Тормозные устройства подразделяют по конструктивному исполнению на колодочные, дисковые, конические и клиновые. В большинстве видов производственного оборудования используют колодочные и дисковые тормоза. Примером таких тормозов могут являться тормоза автомобилей. Принцип действия тормозов производственного оборудования аналогичен. Тормоза могут быть ручные (ножные), полуавтоматические и автоматические. Ручные приводятся в действие оператором оборудования, а автоматические — при превышении скорости движения механизмов машин или выхода за допустимые пределы иных параметров оборудования. Кроме того, тормоза можно подразделить по назначению на рабочие, резервные, стояночные и экстренного торможения. [c.159]
J- рабочее место исполнителя. Исполнители Tj - трубоукладчик (токарь) Э, - Э3 - электросварщики на полуавтоматических машинах [c.126]
Выполнение работ осуществляется с привлечением следующих исполнителей электросварщик на полуавтоматических машинах 5 разряда (Э , Эз) -2 чел. электросварщик на полуавтоматических машинах 3 разряда (Э2) - чел. а также орудий труда машины, оборудование, инструмент, приспособления, инвентарь (табл. 8.4). [c.133]
Совершенствование сварочной проволоки, улучшение физико-механических и других свойств флюсов, применяемых для сварки второго и последующих слоев шва повысило производительность полуавтоматической сварки и снизило себестоимость сварочных работ. Например, использование флюса марки АН-47 вместо флюса АН-22 сокращает машинное время сварки на 15%, а вспомогательное время на очистку шва от шлака — в 3 раза. Снижение себестоимости сварочных работ на 1000 стыков труб диаметром 1020 мм составляет 1080 руб., ас учетом экономии активной части основных фондов монтажной организации экономический эффект по приведенным затратам равен 1620 руб. При этом [c.69]
Контроль допуска на настройку- В точном машино- и приборостроении, где используется автоматическое и полуавтоматическое оборудование, основное влияние оказывает точность настройки станков на заданный размер. Метод расчета допусков на настройку станков (бн) основан на вероятностном суммировании действующих ошибок. В большинстве случаев его можно определять по формуле [c.99]
Круг объектов новой техники, подвергающихся исследованию, очень разнообразен. Объектами расчета и анализа фактической эффективности могут быть созданные и внедренные в производство новые и усовершенствованные конструкции машин, аппаратов, приборов, оборудования созданные и внедренные в производство новые и усовершенствованные системы машин и комплексы оборудования, автоматические, полуавтоматические и поточные линии, транспортные системы, комплексы химического, энергетического, металлургического и другого оборудования системы машин для управления производством реализованные комплексные программы, включающие ряд мероприятий по повышению качества создаваемой техники, например комплекс мер по повышению надежности, долговечности, уровня унификации и стандартизации, патентной чистоты и конкурентоспособности и т. д. [c.182]
