Методы организации производственного процесса (совокупность способов организации основного, вспомогательного и обслуживающего производств) характеризуются коэффициентом специализации производства коэффициентом предметной и подетальной специализации уровнем кооперированных связей (отраслевых и региональных) уровнем комбинирования структурой видов движения предметов труда (последовательный, параллельно-последовательный, параллельный) структурой форм организации производственного процесса научно-техническим уровнем производственных процессов ритмичностью производственного процесса сочетанием материальных и моральных стимулов к труду внедрением новых прогрессивных форм организации производства выполнением плана по охране окружающей среды и рациональному использованию природных ресурсов эколого-экономической эффективностью мероприятий по охране окружающей среды эффективностью мероприятий по совершенствованию организации производственного процесса. [c.53]
Различают последовательный, параллельный и смешанный (пли последовательно-параллельный) виды движения предмета труда в пространстве. [c.60]
Существует два основных вида движения предмета труда в процессе производства последовательное и параллельное. Сочетание этих видов движения называется параллельно-последовательным движением. Разберем эти виды движения предмета труда на примерах (рис. 2.1). [c.25]
Производственный цикл во многом зависит от способа передачи детали (изделия) с операции на операцию. Существует три вида движения предметов труда в процессе их изготовления последовательный, параллельный, параллельно-последовательный. [c.118]
Иногда координация работы комплекса технологических операций может заключаться в изменении порядка операций, т. е. их последовательности, что, как видно из примера на рис. 3-9, имеет особенно существенное значение при использовании параллельно-последовательной организации движения предметов труда в производственном процессе. [c.50]
Как и параллельно-последовательная организация движения предметов труда, минимально-прерывная организация представляет собой смешанную форму. В ней есть элементы параллельной [c.54]
Для определения продолжительности цикла при параллельном и параллельно-последовательном движении предметов труда в производстве в формуле (1) введен коэффициент параллельности, величина которого определяется отношением длительности цикла обработки при параллельном или параллельно-последовательном движении к его продолжительности при последовательном движении и колеблется от 0,4 до 0,9. [c.21]
