Сравнение бензинов различного происхождения показало, что наибольшее снижение фактической детонационной стойкости при фракционировании наблюдается у смеси бензина каталитического риформинга и бензина прямой перегонки (10-12 единиц), несколько меньшее - у тройной смеси бензинов каталитического риформинга, каталитического крекинга и прямой перегонки. [c.166]
На нефтеперерабатывающих заводах СССР созданы крупные мощности по каталитическому риформингу, каталитическому крекингу, гидроочистке, алкилированию, производству масел селективной очистки. Внедряются процессы коксования, депарафинизации дизельного топлива. [c.118]
Активное управление качеством продукции тесно связано с материальным и моральным стимулированием. В положениях о премировании, действующих на предприятиях, предусмотрено премирование на сдачу продукции с первого предъявления, улучшение качественных характеристик целевых продуктов. Так, на Московском нефтеперерабатывающем заводе рабочие, обслуживающие технологические установки, премируются за увеличение содержания пропилена в жирных газах по сравнению с нормой, снижение содержания серы в дизельном топливе, повышение октанового числа бензинов каталитического риформинга и т. д. Это позволило увеличить выработку высокооктановых бензинов и малосернистого дизельного топлива. Аналогичные показатели введены на других предприятиях. [c.58]
Производственную мощность технологических установок рассчитывают по ведущему оборудованию, указанному в инструкции по определению производственной мощности. Так, ведущее оборудование установок каталитического крекинга — реактор, регенератор, печь установок каталитического риформинга — реактор и печь. [c.146]
Предположим, что межремонтный пробег установки каталитического риформинга равен 150 дням, капитальный ремонт проводят ежегодно, длительность его —20 дней, текущего ремонта — 5 дней, последний текущий ремонт закончен 15 сентября предшествующего года. Отсюда график работы и i простоев установки каталитического риформинга следующий [c.148]
Таким образом, длительность работы установки в течение года составит 340 дней, коэффициент использования ее во времени 340 365 = 0,93. Производственная мощность установки каталитического риформинга равна 938-365-0,93 = 318,9 тыс. т в год. [c.149]
Одну и ту же технологическую установку можно использовать для переработки разного сырья (например, установка селективной очистки может работать на дистиллятном и остаточном сырье), при различных технологических режимах (мягкий и жесткий режим каталитического риформинга), для выработки продукции разного ассортимента. Поэтому производственную мощность установки рассчитывают для каждого конкретного случая. [c.149]
Пример расчета показателей использования производственной мощности) установки каталитического риформинга приведен ниже [c.150]
| Таблица 18. Производственная программа установки каталитического риформинга | 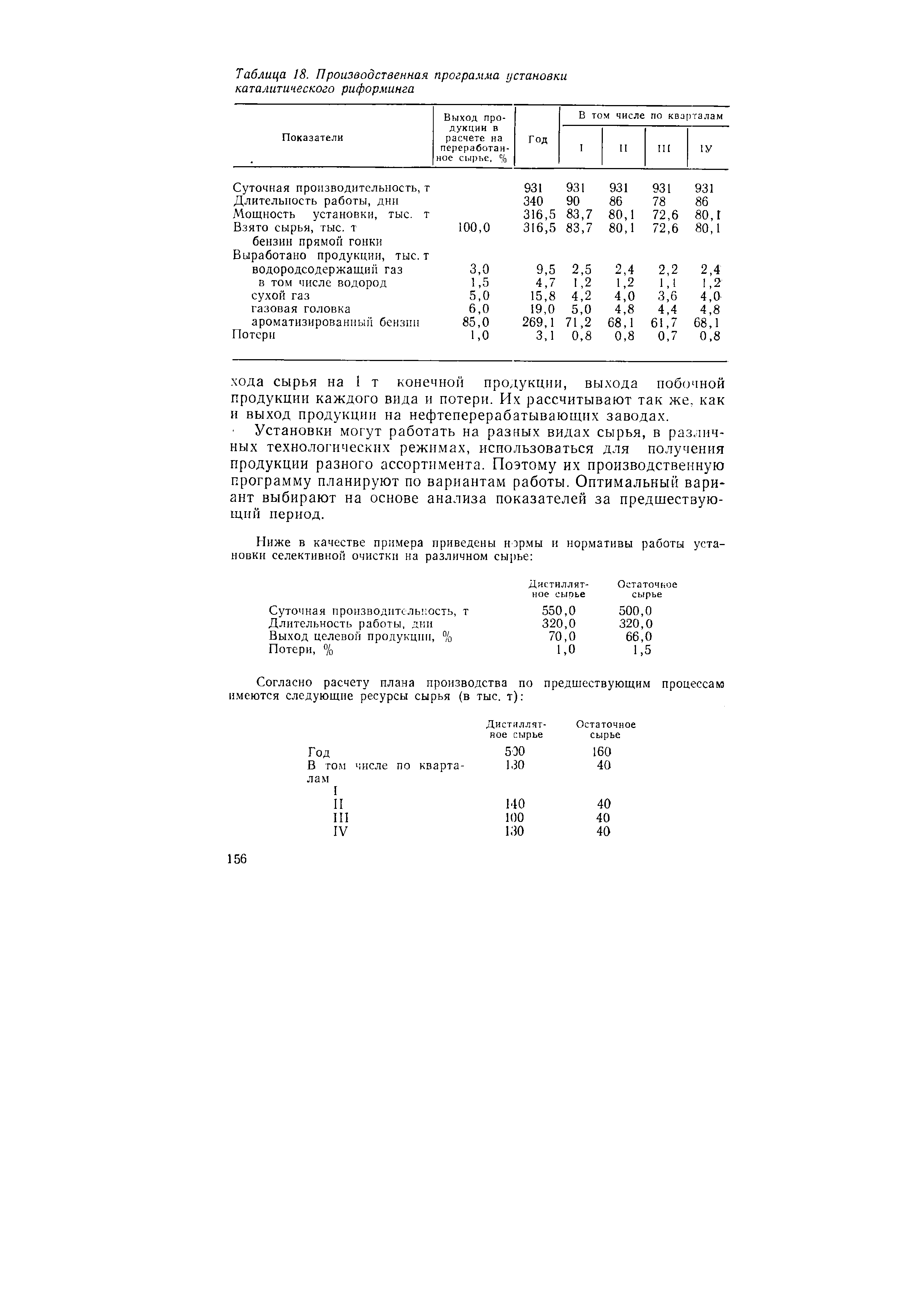 |
