| Рис. 21. Основные типы сварочных соединений | 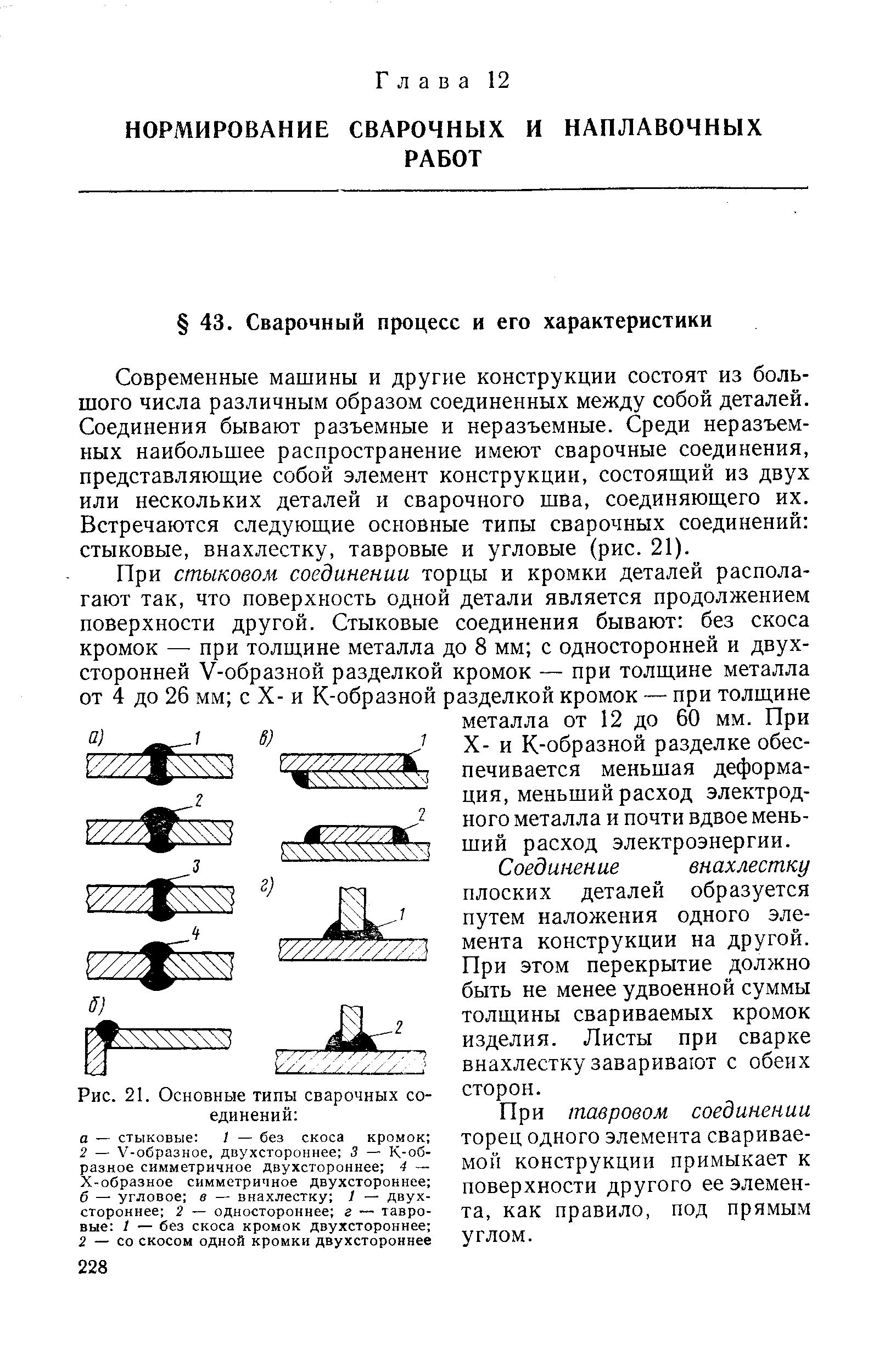 |
Установка сварочного аппарата на стыковое соединение М7 э , э,2 = 1 1 1 7 [c.190]
Снятие сварочного аппарата со стыкового соединения М7 Э,,, Э12 9 Т -> [c.190]
После определения участка газопровода, на котором будет проводиться буровой осмотр, и выполнения всех подготовительных работ приступают к бурению скважин. Скважины бурят через каждые 2 м, а при наличии сварочной схемы — над каждым стыком, так как наиболее вероятные места повреждения газопроводов — стыковые соединения. Диаметры скважин. 20—30 мм, а глубина зависит от расстояния до верха трубы. Если бурение ведется в мерзлом грунте, то глубина скважин должна быть на 20 см ниже газопровода, так как мерзлый грунт не дает распространяться газу вверх. [c.121]
Высокий темп монтажа, надежность сварных соединений во многом обусловлены техническими усовершенствованиями, осуществленными бригадой. Два сварочных агрегата в энергопоезде были смонтированы на тракторе К-701. Получились мощные высокопроходимые установки, питающие четыре сварочных поста каждая. - [c.95]
Требуется дальнейшее повышение технического уровня производства сварочных работ на трубопроводах с тем, чтобы при выполнении этих работ обеспечивалась поточность строительства трубопроводов, возможность полной автоматизации и механизации процесса сварки, повышение качества соединений труб и надежность работы трубопроводов, повышение производительности [c.148]
Способ сварки определяется типом производства конструкций детали, материалом ее элементов, толщиной или площадью сечения соединяемых элементов, видом соединения и -предъявляемыми требованиями к сварочному шву. [c.151]
Нормирование расхода сварочной проволоки и плавленного флюса при автоматической сварке под слоем флюса производится по табл. 10. В этой таблице расчет расхода сварочной проволоки на 1 м шва производился в соответствии с данными ГОСТ 8713-58 на швы сварных соединений. Потери сварочной проволоки на концевые отходы, угар и разбрызгивание приняты равными 5%. [c.451]
В автотракторном, сельскохозяйственном машиностроении, в судостроении при производстве конструкций мостов, металлических опор высоковольтных линий электропередач и производстве других изделий машиностроения большой удельный вес в объеме сборочных работ составляет сборка различного рода неразъемных соединений. Наиболее распространенным технологическим процессом сборки неразъемных соединений является сварка, а сварочное оборудование относится к основным видам технологического оборудования сварочных цехов. [c.222]
Нейронная система управления технологическим процессом сварки Предсказание качества сварного соединения на основе анализа параметров сварки Сварочные параметры (напряжение, ток, скорость перемещения электрода) Протокол качества сварного соединения [c.123]
Задача проектанта-технолога заключается в расчете рациональных режимов сварки, обозначенных согласно государственным стандартам в чертежах. Рациональным режимом сварки называют совокупность параметров сварочного процесса, обеспечивающих получение удовлетворительного качества соединения при достаточной производительности выполнения (см. расчет режимов сварки из курса Теоретические основы аппаратостроения ). [c.75]
В строительстве электросварка является ведущим методом выполнения неразъемных соединений металлоконструкций и оборудования как из черных, так и из цветных металлов и сплавов. Объем сварочных работ в про- [c.247]