К числу важнейших показателей, характеризующих облегчение труда рабочих в социалистическом хозяйстве, относится удельный вес продукции, полученной с помощью машин, и отдельно — с помощью автоматического и полуавтоматического оборудования в общем количестве данного рода продукции. [c.61]
Важное значение для уменьшения трудоемкости проектируемой машины имеет возможность применения при ее изготовлении современных высокопроизводительных технологических процессов штамповки, сварки, литья под давлением, точной автогенной резки и др. Широкое использование конструктором возможностей новых методов технологии позволяет создавать принципиально новые конструктивные решения, уменьшающие трудоемкость изделий. Большую экономию в трудоемкости дают применение точного стального литья, исключающего механическую обработку, замена болтовых соединений электрическими заклепками (фиг. 67), закалка деталей токами высокой частоты, автоматическая и полуавтоматическая электросварки под слоем флюса. Применение автоматической сварки, как правило, экономически эффективно при длинных швах. При конструировании следует учитывать это обстоятельство. Нужно, в частности, избегать проектирования [c.165]
Наряду с технологической себестоимостью для оценки экономичности технологии, как уже отмечалось, необходимо определить первоначальную стоимость той части основных фондов, которая непосредственно связана с технологией производства. Сюда входят в первую очередь рабочие машины и оборудование в основном производстве — металлорежущие станки, кузнечно-прессовое, литейное, сварочное и другое оборудование часть технологической оснастки, которая относится к основным фондам, часть производственного оборудования, непосредственно способствующая охране труда (групповые ограждения технологического оборудования, являющиеся отдельным инвентарным объектом и т. д.), транспортные средства, являющиеся составной частью технологического процесса (например, в полуавтоматических или автоматических линиях). Условимся называть эту часть основных фондов технологической. Тогда экономический уровень применяемой технологии [c.172]
Пескодувные полуавтоматические машины [c.130]
Для комплексной механизации погрузочно-разгрузочных работ увеличиваются объемы производства наиболее прогрессивных средств механизации погрузочно-разгрузочных и транспортных работ, складских операций, создаются машины большой грузоподъемности, высокой производительности, расширяется их номенклатура. В ближайшие годы должно быть налажено производство различных полуавтоматических и автоматических грузозахватных устройств. [c.12]
Электросварка на автоматических машинах, на полуавтоматических машинах, ручная (кроме указанной в разд. II). [c.35]