При расчете общей длительности производственного цикла следует иметь в виду, что наиболее рациональным в серийном производстве является параллельно-последовательное движение предметов труда. Однако если за рабочим местом закрепляется большое число операций, очень трудно увязать в календарном плане сроки перехода партии деталей с одного рабочего места на другое. При переходе на рабочее место с большим числом операций партия деталей пролеживает в ожидании освобождения станка. В результате этого параллельно-последовательное движение операций превращается в последовательное. [c.42]
Рациональная планировка рабочего места обеспечивает удобную рабочую позу, возможность применения передовых приемов и методов труда, минимальные траектории движений рабочего и движений предметов труда, соблюдение строгой последовательности, при которой один элемент работы плавно непосредственно переходит в другой. При этом расположение средств и предметов труда должно удовлетворять основным требованиям, нарушение которых ведет к непроизводительным затратам рабочего времени и энергии работника, преждевременному утомлению и снижению производительности труда, нерациональному использованию производственных площадей [c.52]
Важным этапом является проектирование во времени процесса освоения нового производства. При этом проводится работа по адаптации системы оперативно-производственного планирования к условиям выпуска новой продукции, устанавливается последовательность ее запуска в производство, определяются необходимые задачи, предусматриваются меры по обеспечению лучшего использования оборудования и рабочей силы, сокращения длительности производственного цикла. Перечисленные задачи реализуются на основе использования графического или машинного моделирования движения предметов труда, выполняются объемные расчеты, используются оптимизационные методы. [c.50]
При последовательным виде движения вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции. Достоинством этого метода является отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность их высокой загрузки в течение смены. При параллельном виде движения детали передаются на следующую операцию транспортной партией сразу после окончания ее обработки на предыдущей операции. В этом случае обеспечивается наиболее короткий цикл. Но возможности применения параллельного вида движения ограничены, так как обязательным условием его реализации является равенство или кратность продолжительности выполнения операций. При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно/При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия обрабатывается на каждой операции без перерывов. Производственный цикл больше по сравнению с параллельным, но меньше, чем при последовательном движении предметов труда. [c.88]
Увеличение размера партии или объема выпуска оказывает наименьшее влияние на цикл при параллельном виде движения предметов труда, наибольшее - при последовательном [c.59]