Трудоемкость 1000 т обессоленной нефти 42000 2100 = 20 чел. -ч. Трудоемкость 1000 т компонента бензина прямой перегонки (42000 + 90000) 2000= 61 чел. -ч. Трудоемкость 1000 т компонента бензина каталитического-риформинга (на установку поступает 300 тыс. т прямогонного бензина из 2000 тыс. т выработанных на ЛВТ) (61 -300+ 100 000) 250 = 470 чел. -ч. [c.191]
Предположим, что автомобильный бензин компаундируют из компонента бензина прямой перегонки (100 тыс. т) и компонента бензина каталитического риформинга (200 тыс. т). Трудоемкость 1000 т товарного автобензина (61-100+470-200) 300 = 330 чел.-ч. [c.191]
Например, по нормативам приборист обслуживает 2 установки АВТ, 3 каталитического крекинга, 2 каталитического риформинга или гидроочистки. В составе завода имеются 4 установки АВТ, 3 каталитического крекинга, по одной каталитического риформинга и гидроочистки. Для обслуживания этих установок в смену потребуется 5 прибористов (2+1 + 1 + 1). При длительности рабочего дня прибориста 7 ч среднесписочное число их для обслуживания установок составит 5-4(2192/1968) =22 человека. [c.197]
Первый метод оценки попутной продукции получил наибольшее распространение. Он характерен для процессов прямой перегонки нефти (газ, мазут, полугудрон, гудрон оценивают с коэффициентом 0,8 от средней плановой стоимости нефти), каталитического крекинга и риформинга, гидроочистки и некоторых других процессов. [c.216]
Например, на получение готового автобензина направлены 100 тыс. т бензина АВТ, 300 тыс. т бензина каталитического риформинга, 100 тыс. т бензина каталитического крекинга, 20 тыс. т алкилата. Себестоимость 1 т каждого продукта — соответственно 40, 50, 60 и 70 руб. Тогда себестоимость 1 т автобензина составит [(100-40) + (300-50) + (ЮО-60) + (20-70)]520 = = 50,7 руб. [c.217]
Первичная переработка Термические процессы Каталитический крекинг Каталитический риформинг [c.15]
Термические процессы Каталитический крекинг Каталитический риформинг [c.16]
За 1956—1962 гг. мощности первичной переработки нефти увеличились почти в 4 раза. Повышение требований к качеству нефтепродуктов явилось толчком для разработки и внедрения новых процессов каталитического крекинга, каталитического риформинга, гидроочистки, алкилирования. Выработка широкого ассортимента нефтепродуктов сочетается с использованием газов нефтепереработки для производства нефтехимической продукции (спирт, каучук, пластмассы, смолы, моющие вещества и др.). [c.16]
Развитие нефтегазодобывающей промышленности во многом определяет темпы роста переработки нефти. В десятой пятилетке объем первичной переработки нефти увеличится на 25—30 %. В десятой пятилетке достигнуто увеличение производства высокооктановых бензинов, малосернистых дизельных и авиационных топлив, ароматических углеводородов, высококачественных смазочных масел за счет ввода новых мощностей не только по первичной переработке, но и по каталитическому крекированию, каталитическому риформингу, гидроочистке, гидрокрекингу, коксованию. Таким образом, не только улучшается качество вырабатываемого топлива и масел, но и обеспечивается сырьем ряд химических производств. [c.18]