Электросварка на автоматических машинах, на полуавтоматических машинах, ручная сварка, газосварка, газорезка в замкнутых сосудах (котлах, резервуарах, отсеках и т. п.). [c.36]
Электросварщик на автоматических и полуавтоматических машинах, входящих в комплекс машин типа Север 2,37 20,83 [c.40]
Усложнение продукции, использование полуавтоматического и автоматического оборудования, углубление разделения труда увеличивают число параллельно проводимых процессов по изготовлению одного продукта, органическое сочетание которых надо обеспечить, т.е. дополняет пропорциональность принципом параллельности. Под параллельностью понимается одновременное выполнение отдельных частей производственного процесса применительно к разным частям общей партии деталей. Чем шире фронт работ, тем меньше при прочих равных условиях длительность изготовления продукции. Параллельность реализуется на всех уровнях организации. На рабочем месте параллельность обеспечивается совершенствованием структуры технологической операции, и в первую очередь технологической концентрацией, сопровождающейся многоинструментальной либо многопредметной обработкой. Параллельность в выполнении основных и вспомогательных элементов операции заключается в совмещении времени машинной обработки со временем установки и съема деталей, контрольных промеров, загрузки и выгрузки аппарата с основным технологическим процессом и т.п. Параллельное выполнение основных процессов реализуется в многопредметной обработке деталей, одновременном выполнении сборочно-монтажных операций над одинаковыми или различными объектами. [c.57]
Многоклавишные полуавтоматические машины моделей ВМП-2 и КЕЛ [c.41]
Многоклавишные вычислительные машины моделей ВМП-2 и КЕЛ относятся к типу полуавтоматических, так как в них операция умножения не автоматизирована. Они предназначены для выполнения четырех арифметических действий и некоторых других вычислительных операций. Объединяющим признаком для всех марок машин этого подкласса является конструкция механизма переноса числа, основанная на принципе работы ступенчатого валика. [c.41]
Полуавтоматическая машина ВМП-2 (рис. 1.20) имеет 9-разрядную клавиатуру / с окнами контроля 2, 8-разрядный счетчик оборотов 4 и 17-разрядный счетчик результатов 3. Последние два счетчика расположены на подвижной каретке 5, перемещающейся относительно корпуса 17 при нажатии на транспортные клавиши 13. Эти клавиши имеют стрелки, показывающие направление перемещения. Все клавиши управления находятся с правой стороны от клавиатуры ввода. Внизу справа размещены операционные клавиши N — деления, 15 — сложения и поразрядного умножения, 16 — вычитания. Выше f- транспортные клавиши 13, над ними три клавиши гашения I—клавиатуры и контрольного окна И, II — счетчика результатов 12 и III — счетчика оборотов 10. С помощью клавиши 9 производится прекращение автоматического деления. Клавиша 8 ( П ) закрепляет клавиатуру и установленное число при умножении и делении, а расположенная над ней клавиша 7 служит для освобождения клавиши 8. Рычагом 6 счетчик оборотов переключается с плюс-оборотов (нижнее положение) на минус-обороты (верхнее положение). [c.42]