| Рис. 3.4. График последовательного движения предметов труда | 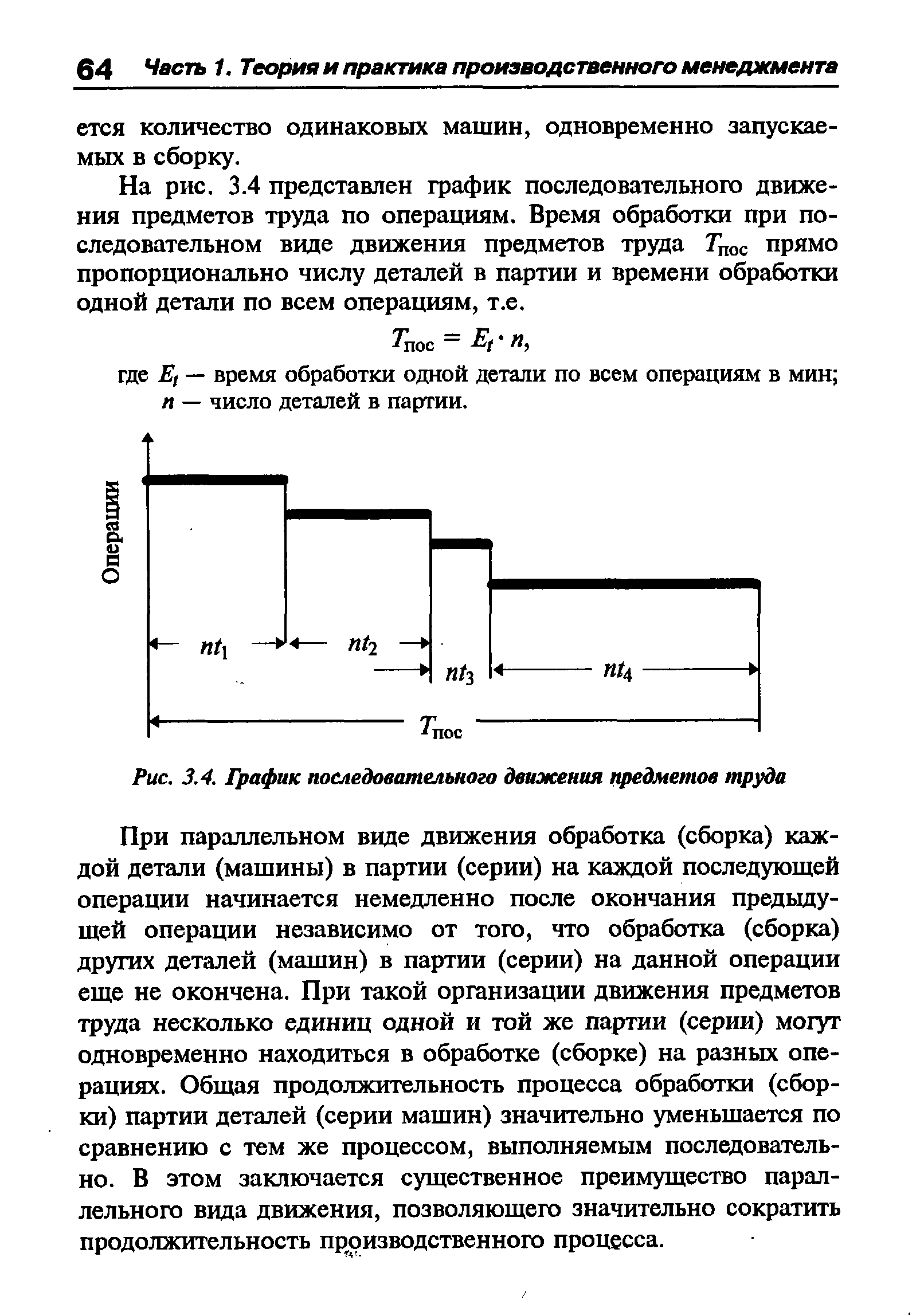 |
Необходимость выравнивания (синхронизации) длительности отдельных операций существенно ограничивает возможность широкого применения параллельного вида движения, что способствует применению третьего — параллельно-последовательного вида движения предметов труда. [c.65]
Параллельно-последовательный вид движения предметов труда характеризуется тем, что процесс обработки деталей (сборки машин) данной партии (серии) на каждой последующей операции начинается раньше, чем полностью заканчивается обработка всей партии деталей (сборки машин) на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными (передаточными) партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки партии на последующих операциях (производственный задел) позволяет избежать возникновения простоев. [c.66]
При параллельно-последовательном виде движения предметов труда могут быть три случая сочетания длительности операций [c.66]
| Рис. 3.6. График параллельно-последовательного движения предметов труда | 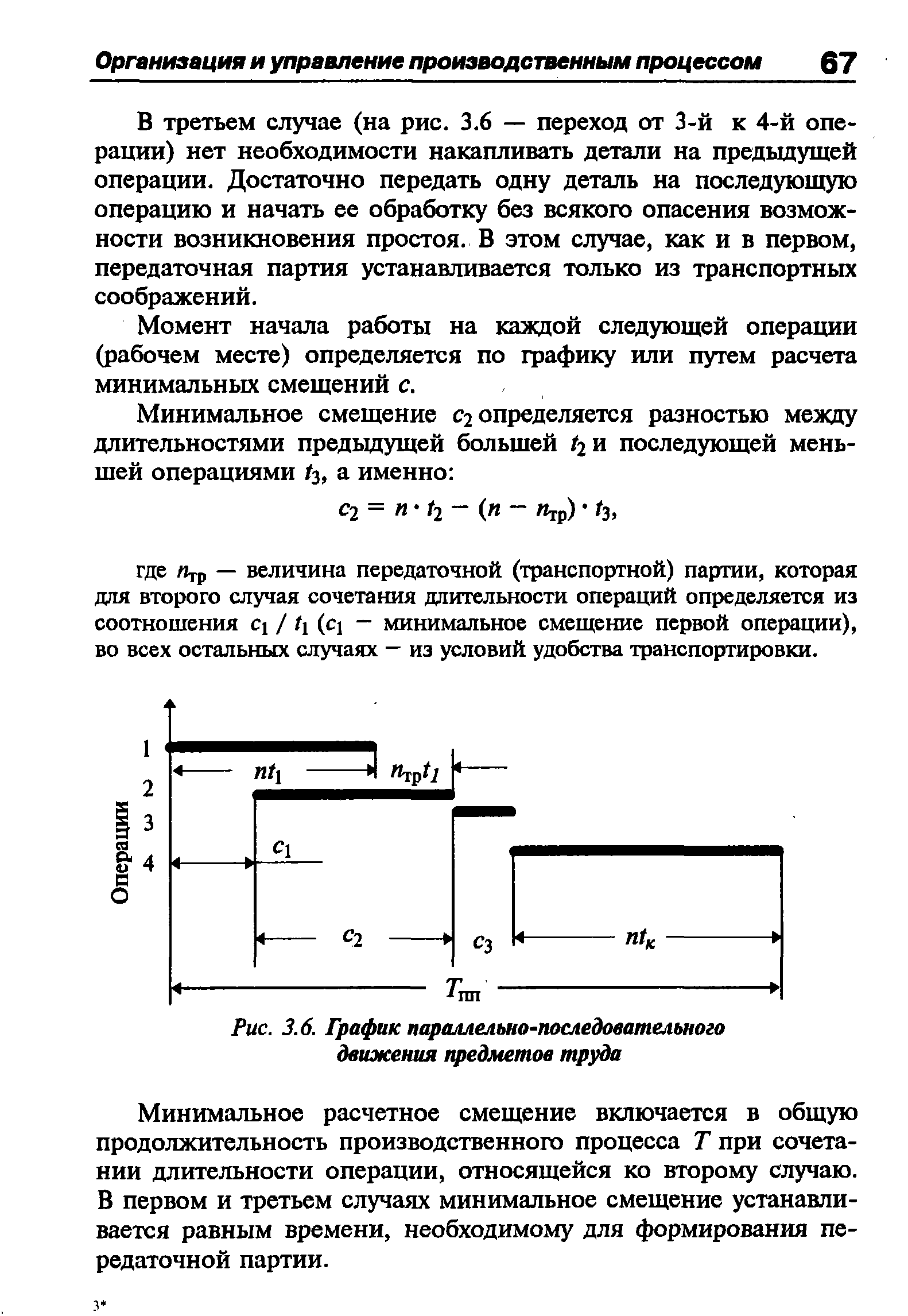 |
Таким образом, применение параллельного и параллельно-последовательного видов движения предметов труда дает воз- [c.68]
Вид движения предметов труда по операциям Параллельный Последовательно-параллельный Последовательный [c.152]
Последовательное движение (А). Характеризуется тем, что партия продукции передается с операции на операцию целиком, т. е. размер передаточной или транспортной партии равен п, или р = п. Каждая отдельная единица продукции не может быть передана на следующую операцию, пока не будет закончено выполнение данной операции над всеми единицами партии п. Поэтому время движения предметов труда по всем операциям технологического процесса Гт равно [c.168]
При последовательном движении предмет труда поступает на последующую операцию после окончания предыдущей. Длительность цикла в этом случае определяют как сумму затрат времени на выполнение всех последовательных операций (рис. 3). [c.88]
| Рис. 3. Последовательное движение предмета труда. | 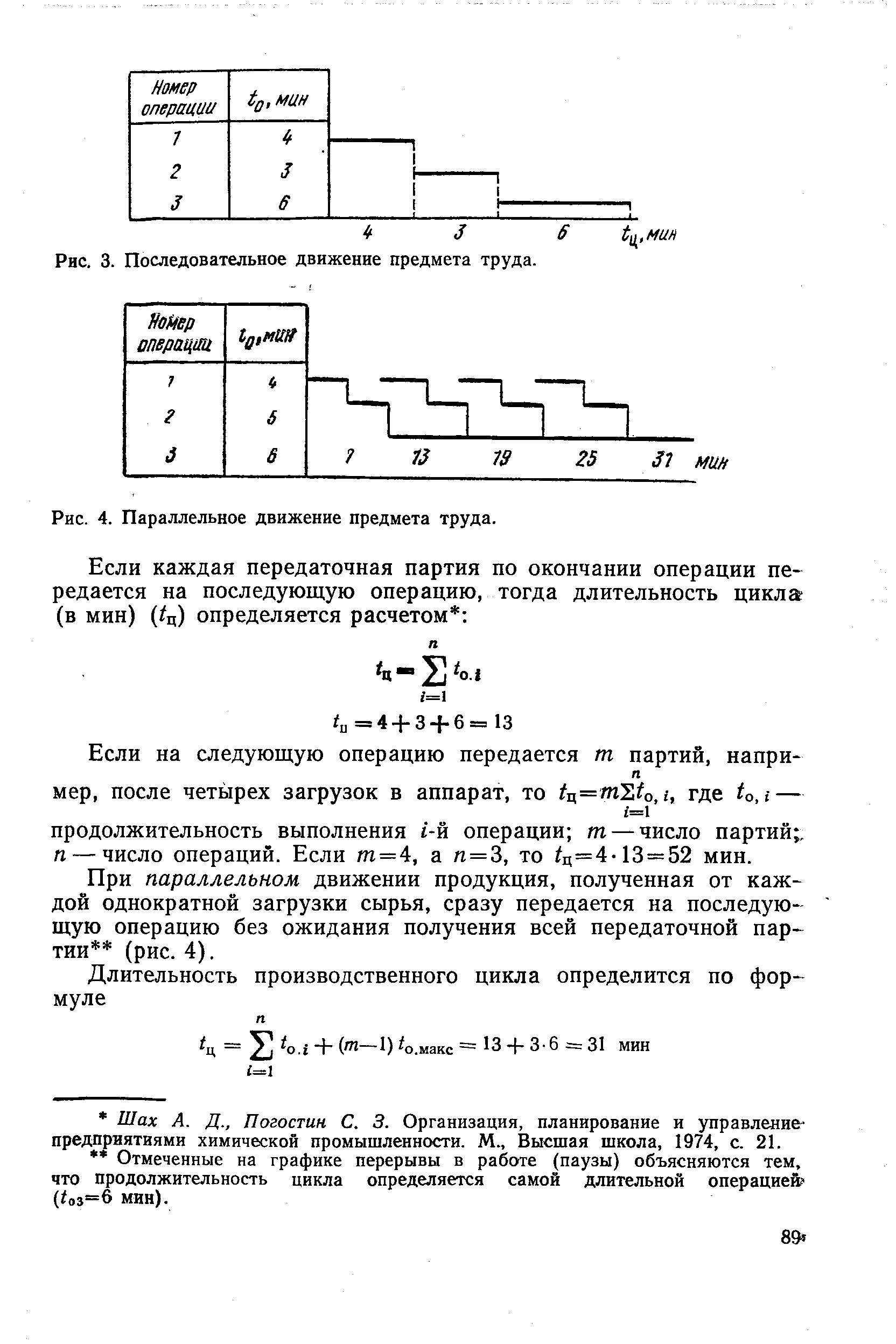 |
Процесс производства машин состоит из отдельных процессов изготовления деталей, входящих в машину. Длительность производственного цикла детали зависит, в частности, от способа передачи партии обрабатываемых деталей с одного рабочего места на последующее, т. е. от вида движения предметов труда в производственном процессе. Применяют различные виды движения предметов труда в производственном процессе. Существуют три вида движения 1) последовательное 2) параллельно-последовательное 3) параллельное. [c.58]
Определить (аналитически и графически) длительность цикла при последовательном, параллельном и смешанном движении предмета труда в процессе производства и его сокращение при смешанном движении, если продолжительность самой длинной операции сократится на 3 мин. [c.15]