Для повышения качества автомобильных бензинов на нефтеперерабатывающих заводах широко внедряются процессы по производству высокооктановых компонентов, такие, как каталитический крекинг, каталитический риформинг, гидрокрекинг, алкилирование, изомеризация. [c.51]
Большое значение имеет реконструкция технологических установок. Так, например, реконструкция технологических установок процессов прямой -перегонки нефти, каталитического крекинга и риформинга и ряда других процессов на НПЗ Башкирии позволила повысить их проектную производительность в 1,5—2,0 раза. При этом потребные капитальные вложения на реконструкцию оказались в несколько раз меньшими по сравнению с наращиванием мощностей за счет нового строительства. [c.198]
Процесс очистки и облагораживания нефтяных дистиллятов предназначен для повышения качественных характеристик компонентов топлив и масел (повышения октановых и цетано-вых чисел, снижения и содержания серы и смолистых веществ, понижения температуры застывания, улучшения цвета и стабилизации и т. п.). Процесс включает следующие основные операции, конкретный набор которых на заводе зависит от его технологической схемы депарафинизацию, гидроочистку, термический риформинг, каталитический риформинг, алкилирование, полимеризацию, изомеризацию, сернокислотную очистку, селективную очистку, фенольную очистку, деасфальтизацию. [c.110]
Возросшие требования к качеству топлив и масел и неуклонный рост потребности в них определяют необходимость усиленного внег дрения каталитических процессов (каталитического риформинга, каталитического крекинга, гидроочистки) и новых методов производства смазочных материалов и присадок к ним. [c.117]
Бензин АИ-93 готовят на основе бензина каталитического риформинга с добавлением прямогонных бензиновых фракций, толуола, алкилбен-зина (алкилата), бутан-бутилена. В некоторых случаях в бензин добавляют высокооктановые компоненты алкилбензол и изопентан. Бензин АИ-93 применяют в двигателях легковых автомобилей заводов ВАЗ, АЗЛК и ГАЗ. [c.12]
Опыт работы установки ЛК-6У, состоящей из установок секций первичной переработки нефти, каталитического риформинга, гидроочистки дизельного топлива и керосина, газофракциони- [c.24]
Улучшение подготовки сырья (например, предварительная гидроочистка сырья для каталитического риформинга) способст-вует увеличению срока службы дорогостоящих катализаторов, стабилизации технологического режима, а следовательно, увеличению выработки целевых высококачественных продуктов. [c.56]
Предположим, что работа установки каталитического риформинга ха-. растеризуется следующими данными [c.148]
