Индекс дефектности (Ид) — это комплексный показатель качества разнородной продукции, выпущенной за рассматриваемый период, равный среднему взвешенному коэффициентов дефектности этой продукции (коэффициентом дефектности называется среднее взвешенное количество дефектов, приходящихся на единицу продукции). Определяется Ий по формуле [c.202]
Коэффициент дефектности (Q) можно вычислить следующим образом [c.203]
| Рис. 2.5.3. Изменения коэффициента дефектности на Павловском автобусном | 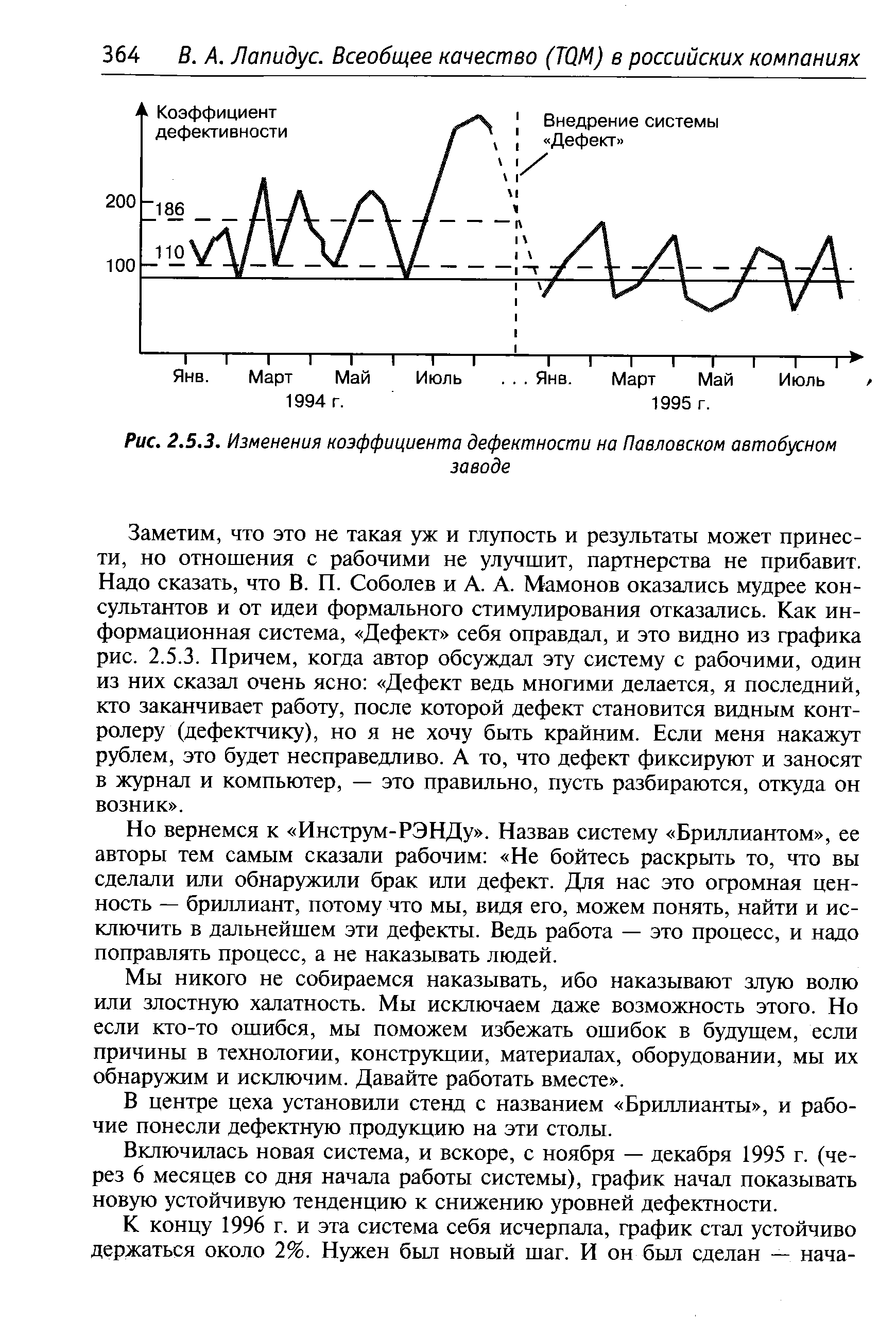 |
Удельные потери и затраты (т. е. потери и затраты, приходящиеся на единицу продукции), вызываемые наличием дефектов различных видов, можно количественно оценить с помощью коэффициента дефектности. Для его определения из партии продукции, изготовленной за определенный интервал времени, берется случайная выборка из п единиц продукции. [c.37]
В выборке подсчитывают все дефекты, разбитые ранее на- а видов. Для каждого вида дефектов устанавливается коэффициент весомости Z,, где =1,2,—.в- Коэффициент дефектности вычисляют по формуле [c.37]
Относительное значение коэффициента дефектности (Q) можно вычислить по формуле [c.38]
При совершенствовании производства относительное значение коэффициента дефектности должно систематически снижаться. [c.38]
Индекс дефектности продукции определяется на основе среднего взвешенного значения коэффициентов дефектности различных видов продукции, выпущенной за определенный период. [c.38]
Показатели однородности. Коэффициенты дефектности [c.40]
Комплексные показатели качества. Показатели однородности. Коэффициенты дефектности [c.40]
На стадии производства для оценки качества продукции принято применять коэффициент дефектности [14] [c.39]
Формула (1.4.4) предполагает, что коэффициент дефектности определен точно. На самом деле, при измерительном контроле неизбежны погрешности измерений, которые искажают истинную картину дефектности. Это связано с наличием брака измерительного контроля, когда имеется вероятность браковки годной продукции и пропуска дефектной. [c.40]
Брак контроля влияет на значение коэффициента дефектности, поэтому формула (1.4.4) с учетом погрешности измерений при контроле должна быть записана в виде [c.40]
Если рассуждать формально, то в уравнении (1.4.5) коэффициент АД (т) должен иметь знак минус, так как наличие необнаруженного брака уменьшает коэффициент дефектности. [c.40]
Но в таком случае при идеальном измерительном контроле должно выполняться условие АД (я) = АД (т) и тогда истинный коэффициент дефектности совпадает с коэффициентом, полученным по результатам измерений. Получается, что при каких угодно значениях ДД (п) и АД (т) и, соответственно, возникающих при этом потерях качество измерительного контроля очень высокое, т. е. контроль является идеальным. [c.40]
Для вычисления показателя, характеризующего погрешность оценки коэффициента дефектности из-за ошибок II рода ДД(т), рассмотрим процесс контроля комплекса измеряемых параметров с пропуском дефектных деталей. При этом возьмем два случая после фиктивной браковки детали либо покидают производственный процесс, либо в доработанном виде поступают на дальнейшие технологические операции. [c.42]
В первом случае влияние на погрешность коэффициента дефектности соответствует выражению (1.4.6), во втором — формуле (1.4.7). [c.42]