СП 105-34-96. Свод правил сооружения магистральных газопроводов. Производство сварочных работ и контроль качества сварных соединений. Приказ ОАО Газпром от И.09.1996 N44. [c.73]
Подготовка, т. е. разделка, сварочных швов осуществляется в соответствии с государственным стандартом, которым устанавливаются типы стыковых соединений, соединений внахлестку, тавровых и угловых соединений. [c.229]
Среди различных методов электросварки к наиболее прогрессивным относятся трехфазная сварка под слоем флюса и электрошлаковая. Рациональность применения каждого из них в большой степени зависит от толщины свариваемого металла, геометрической формы соединения и длины шва все это вместе взятое, наряду со степенью загрузки и использования сварочного оборудования, определяет относительную экономичность того или иного метода. [c.334]
Вес наплавленного металла на одну заклепку — 3,353 г. Общее число соединений на один настил — 2014 шт. Коэффициент использования металла электродной проволоки — 0,95 ее стоимость 14,35 коп. за 1 кг. Расход электроэнергии— 3,5 кет- ч/кг наплавленного металла стоимость 1 кет-ч — 1,7 коп. Стоимость 1 кг флюса—10,9 коп. Часовая зарплата сварщика (основная и дополнительная с начислениями)—61,1 коп. Сварку ведут 2 человека в течение 4 ч. В работе применяются сварочные трансформаторы ТСД-1000 для группового питания стоимостью 418 руб. каждый (транспортные и другие расходы составляют 16% от стоимости трансформаторов), занимаемая им площадь 3 м2. Норма амортизационных отчислений — 34,2%. Расходы на ремонт определились 10% от первоначальных затрат. [c.338]
Должен знать принцип работы обслуживаемых газосварочных аппаратов, газогенераторов, кислородных и ацетиленовых баллонов, редуцирующих приборов и сварочных горелок виды сварных соединений и швов подготовку кромок изделий для сварки типы разделок и обозначение сварных швов на чертежах основные свойства газов и жидкостей, применяемых при сварке допускаемое остаточное давление газа в баллонах назначение и марки флюсов, применяемых при сварке причины возникновения дефектов при сварке характеристику газового пламени. [c.127]
Должен знать способы контроля и испытания сварных швов в ответственных конструкциях основные свойства различных сталей, цветных металлов и сплавов, их сварочные свойства устройство специальных установок для испытания сварных соединений методы контроля и испытания сварных швов в ответственных конструкциях порядок оформления технической документации. [c.132]
Характеристика работ. Сварка узлов и деталей средней сложности из легированных сталей, цветных металлов и сплавов продольными и кольцевыми швами в вертикальных а горизонтальных плоскостях. Сварка в вакууме электронным лучом стыковых швов узлов и деталей. Сварка узлов, испытываемых на вакуумную плотность. Наладка сварочных установок и установление режима сварки в зависимости от марки и толщины свариваемых металлов,, а также от типа соединений. Обслуживание откачного оборудования, выгрузка свариваемых изделий из камер. Смена внутреннего барабана с горизонтальной и вертикальной осью вращения или замена суппорта. [c.139]
Должен знать основные законы электротехники в пределах выполняемой работы основные особенности и правила управления различными электроннолучевыми сварочными установками общие сведения по металловедению и вопросам свариваемости металлов устройство контрольно-измерительных приборов для контроля режимов откачки, сварки и т. д. способы регулирования режимов способы испытания сварных швов ГОСТы на сварные соединения шва. [c.140]
