталей с операции на операцию. Существует три вида движения предметов труда в процессе их изготовления последовательный, параллельный и параллельно-последовательный. [c.88]
II сведение до минимума перерывов, вызванных межоперационным пролеживанием, и перерывов парти-онности за счет применения параллельно-последовательного метода движения предметов труда и улучшения системы планирования [c.91]
Параллельно-последовательный вид движения предметов труда позволяет значительно уменьшить продолжительность производственного процесса обработки (сборки) по сравнению с последовательным видом движения. Применение параллельно-последовательного вида движения экономически целесообразно в случаях изготовления трудоемких деталей, когда длительности операций процесса значительно колеблются, а также в случаях изготовления малотрудоемких деталей крупными партиями (например, нормалей мелких унифицированных деталей и т.д.). [c.66]
Совокупность всех стадий переработки сырья в готовую продукцию называется производственным циклом. Длительность производственного цикла характеризует продолжительность изготовления продукции от начальной стадии до конечной, уровень организации производства во времени и определяется способом передачи предмета труда с одной стадии на другую. Различают следующие виды движения предметов труда последовательный, параллельный и смешанный (последовательно-параллельный). [c.54]