Рассмотрим расчет оптимальной произвэдствешюй программы на примере условного завода, состоящего из четыргх установок комбинированной ЭЛОУ — АВТ, термического крекинга, каталитического риформинга и гидроочистки. Товарные продукты — автобензинь А-76, А-72, дизельное топливо трех видов с содержанием серы 1, 0,5 и (1,2%, керосин, мазут флотский и котельное топливо. Первая установка работает по 6 вариантам (1 — 5 — максимальная выработка соответственно компонента автобензина, керосина, дизельного топлива, светлых нефтепродуктов, средних дистиллятов, 6 — равномерная выработка всех продуктов). Качественные характеристики компонентов представлены ниже [c.166]
Равенство показывает, что бензин прямой перегонки можно использовать в качестве сырья на установке каталитического риформинга (xg) и вовлекать в смешение всех марок автобензина (у, г/4) 0,157хь 0,115x2,. .., 0,144 i показывают, сколько вырабатывается компонента бензина по каждому варианту. Коэффициенты при неизвестных означают выход продукта. Однако потребление сырья не должно превышать выработки. [c.167]
Рассмотрим принципы построения матричной модели на примере условного нефтеперерабатывающего завода, состоящего из установок АВТ, каталитического риформинга, гидроочистки и выпускающего в качестве товарной продукции автобензин, дизельное топливо, сероводород, котельное топливо и топливный газ. Модель состоит из трех блоков уравнения. В первом1 блоке оценивают трудоемкость полуфабрикатов (компонентов смешения) [c.191]
Третьим методом оценивают попутную продукцию в процессе каталитического риформинга па получение ароматических соединений (рафииат риформинга, фракция ПК — 80°С), рафи-пат установки экстракции серы для технического углерода и других процессов. [c.216]
В послевоенный период высокими темпами развивалась н нефтеперерабатывающая промышленность. Были введены в эксплуатацию новые крупные нефтеперерабатывающие заводы. В связи с развитием моторного парка страны, повышением требований к качеству нефтепродуктов возникла необходимость в разработке и внедрении каталитического крекинга, риформин-га, гидроочистки, газофракционирования, алкилирования. Первая установка каталитического крекинга в псевдоожиженном слое пылевидного катализатора была введена в эксплуатацию в 1953 г. В результате внедрения каталитического крекинга увеличилось производство компонентов для выпуска товарных бензинов и дизельных топлив. Внедрение каталитического ри-форминга позволило значительно повысить качество бензина. Первые установки риформинга были сооружены в 1958 г. В этот период на нефтеперерабатывающих предприятиях развиваются кооперирование и комбинирование производства на основе комплексного использования сырья физические процессы заменяются химическими деструктивными. [c.11]
Смотреть страницы где упоминается термин Риформинг каталитический
: [c.12] [c.56] [c.284] [c.73] [c.213] [c.38] [c.41] [c.290] [c.258] [c.55] [c.159] [c.166] [c.175] [c.192] [c.192] [c.26] [c.124] [c.214]Экономика нефтеперерабатывающей и нефтехимической промышленности (1974) -- [ c.23 , c.29 , c.34 , c.42 , c.48 , c.68 , c.69 , c.73 ]