Должен знать разновидности титановых сплавов, их сварочные и механические свойства виды коррозии и факторы, вызывающие ее методы специальных испытаний свариваемых изделий и назначение каждого из них основные виды термической обработки сварных соединений необходимые сведения по металлографии сварных швов. [c.152]
В книге рассматриваются теоретические предпосылки и методы экономического обоснования выбора варианта технологического процесса сварки. Изложена методика расчета капитальных вложений и эксплуатационных расходов. Освещаются способы обоснования выбора рода тока, системы питания сварочных постов током и типа сборочно-сварочных приспособлений. Показаны методы установления областей экономически эффективного применения различных способов сварки и экономического анализа технологичности сварных конструкций и соединений приведены примеры расчетов. [c.2]
Qp — количество продукции, изготовленной ручным способом. При определении степени механизации производственных процессов возникает задача получения суммарного итога по разнообразной продукции. Непосредственной продукцией сварочного производства являются сварные соединения, выполненные швами различных типов и размеров. Как и всякая разнородная продукция, эти соединения качественно несоизмеримы друг с другом. Поэтому их нельзя суммировать. В практике разнородная продукция сварочного производства выражается либо в общей протяженности сварных [c.25]
Основное преимущество способа оценки степени механизации сварочных процессов на основе представления трудоемкости всех работ (механизированных и немеханизированных) в нормах ручного труда — его универсальность. Он может применяться для подавляющего большинства сварных соединений и, кроме операций собственно сварки, может также учесть изменение степени механизации операций, предшествующих сварке (например, скос кромок), и следующих за ней (например, зачистка швов). [c.28]
Каждому способу сварки свойственна своя структура себестоимости сварочных работ. Соотношение отдельных статей затрат в общей себестоимости сварки зависит от типа сварного соединения, технологии сварки, качества — сварочных материалов, организации производства и некоторых других факторов. В себестоимости ручной дуговой и газовой сварки основное место занимает заработная плата с начислениями при относительно меньших затратах на сварочные материалы. При автоматической и полуавтоматической дуговой сварке и при электрошлаковой сварке наибольший удельный вес [c.59]
Чем больше толщина материалов, свариваемых в стык, чем больше катет шва при соединениях в тавр и средняя протяженность швов, тем больше доля сварочных материалов в себестоимости сварочных работ при данном виде сварки. При этом уменьшается доля заработной платы с начислениями в себестоимости сварки. [c.61]
В летнее время сварку захлеста необходимо выполнять при минимальной суточной температуре во избежание опасного уровня напряжений в сварочном соединении. [c.289]
Отводы бывают гнутые и сварные. Гнутые делают из бесшорных труб диаметром до 400 мм. Большое распространение получили углы поворота отводов 30, 45, 60, 75 и 90°. Сварные отводы изготавливают для газопроводов диаметром более 150 мм. Предпочтительнее использовать гнутые отводы, так как у них меньше сварочных соединений и они создают незначительные сопротивления потоку газа. Тройники или-крестовины применяют для устройства ответвлений от газопровода в одну или две стороны. Они могут быть проходными и переходными. У переходных тройников диаметр ответвления меньше диаметра ствола. Переходы применяют в тех случаях, когда необходимо изменить диаметр газопровода. Переходы изготавливают из листовой стали с одним или двумя продольными шва- [c.89]