Недостатком последовательного способа сочетания операций является большая его длительность. Объясняется это тем, что детали задерживаются (пролеживают) на каждом рабочем месте в ожидании окончания изготовления всей партии. В результате этого образуется нежелательное накопление незавершенного производства. Такой способ движения предметов труда в ходе их обработки в большинстве случаев применяется в единичном и в мелкосерийном производстве. [c.68]
Длительность технологического цикла при последовательном движении предметов труда рассчитывается по формуле [c.5]
Длительность технологического цикла при параллельно-последовательном движении предметов труда определяется по формуле [c.5]
Длительность технологического цикла обработки партии деталей при последовательном движении предметов труда рассчитывается по формуле (1.2) [c.6]
Длительность технологического цикла обработки партии деталей при параллельно-последовательном движении предметов труда определяется по формуле (1.3) [c.6]
Построение графика длительности производственного цикла при последовательном движении предметов труда приведено на рис. 1.4. [c.8]
Совокупность всех стадий переработки сырья в готовую продукцию называется производственным циклом. Длительность производственного цикла характеризует продолжительность изготовления продукции от начальной стадии до конечной, уровень организации производства во времени и определяется способом передачи предмета труда с одной стадии на другую. Различают следующие виды движения предметов труда последовательный, параллельный и смешанный (последовательно-параллельный). [c.54]
При параллельном движении предмет труда немедленно передается с одной операции на другую. Для нашего примера длительность цикла процесса равна 62 мин вместо 104 мин для последовательного движения (рис. 2.1). Цикл процесса сокращен на 40 %. Отмеченные на графике для параллельного движения паузы (перерывы) в работе на 1-й и 2-й операциях объясняются тем, что продолжительность цикла в основном определяется наиболее продолжительной операцией tmfix. Для параллельного вида движения длительность цикла определяется по формуле [c.25]
Достоинством последовательного вида движения предметов труда является отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность высокой их загрузки в течение смены, но производственный цикл при этом виде движения наибольший, что отрицательно влияет на технико-экономические показатели работы цехов и предприятия. Параллельный вид движения предметов труда яиляется наиболее эффективным, но возможности его применения ограничены, так как обязательным условием такого движения является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны перерывы в работе оборудования и рабочего. Параллельно-последовательный вид движения предметов труда обеспечивает работу оборудования и рабочего без перерывов. Производственный цикл при этом виде больше по сравнению с параллельным, но меньше, чем при последовательном виде движения предметов труда. [c.118]
