КОНТРОЛЬНЫЕ КАРТЫ КАЧЕСТВЕННЫХ ПРИЗНАКОВ [c.128]
Иногда по соображениям экономии или ввиду того, что характеристики изделия трудно измерить (цветовые оттенки, запах, вкус, дефекты пайки, внешний вид) или они выходят далеко за пределы технических условий, изделия часто проверяются с точки зрения критерия пригоден — непригоден путем сравнения с некоторым эталоном. Этот метод менее чувствителен, чем методы, основанные на измерении, поскольку больше зависит от индивидуальных качеств контролера, в силу чего требуются большие размеры выборки, чем в случае контроля с помощью количественных признаков. Кроме того, метод часто используется применительно к процессам, которые невозможно улучшить. Как правило, размер выборки должен быть достаточно велик для того, чтобы почти в каждой из них содержалось небольшое количество дефектных изделий. Аналогично всем другим методам управления качеством целью здесь является изучение поведения процесса, на основе которого разрабатывается система управления процессом. Карты должны быть разработаны так, чтобы соответствовать некоторому особому процессу или операции, которыми намереваются управлять, но в общем контрольные карты качественных признаков весьма просты. [c.128]
Контрольные пределы строятся на основе заранее вычисленного среднего квадратического отклонения, но прежде, чем установить пределы, необходимо принять решение о том, какой показатель будет в дальнейшем использоваться — доля или процент брака или же абсолютное число дефектных изделий. Если размеры выборки колеблются или имеет место сплошной контроль и объем партии колеблется, должны использоваться процентные или долевые контрольные карты. Контрольные пределы карт качественных признаков основаны на точности процесса и устанавливаются таким образом, чтобы обеспечить обнаружение всех его изменений. [c.129]
Контрольные карты по альтернативному признаку применяются, когда невозможно измерить качественные свойства продукции. Каждую проверенную единицу продукции относят к категории годных или дефектных. Решение о целесообразности остановки процесса и его регулирования принимается в зависимости от числа дефектных изделий в выборке или от доли дефектных изделий в выборке или от доли дефектных изделий в числе прошедших контроль. Преимущество карт по альтернативному признаку - возможность одновременного контроля нескольких признаков качества продукции, относя продукцию к дефектной при выходе любого признака качества за допуск. Недостаток - в использовании малого объема информации, получаемой при контроле, в невозможности дифференцированной оценки точности и стабильности процесса по отдельным качественным признакам, в большом объеме выборки. Тем не мене, в целом трудоемкость контроля с помощью карт по альтернативному признаку, в конечном счете, меньше, чем при использовании карт по количественному признаку при значительном числе контролируемых свойств. [c.164]
| Рис. 5.18. Пример бланков контрольных карт по качественным признакам | 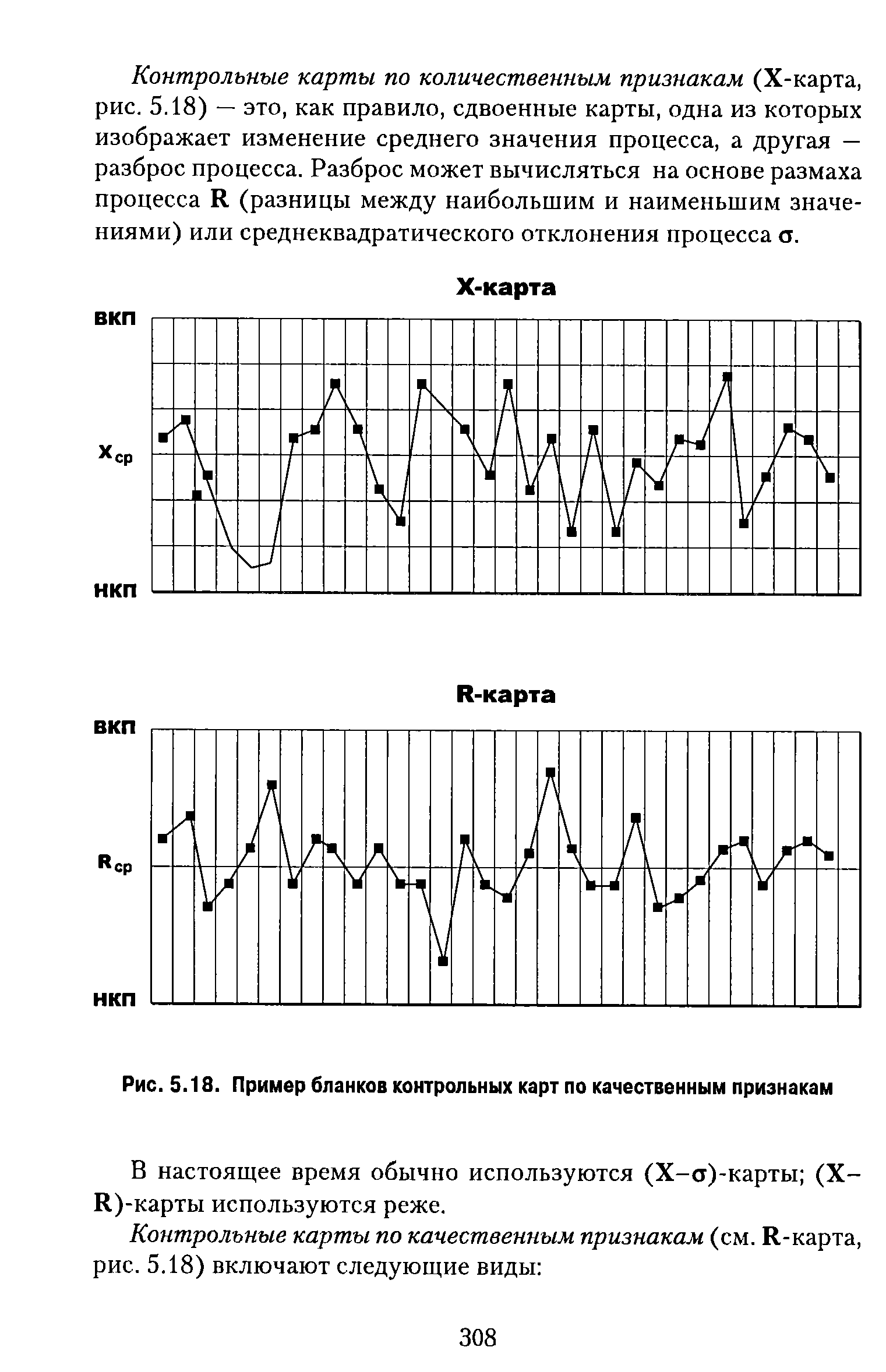 |
Контрольные карты по качественным признакам (см. R-карта, рис. 5.18) включают следующие виды [c.308]
Прж использовании контрольных карт отбор образцов изделий производится через определенные промежутки времени, а контролируемый качественный признак измеряется и усредняется. В нашем примере качественным признаком является длина детали. - [c.293]
Все рассмотренные выше стандарты были основаны на контрольных картах, применяемых для контроля измеряемых параметров технологического процесса (количественных признаков). Однако существует множество технологических процессов, определяемых качественными признаками. Кроме того, множество технологических процессов характеризуется несколькими измеряемыми параметрами, и применение контрольных карт к каждому параметру оказывается зачастую экономически нецелесообразным. Поэтому контрольные карты количественных признаков рекомендуется применять к наиболее критичным параметрам технологического процесса. Остальные параметры объединяют с качественными параметрами технологического процесса и для регулирования технологического процесса по этой совокупности параметров используют контрольные карты числа дефектов, числа дефектных единиц продукции, доли брака и т. д., т. е. регулирование процесса осуществляется по альтернативному признаку. [c.48]