Последнее слагаемое формулы (1.4.10) характеризует число принятых и на самом деле годных деталей при контроле их по t параметрам. Следовательно, при А, =АД показатель, характеризующий погрешность оценки коэффициента дефектности, рассчитывают по формуле [c.44]
После сборки деталей показатель, характеризующий погрешность оценки коэффициента дефектности для изделия в целом, запишется в виде [c.45]
Например, потери С° от дефектного кольца подшипника имеют меньший размер, чем потери С°" от функционирования этого кольца в собранном подшипнике. Таким образом, с учетом постоянства или изменения размера партии погрешность оценки коэффициента дефектности деталей ДД(л) следует рассчитывать по формулам (1.4.6, 1.4.7) и АД (т) — по формулам (1.4.11, 1.4.12). [c.46]
Для изделия показатель ЛД,, Д (т) рассчитывают по формуле (1.4.13). Остался невыясненным вопрос о влиянии ошибок I рода на качество не партии деталей, а изделия. Если погрешность оценки коэффициента дефектности рассчитывают по формуле (1.4.7), то, кроме неоправданных экономических потерь на доработку деталей, ничего не изменится (после доработки объем и качество деталей остаются постоянными). [c.46]
Экспертный метод обычно применяется при оценке качества готовой продукции и в частности для определения уровня качеств, , изготовления. Для этого ведется сбор информации о ее дефектах, выявляющихся при заводском контроле, проверке готовой продукции, в процессе технического обслуживания и при эксплуатации. На основании собранных данных рассчитываются соответствующие коэффициенты дефектности [c.45]
Перед определением продолжительности данного элемента операции из хронометражного ряда исключают дефектные замеры, т. е. ошибочные и сомнительные замеры времени, замеры, на которые повлияли случайные факторы или они проведены в условиях, отличающихся от установленных. После этого вычисляют фактический коэффициент устойчивости хронометражного ряда KV по формуле [c.156]
Перед определением нормальной продолжительности данного элемента операции из хронометражного ряда исключаются дефектные замеры, проведенные либо с допущением неточностей, либо в условиях, отличающихся от установленных. После этого вычисляется коэффициент устойчивости хронометражного ряда Ку по формуле [c.135]
Сравнить величину дефектного показателя, принимая во внимание коэффициент К., зависящий от числа наблюдений п. [c.134]
Поправочными коэффициентами являются коэффициенты индексации амортизации, коэффициенты ускоренной амортизации, понижающие коэффициенты индексации амортизации. Дефекты, возникающие при длительной и непрерывной эксплуатации объектов, подлежат отражению в дефектных ведомостях, составляемых по результатам обследования. В дефектных ведомостях приводятся расчеты объемов работ и затрат в текущих ценах на восстановление технических, эксплуатационных и потребительских свойств объекта оценки. Метод экспертных оценок для исчисления износа целесообразно применять в том случае, когда информация об оцениваемом объекте неполная, существенные признаки объекта не определены, оцениваемая система сложна и требует нетрадиционного подхода. Этот метод предполагает возможность оценки износа по отдельным конструктивным элементам объекта с последующим определением средневзвешенного процента износа. [c.185]