Накоплен опыт эксплуатации стационарных установок для контактной сварки секций труб диаметром 114—530 мм. Создан и внедряется комплекс машин и механизмов Север-1 для контактной сварки труб диаметром 1420 мм этот уникальный и автоматизированный сварочный комплекс для электроконтактной автоматической сварки труб большого диаметра по производительности (она выше ручного способа в десятки раз) не имеет себе равных в мире. Ведутся работы по переходу к механизированной дуговой сварке неповоротных стыков труб большого диаметра самозащитной порошковой проволокой. Для сборочно-сварочпых работ в полевых условиях создано и апробировано на трассе специальное оборудование — комплекс Стык , позволяющий в 2—3 раза повысить производительность труда по сравнению с ручной дуговой сваркой и обеспечить высокое ка-честпо соединений. [c.66]
Приспособление-фиксатор установки сварочного аппарата на стыковое соединение Изготавляется на месте 2 [c.187]
При ручной дугоэлектрической сварке, как известно, непосредственное создание продукции, в данном случае сварного шва, выполняет не рабочая машина, а человек. Эта условность — отнесение сварщиков-ручников к механизированному труду — создает представление о меньшей доле ручного труда на линейной части магистральных трубопроводов по сравнению со строительством компрессорных и насосных станций. В действительности имеются механизированные виды сварки, при использовании которых сварное соединение образуется посредством рабочей машины. К ним можно отнести электроконтактную и полуавтоматическую сварку под слоем флюса, сварку в среде защитных газов и т. д. Вместе с тем даже при этих видах сварки применяется ручной труд, связанный с обслуживанием- сварочного процесса. [c.185]
В тех случаях, когда указанные способы сварки по каким-либо причинам конструктивного или технологического характера не могут быть использованы (например, соединение элементов из разнородных металлов, недоступность мест соединения для электродов сварочной машины, необходимость обеспечения герметичности), применяют пайку туго-ллавкими (твердыми) припоями, в солевых ваннах, в печах или с нагревом т. в. ч. При этом применяют медно-цинковые, латунные и серебряные припои различных марок (в зависимости от материала спаиваемых элементов и требований к прочности соединения). . [c.149]
Дата и описание производимых работ наименование устанавливаемых конструкций, их марка, результаты осмотра конструкций место установки и номера монтажных схем номера паспортов заводов ЖБИ отпускная прочность бетона номера сертификатов на стальные конструкции температура воздуха и погода замечания и предложения по монтажу конструкций руководителей монтажных организаций, авторского надзора и технического надзора заказчика оценки качества работ Дата выполнения работ наименование соединяемых элементов, марка стали место или номер по чертежу или схеме свариваемого элемента отметка о слаче и приемке узла под сварку, марка примененных сварочных материалов, номер сертификата род сварочного тока, полярность атмосферные условия при сварке результаты приемки сварочных работ метод контроля, обнаруженные дефекты и указания по исправлению сварных соединений [c.496]