Контрольная карта для регулирования по качественным признакам. [c.72]
Контрольная карта р применяется для контроля и регулирования технологического процесса (после проверки небольшой части изделий и разделения их на доброкачественные и дефектные изделия) на основе использования доли дефектных изделий, полученной делением числа обнаруженных дефектных изделий на число проверенных изделий. Хотя измеряемые показатели качества относятся к количественным признакам, после разграничения изделий на доброкачественные и дефектные они переходят в категорию качественных признаков, поэтому в таких случаях обычно используют контрольные карты для качественных признаков. Кроме применения контрольной карты р для доли дефектных изделий, ее можно применять для определения интенсивности выпуска продукции, процента неявки на работу. [c.76]
Контрольные карты по качественным признакам бывают следующих видов [c.367]
Графики в виде контрольных карт отличаются от обычных наличием линий, называемых границами регулирования (контрольными границами). Они чаще всего используются при контроле качества продукции и регулировании технологических процессов. В зависимости от вида контроля различают контрольные карты, применяемые при контроле и регулировании по количественному (в том числе альтернативному) и качественному признакам. В первом случае используются численные значения показателей качества единиц продукции, во втором — единицы продукции делят на несколько групп качества и решение о контролируемой продукции принимают в зависимости от соотношений единиц продукции разных групп. [c.127]
При появлении каждого из перечисленных сигналов процесс нуждается в корректировке. На практике применяют множество видов контрольных карт. Они классифицируются по характеру и числу отображаемых признаков, но назначению. В первую очередь карты разделяются на две большие группы по количественному (измеримому) и по качественному (альтернативному) признаку. Первые содержат выборочные числовые характеристики параметров. В карты по альтернативному признаку заносят выборочные числовые характеристики числа дефектных единиц продукции или доли дефектных единиц в выборке. [c.158]
Существует два вида контрольных карт — по качественным и по количественным признакам. [c.307]
Контроль фактических величин намного точнее в плане выявления брака, но одновременно с этим требует гораздо больших затрат. Измерение диаметров 10 металлических прутков при помощи микрометра требует гораздо больше навыков и времени, чем простая вставка их в гнездо определенного размера. Вдобавок необходимо вычислять выборочное среднее. В отличие от контроля по качественным признакам оператор для этого должен обладать кое-какими знаниями либо нужно нанимать специального инспектора. Затраты на контроль путем измерения иногда оказываются в двадцать раз больше, и поэтому дЖнный метод применяется редко. Принцип его ничем не отличается от контроля по качественным признакам строятся такие же контрольные карты с уровнями предупреждения ( 2о) и действия ( 3а). [c.260]
Предконтроль есть метод контроля, использующий узкие или внутренние контрольные пределы, с которыми качественные или количественные признаки отдельных образцов продукции могут сравниваться через выбранные интервалы. Сущность метода заключается в том, что изделия будут выглядеть дефектными и как таковые будут отмечены на карте, хотя они и находятся внутри допусков по техническим условиям. Основные принципы этой схемы иллюстрируются на рис. 7.16. [c.135]