| Рис. 1.20. Полуавтоматическая вычислительная машина ВМП-2. | 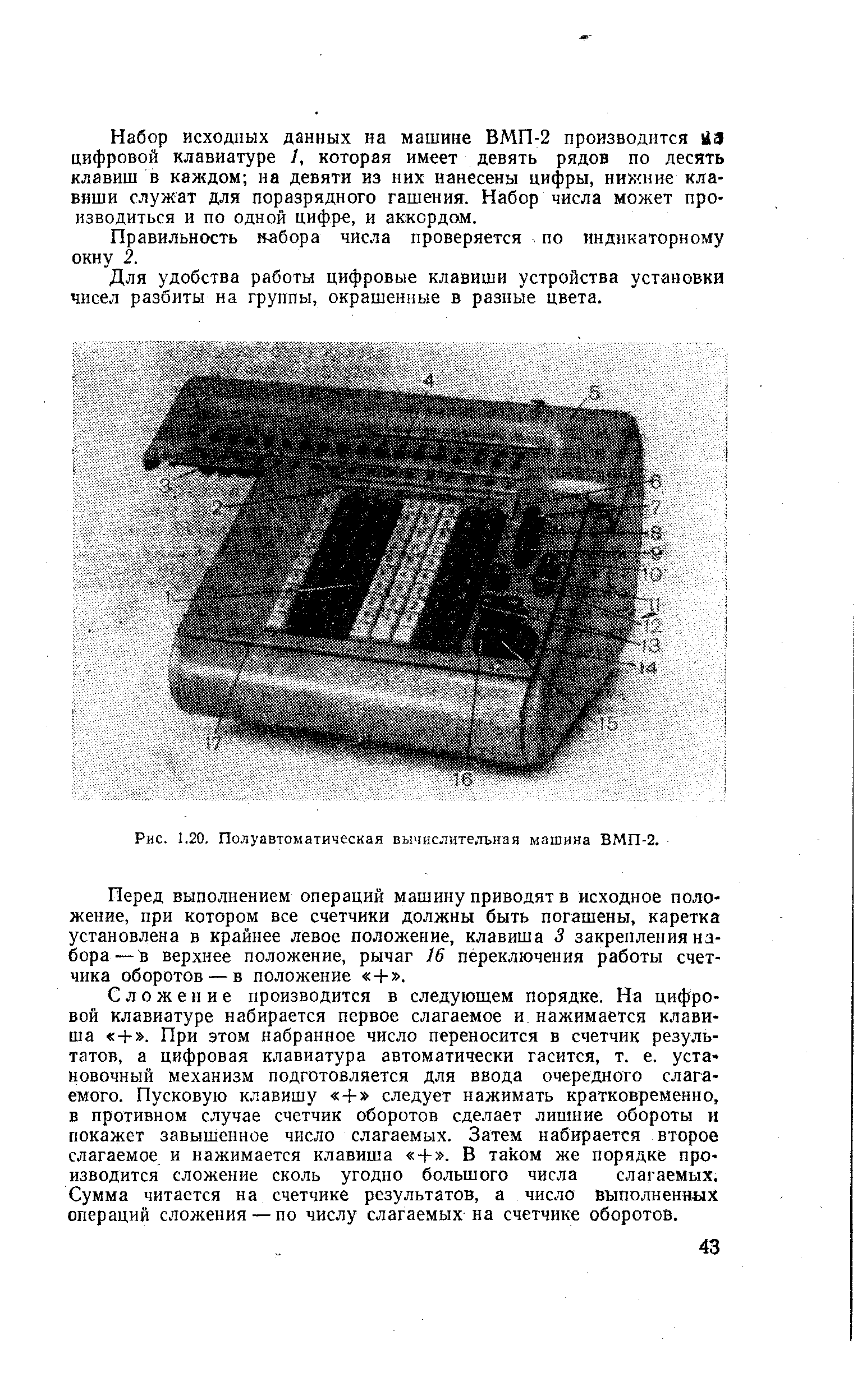 |
В полуавтоматическом режиме машина выполняет [c.61]
Пишущая машина оснащена всеми основными функциональными приспособлениями. Клавиатура — плоская, с небольшим усилием нажатия. Имеются регулятор удара, клавиша холостого хода, переключатель ленты на три зоны и приспособление для исправлений текста. Каретка шириной 320 450 мм оснащена полуавтоматическим приспособлением для закладки бумаги. [c.182]
Машины полуавтоматические плосковязальные, оборотные и многозамковые для вязания платков, шарфов, палантинов, беек гладкого переплетения и гладкого полотна с переключением вязальных замков и скорости вязания в трикотажном производстве [c.52]
Машины полуавтоматические сварочные налаженные точечные, роликовые, дуговые, однокамерные, диффузионные [c.52]
Устройства автоматического контроля и сигнализации (информационные, предупреждающие, аварийные) очень важны для обеспечения безопасной и надежной работы оборудования. Устройства контроля — это приборы для измерения давлений, температуры, статических и динамических нагрузок и других параметров, характеризующих работу оборудования и машин. Эффективность их использования значительно повышается при объединении с системами сигнализации (звуковыми, световыми, цветовыми, знаковыми или комбинированными). Устройства автоматического контроля и сигнализации подразделяют по назначению — на информационные, предупреждающие, аварийные по способу срабатывания — на автоматические и полуавтоматические. Для сигнализации применяются следующие цвета красный — запре- [c.159]
Работы по сборке и сварке труб в секции выполняются комплексной сварочно-монтажной бригадой в составе четырех человек трубоукладчик (токарь) Т, - 1 чел. электросварщики на полуавтоматических машинах ЭгЭз - 3 чел. [c.125]
Вышеуказанная группировка рабочих по тарифной квалификации делит их, правда довольно грубо, на три основных типа производственно-технического значения. Дело в том. что низшая группа по квалификации — это по преимуществу профессии необученного, ручного труда. Это по преимуществу труд человека в роли двигателя. Средняя группа объединяет большинство профессий массового машинного производства с преобладанием автоматически и полуавтоматически действующих механизмов. Это труд обслуживания машин и аппаратов. И лишь высшая группа менее однородна в том отношении, что она включает в себя и профессии высокообученного, ремесленного труда — инструментальный труд, и профессии труда, регулирующего ход механизмов и монтирующего результаты крупного машинного производства с большим разделением труда, т. е. теснейшим образом связанного с машинной индустрией. [c.29]
