| Рис. П.8. Технологический конус и производственные лучи | 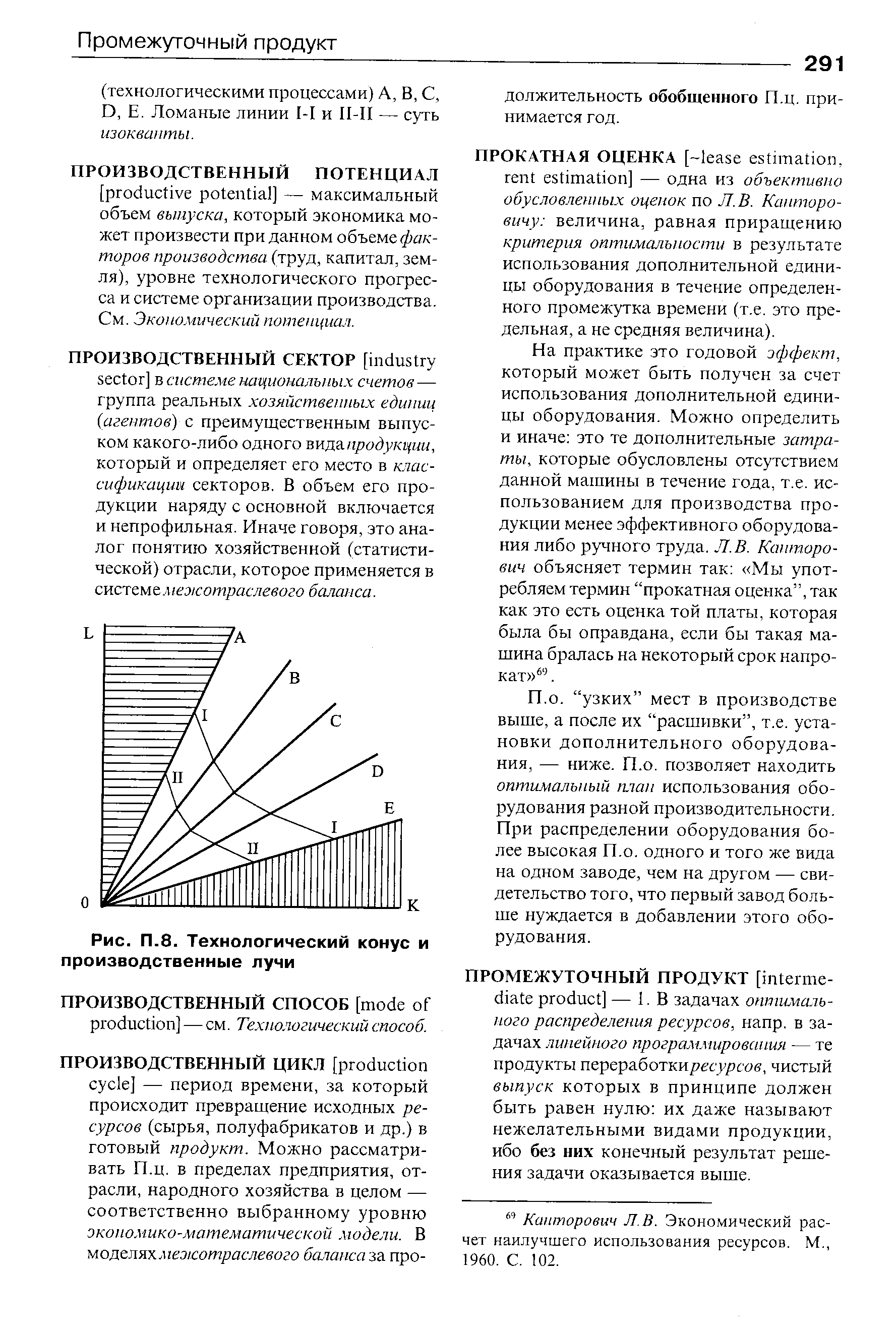 |
Рассмотрим статическую модель замкнутой экономики. Модель определяется заданием технологического конуса К [c.6]
Стандарты станков обычно ограничиваются только основными параметрами, которые дают необходимое и достаточное представление о производственных возможностях станков в части размеров обрабатываемых изделий и размеров обрабатываемых поверхностей, т. е. определяют принципиальные технологические возможности станка, не сдерживая в то же время конструкторскую мысль при выборе наиболее рациональных форм. В стандарт не вводят параметры, которые зависят от прогресса- техники (такими являются все параметры, относящиеся к механике станка). В виде исключения из этих общих правил в последние издания некоторых стандартов на основные размеры станков включены также параметры вес станка , наибольшая подача и пр. Например, ГОСТ 1227-58 на станки вертикально-сверлильные (основные параметры и размеры) регламентирует следующие основные параметры 1) наибольший диаметр сверления 2) наибольший ход шпинделя 3) вылет шпинделя 4) наибольшее расстояние от конца шпинделя до стола 5) то же до плиты 6) ширина стола 7) размер конуса шпинделя 8) наибольшая подача шпинделя 9) вес станка. [c.117]
Замечание. Совместно предположения 2.1 и 2.2 означают, что технологическое множество является выпуклым конусом. Предположение 2.3, выделяющее линейные технологии, означает, что этот конус является выпуклым многогранником в полупространстве [c.59]
ПРОИЗВОДСТВЕННЫЙ ЛУЧ [a tivity ray] — геометрическое место точек, отображающих пропорциональное увеличение количества ресурсов при использовании определенного технологического способа с возрастающей интенсивностью (см. Луч). Напр., если сочетание 3 ед. капитала (фондов) и 2 ед. труда (т.е. комбинация ЪК + 2L) дает 10 ед. некоторого продукта, то сочетания 6К + 4L, 9К + + 6L, дающие соответственно 20 и 30 ед. и т.д., будут лежать на графике на прямой, называемой П.л. или технологическим лучом. При ином сочетании факторов П.л. будет иметь другой наклон. В силу неделимости многих факторов производства количество технологических способов и соответственно П.л. принимается конечным. На рис. П.8 показан технологический конус с пятью лучами [c.290]
Специалисту в области экономико-математических методов этот текст заменяет добрых полстраницы обычного описания, он исполнен глубокого смысла. Но большинству читателей, даже экономистам, термины статическая модель , замкнутая экономика , технологический конус и им подобные не говорят ни о чем. Тем более сложны и непонятны формулы. [c.6]
Факторов производства и продуктов много, представить наглядно технологический конус невозможно. Математики пользуются для его опис ния абстрактным многомерным пространством (обозначается п), причем технологический конус находится в его первом ортанте, т. е. в области, где все переменные положительны (ни факторы производства, ни продукция не могут быть отрицательными . ТЕХНОЛОГИЧЕСКИЙ ПРОГНОЗ Обычный научный прогноз показывает, какие новые ресурсы могут быть в принципе освоены, если исходить из современного состояния и тенденций развития науки и техники. Технологический же прогноз показывает, когда использование этих новых принципов может быть не только освоено производством, но и будет экономически эффективно. Например, общенаучный прогноз може] сказать, что через два десятилетия человечество овладеет управляемой термоядерной реакцией, но технологический прогноз об- [c.104]