Конечно, если бы мы могли прж бюджетной разработке произвести такие группировки материала, что все служащие подали бы в одну группу, а рабочие — в другую, или даже еще тоньше — с разделением тех и других по профессиям, то вопрос о коэффициентах перевода терял бы свою остроту. Но, к сожалению, мы не можем отделить даже работающую часть семьи от неработающей — детей, стариков, инвалидов, ибо бюджеты одиноких в трудовой части крайне дефектны и непоказательны, а прж посемейной разработке в одной ж той же семье неизбежно будут фигурировать нераздельно помимо уже детей и стариков в семьях рабочих служащие, в семьях служащих — рабочие и вообще во всех семьях — работники самых различных видов труда. И если мы в семье, где налицо молотобоец и безработный, каждого из них будем считать за равную единицу по отношению к прочим членам семьи, измеряемым дробями этой единицы, то, конечно, энергетического потребления молотобойца не получим. Гораздо правильнее было бы установить коэффициенты перевода, принимая за единицу неработающего мужчину зрелого возраста и выражая затем отношение к этой единице неработающих женщин, детей и стариков дробями, а для работающих определить специальные для каждого вида труда коэффициенты, превышающие единицу. К сожалению, в готовом виде такими коэффициентами мы еще не располагаем. И даже методология их получения далеко еще пе разработана. [c.148]
Кн — коэффициент, учитывающий концевые остатки металла по некратности и дефектным концам, которые подлежат удалению при раскрое на заготовки, если требуются чистые торцы. [c.51]
При комбинированном раскрое прутков нормальной длины на-заготовки различной длины коэффициент К.н, учитывающий концевые отходы по некратности и дефектные концы, определяется no-формуле (5). Величина концевых отходов А в этом случае определяется по формуле [c.182]
Построение диаграммы подтверждает выдвинутое пред положение о взаимосвязи двух наблюдаемых явлений с ростом давления процент дефектных изделий увеличивается. Причем сила связи, которая характеризуется коэффициентом корреляции (г), составляет 0,587, что подтверждает существование положительной корреляции между наблюдаемыми явлениями. [c.143]
Регистрационный метод базируется на информации, получаемой путем регистрации и подсчета числа определенных событий (например, отказов или повреждений при испытаниях), предметов (например, стандартизированных, унифицированных, оригинальных, защищенных патентами частей изделия, дефектных изделий в партии и т. д.), затрат (например, на изготовление или ремонт изделия). Регистрационным методом могут определяться, в частности, показатели безотказности, технологичности, ремонтопригодности, патентно-правовые, стандартизации и унификации, коэффициенты и индексы дефектности и т. д. [c.35]
Исследование хронометражного ряда начинают с установления наличия и причины существенных колебаний продолжительностей выполнения элемента операции. В большинстве случаев эти колебания являются неизбежными и закономерными, так как при исполнении тех или иных элементов операции невозможно соблюсти абсолютную стабильность факторов, влияющих на продолжительность выполнения элементов. Кроме факторов, зависящих от рабочего (квалификация, степень освоения данной операции), на рассеяние хронометражного