При ручной дугоэлектрической сварке, как известно, непосредственное создание продукции, в данном случае сварного шва, выполняет не рабочая машина, а человек. Эта условность — отнесение сварщиков-ручников к механизированному труду — создает представление о меньшей доле ручного труда на линейной части магистральных трубопроводов по сравнению со строительством компрессорных и насосных станций. В действительности имеются механизированные виды сварки, при использовании которых сварное соединение образуется посредством рабочей машины. К ним можно отнести электроконтактную и полуавтоматическую сварку под слоем флюса, сварку в среде защитных газов и т. д. Вместе с тем даже при этих видах сварки применяется ручной труд, связанный с обслуживанием- сварочного процесса. [c.185]
Машина позволяет автоматически производить сложение, вычитание и сдвиг чисел. Операция умножение выполняется полуавтоматически. [c.20]
Машина модели АЕСМ отличается от машины АЕСВе в основном наличием механизма умножения, который позволяет операцию умножения производить полуавтоматически. Устройство управления машины снабжено клавишей умножения X и рычагом прерывания умножения. При включении клавиши X машина подготовляется к полуавтоматическому умножению. Рычаг прерывания умножения препятствует последовательной передаче множимого в счетчик результатов. [c.29]
К маяинам модели ВК (вычислитель клавишный) относятся механическая вычислительная машина ВК-1, полуавтоматические электромеханические машины ВК-2 и ВК-2М и автоматическая электромехаиическая машина ВК-3. Все они основаны на использовании колес Одяера, которые обеспечивают возможность десятиклавишного ввода чисел. [c.35]
Полуавтоматические машины ВК-2 и ВК-2М представляют собой усовершенствованные варианты вычислителя ВК-1. Они снабжены моторным приводом. На этих машинах операция умножения выполняется полуавтоматически, а деления — автоматически. [c.36]
| Рис. 1.17. Десятиклавишная полуавтоматическая вычислительная машина ВК-2. | 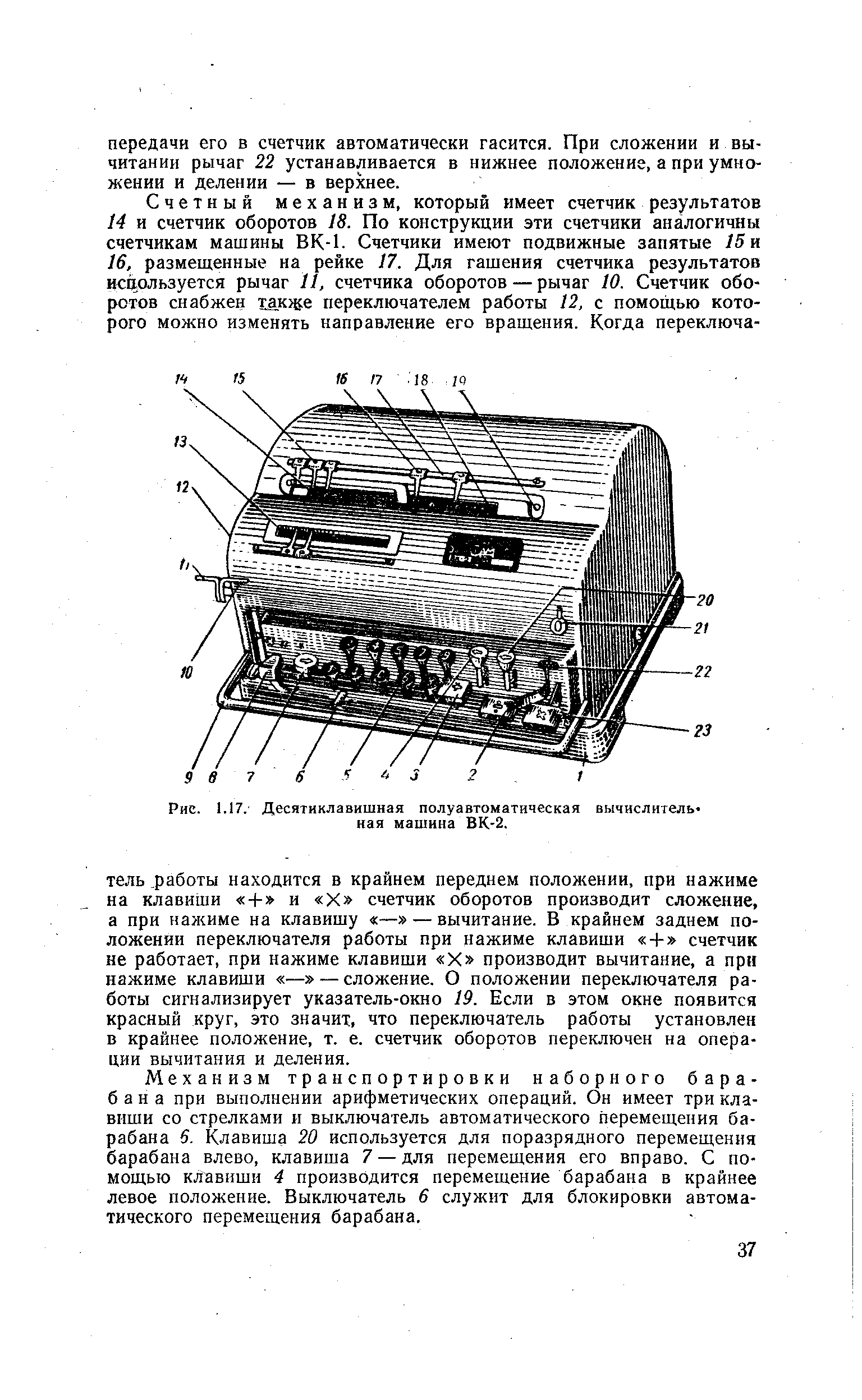 |
Умножение производится полуавтоматически путем последовательного сложения множимого с перемещением каретки вправо. При умножении принята такая последовательность действий после приведения машины в исходное состояние множимое набирается на клавиатуре и закрепляется клавишей 8 закрепления набора, которая устанавливается в нижнее положение. Затем нажимается клавиша + и удерживается так до тех пор, пока в первом разряде счетчика оборотов не появится цифра разряда единиц множителя. Клавиша + освобождается и нажимается клавиша 13 для перемещения каретки вправо на один разряд. Далее нажимают на клавишу + и удерживают ее до появления во втором разряде счетчика оборотов цифры разряда десятков множителя. Клавиша .+ освобождается, и каретка снова перемещается на один разряд . вправо. Так повторяют до тех пор, пока в счетчике оборотов не появится число, соответствующее множителю. При этом счетчик результатов зафиксирует произведение. [c.44]