В качестве числового примера, иллюстрирующего табличный метод нахождения оптимального решения в задаче линейного про- граммирования, рассмотрим производственную систему с линейным технологическим множеством, использующую три основных производственных способа Р1 =(1 2,1), Р2=(3 1,2) и Р3 = (3 3,1). Для определенности затрачиваемые факторы будем интерпретировать как труд и капитал . В этом случае способ Р3 наиболее трудоемкий, а Э2 — капиталоемкий. Предположение о линейности технологаческо-6 множества определяет в качестве последнего трехгранный конус в лространстве /Р ( выпуск—затраты ) [c.71]
Характеристика работ. Ультразвуковая обработка поверхностей полостей и отверстии прецизионных деталей по 7—10-му квалитетам (3-му классу точности) на однотипных станках и установках с выверкой обрабатываемых деталей и электродов-инструментов. Сверление координированных отверстий при вращении изделий или инструмента с применением отсоса или прокачки абразивных суспензий. Наладка однотипных станков, установок и генераторов по технологической и инструкционной карте и паспорту станка. Проверка и регулирование амплитуды колебаний иголок промывочного ерша методом измерений под микроскопом с точностью до 1. .. 2 мкм. Ультразвуковая очистка, в специальных ваннах и установках особо сложных и ответственных деталей, а также микродеталей. Сверление входной распушки и смазочного конуса волок из алмазов и сверхтвердых материалов всех типов. [c.36]
Классификация поверхностей деталей имеет целью способствовать унификации отдельных элементов конструкций деталей — резьб, отверстий, конусов, фасок и т. п., конструктивного выполнения отдельных поверхностей. Классификация поверхностей является дальнейшим развитием и естественным продолжением системы конструктивной классификации деталей и имеет важное значение в технологической подготовке производства, так как спо- [c.97]
Характеристика работ. Изготовление, сборка, клепка и ремонт сложных котлов, аппаратов, реакторов, теплообменников, колонн с точной пригонкой отдельных частей из различных сталей и цветных металлов по чертежам и эскизам. Ремонт сложного технологического оборудования, работающего под давлением с коррозионной средой без остановки технологического процесса. Горячая и холодная клепка особо ответственных герметических швов крупных частей котлов пневматическими молотками и вручную, а также на стационарных прессах и подвесных клепальных скобах, предназначенных для работы под давлением свыше 12 ат. Разметка сложных и точных узлов и деталей котлов. Гибка цилиндров и конусов из листовой стали различной толщины. Подгонка кромок котельной стали под чеканку и сварку. Определение пригодности сложных узлов и деталей, поступающих на сборку. Испытание котлов и аппаратов давлением. Проверка фундаментов перед установкой котлов и механизмов. Выполнение всех трубоставных работ на котлах высокого давления. [c.193]
Характеристика работ. Ведение отдельных операций технологического процесса производства мороженого. Подготовка палочек и кассет для работы палочко-забивного автомата. Отбраковка и удаление нестандартных порций из ячеек транспортера. Регулирование захвата механических держателей. Наблюдение за приемкой мороженого на ленточный транспортер, правильностью и точностью укладки порций на ленточный транспортер и в заверточную машину, равномерностью поступления и температурой глазиро-вочной смеси. Мойка обслуживаемого оборудования. Приемка обратимых производственных отходов в гильзы, ушаты и направление их через обратную линию в накопительную емкость. Загрузка автоматических устройств вафлями, конусами, рожками, стаканчиками, кассетированными палочками и другими наполнителями. [c.45]
Технологическое множество обладает свойствами аддитивности и невозрастающей отдачи от масштаба тогда и только тогда, когда оно — выпуклый конус. [c.120]
Смотреть страницы где упоминается термин Технологический конус
: [c.362] [c.492] [c.104] [c.125] [c.204]Смотреть главы в:
Популярный экономико-математический словарь -> Технологический конус
Популярный экономико-математический словарь (1973) -- [ c.104 ]