В литер атуре по организации и планированию производства довольно широко представлена характеристика и математическая формулировка зависимостей для расчета времени изготовления партии предметов труда при так называемых последовательном и параллельно-последовательном видах движения, которые являются лишь частными случаями прерывного вида движения предметов труда. Что же касается теоретического толкования прерывного движения как обобщенного вида организации производственного процесса во времени, сочетающего эти ч]астные случаи, то его в литературе нет. Между тем на практике часто можно наблюдать использование различных сочетаний последовательного и параллельно-последовательного видов движения в одном процессе изготовления одной партии предметов труда. [c.27]
Требование однонаправленности движения предметов труда от начальной операции к последней. Пространственное сближение рабочих мест, цехов, участков, соблюдая последовательность операций, частных процессов, стадий [c.49]
Производственный цикл детали обычно называют простым, а изделия или сборочной единицы — сложным. Цикл может быть однооперационным и многооперационным. Длительность цикла многооперационного процесса зависит от способа передачи деталей с операции на операцию. Существует три вида движения предметов труда в процессе их изготовления последовательный, параллельный и параллельно-последовательный. [c.88]
II сведение до минимума перерывов, вызванных межоперационным пролеживанием, и перерывов парти-онности за счет применения параллельно-последовательного метода движения предметов труда и улучшения системы планирования [c.91]
На рис. 3.4 представлен график последовательного движения предметов труда по операциям. Время обработки при последовательном виде движения предметов труда Тпос прямо пропорционально числу деталей в партии и времени обработки одной детали по всем операциям, т.е. [c.64]
Параллельно-последовательный вид движения предметов труда позволяет значительно уменьшить продолжительность производственного процесса обработки (сборки) по сравнению с последовательным видом движения. Применение параллельно-последовательного вида движения экономически целесообразно в случаях изготовления трудоемких деталей, когда длительности операций процесса значительно колеблются, а также в случаях изготовления малотрудоемких деталей крупными партиями (например, нормалей мелких унифицированных деталей и т.д.). [c.66]