Полуавтоматическая машина Рейнметалл-КЕЛ-2ц имеет следующие отличия от машины ВМП-2 вместо клавиши автоматического прерывания деления установлена кнопка, а вместо клавиши закрепления клавиатуры с клавишей ее освобождения установлена одна клавиша, которая, будучи отпущенной, закрепляет набранное число, а нажатой — автоматически гасит клавиатуру и контрольное окно при нажатии на клавиши + , — и -н . [c.44]
Полуавтоматическая машина Рейнметалл-КЕЛ-2цР (рис. 1.21) конструктивно аналогична машине ВМП-2, но имеет дополнительное устройство, управляемое клавишей /, предназначенное для обратного переноса чисел из счетчика результатов в установочный механизм. Наличие этого устройства обеспечивает удобство выполнения на машине многократного умножения, особенно при постоянном множителе (при возведении числа в любую положительную [c.44]
Полуавтоматическая машина Зоемтрон также аналогична машине ВМП-2, но снабжена дополнительным устройством, позволяющим вводить делимое в счетчик результатов, и механизмом табулятора с семью клавишами для ограничения перемещения подвижной [c.45]
Полуавтоматическая машина Зоемтрон-209 устроена аналогично предыдущей, но имеет дополнительную клавишу накопления чисел — S . [c.45]
Автоматические многоклавишные машины моделей ВММ и САР являются дальнейшим развитием полуавтоматических машин моделей ВМП и КЕЛ и имеют практически те же органы управления, что и машины моделей ВМП-2 и КЕЛРС-2с. Вместе с тем они имеют и ряд конструктивных особенностей, существенно отличающих их от полуавтоматических машин. К таким особенностям следует отнести прежде всего то, что на автоматических машинах все арифметические операции выполняются автоматически. [c.46]
Отличием машин этого подкласса от полуавтоматических является также и то, что они снабжены дополнительной клавиатурой для установки множителя, что позволяет рассматривать их как машины со смешанной клавиатурой установочного механизма мно-гоклавиишая— основная и десятиклавишная — дополнительная. [c.46]
Автоматическая десятиклавишная машина ЭДВМ (рис. 1.29) и ее модификация (ЭДВМ-П) с устройством управления печатью и перфорацией может быть использована при выполнении геодезических, навигационных и других инженерно-технических расчетов, а также для математических, экономических и бухгалтерских работ в различных отраслях народного хозяйства. Машина ЭДВМ работает в автоматическом или полуавтоматическом режиме. [c.60]
Электронная машина Искра-Ш (рис. 1.34) обладает более широкими возможностями. Она выполняет автоматически все четыре арифметических действия и, кроме того, полуавтоматически— возведение в степень, накопление результатов, вычисление элементарных функций, извлечение квадратного корня. Машина выполнена на тех же элементах, что и Искра-11 . [c.68]