Данные табл.6 показывают, что механовооруженность санитар-но-техн ических монтажных организаций растет за счет повышения оснащенности их специальными средствами механизации и особенно за счет повышения оснащенности сварочным оборудованием. Последнее объясняется широким внедрением в практику санитарно-технических организаций современных передовых методов электросварки (под слоем флюса, в среде углекислого газа и электроконтактной сварки) и все большим распространением соединения стальных труб при помощи сварки. [c.38]
В зависимости от толщины металла изготовляются воздуховоды либо на фальцевых соединениях, либо сварной конструкции. В последнем случае (при толщине металла более 1,5 мм) их изготовление ничем не отличается от изготовления сварных емкостей. Пол-тому вентиляционно-заготовительный цех обычно размещают рядом с котельно-сварочным цехом. Это позволяет наиболее эффективно использовать свободную от оборудования площадь (плац) обоих цехов (в частности, пр и контрольной сборке воздуховодов). В приведенной на рис. 13 схеме типовой ЦЗМ применено именно такое планировочное решение. Особенностью вентиляционно-заготовительного производства является изготовление воздуховодов на фальцевых соединениях при толщине металла до 1,5 мм. Выполнение этих работ в значительной мере механизировано (более подробно этот вопрос освещается в курсе Станки и механизмы для са-нитарно-технических работ ). [c.97]
Технология электроконтактной сварки и конструкции отечест венных сварочных машин требуют коренного изменения конструкции воздуховодов, в частности широкого применения гребешковых соединений, которые также должны выполняться механизированным способом (на зиг-машинах или на кромкогибочных станках). [c.99]
При этом, однако, следует учитывать многообразие и технологическую специфику сборочно-сварочных процессов, требующих различных методов технико-эокономических сопоставлений, обоснований и оценки сравниваемых вариантов. Это особенно важно при сопоставлении технологически различных способов получения разъемных и неразъемных соединений. Так, например, при сварке и клепке основную часть затрат составляют расходы на предварительную сборку и собственно технологический процесс. Остальные же расходы (за исключением резки и разметки деталей, а при клепке — и образования отверстий) весьма незначительны, и ими можно практически пренебречь. [c.265]
В разделе Сварочные работы а) удаляемые прихватки при сборке ответственных и особо ответственных конструкций, узлов и деталей выполняются сварщиком той же квалификации, которая установлена для сварки этих конструкций, узлов и деталей б) исправление дефектов сварных швов, а также заварка дефектов в основном металле конструкций, узлов и деталей приварка различных деталей, технологических приспособлений (опоры трубопроводов, приспособлений для сборки и монтажа, подвески, кронштейны и т. п.) к ответственным и особо ответственным конструкциям, узлам и деталям выполняются сварщиком, имеющим квалификацию не ниже той, которая установлена для сварки этих конструкций, узлов и деталей в) электросварщики на автоматических или полуавтоматических машинах выполняют сварные соединения методом плавления одним из следующих способов сваркой под слоем флюса, сваркой в среде защитных газов, плавящимися и неплавящимися электродами, сваркой порошковой проволокой, сваркой проволокой сплошного сечения без дополнительной защиты, атомново-дородной сваркой, а также электрошлаковой и плазменной сваркой. [c.4]