ряда значительно влияют также организационные и технические факторы (состояние организации труда, тип производства, стабильность технологического процесса и т. п.). О наиболее существенных причинах отклонений продолжительностей выполнения элемента операции наблюдатель в процессе хронометража делает специальные отметки (дефектные замеры), которые исключают из хронометражного ряда в первую очередь. Очищенный таким образом хронометражный ряд проверяют на устойчивость. Степень устойчивости его определяется коэффициентом устойчивости [c.126]
После несложных преобразований получим выражение для расчета показателя, характеризующего погрешность оценки коэффициента дефектности от ошибок II рода в случае уменьшения объема партии (от окончательной фиктивной забракозкн деталей) [c.44]
Ко второй группе относятся показатели, характера , чс качество изготовления. Если технический уровень продумглп оговорен в НТД, то фактическое исполнение изделия, . р.о пь его качества зависит от того, как оно сделано. С те.чп кон точки зрения качество изготовления может быть опре . оно с помощью коэффициентов дефектности. Такие показателе, чах затраты промышленности на устранение и переделку бра . обнаруженного органами технического контроля, расходы на удовлетворение претензий иностранных потребителей в связи с выявлением дефектов или недостатков в процессе эксп цпн пли потребления товаров за рубежом, отражают эко чески положение дел с качеством изготовления продукт Третья группа показателей, характеризующих достиг -1, уровень качества продукции в эксплуатации или потреб.. - представляет собой как бы следствие двух первых — тех - ского уровня и качества изготовления. К показателям тр.-группы принято относить фактические значения свойств изделий, заложенных в них при разработке водстве. Так, для двигателей внутреннего сгорания ми эксплуатационными показателями будут мощность и ход топлива, для кинескопа—яркость свечения, для ав бильных покрышек — ходимость и т. п. Определение величин показателей качества продукции в эксплуатации позволяет диагностировать техническое состояние машин и оборгдова- ия сделать выводы о правильности конструктивных и . ке-перных решений, принятых при создании и изготовлении -о-дукции судить о стабильности значений показателей к а е.ет-ва ЕО времени, рассчитать полезный эффект от использования продукции по назначению для ее владельца. [c.36]
Коэффициент качества К. кич — 0,ОЬ пн — 0,02.п — 0,3- пс — пеоз — возврат продукции по результатам контроля пд — пропуск дефектной продукции пн — нарушение технологической дисциплины пп — перепутывание марки стали пс — съем изделий с испытаний по вине цеха пд — брак Лл — пропуск дефектов, приведших к дора ботке изделий ппр — другие отрицательные факторы [c.67]
Норма расхода металлопроката, поставляемого в мотках в виде катанки, ленты горячекатаной и других видов металлопроката определяется по формуле (4). Численное значение коэффициента, учитывающего концевые отходы по некратиости и дефектные концы, равно отношению веса всего мотка к весу мотка, используемого на заготовки, и рассчитывается по формуле [c.236]
БРАК (spoilage, reje ts) — продукция, сдача (реализация) которой потребителю не допускается из-за наличия в ней дефектов Обнаруженный на предприятии-изготовителе в процессе произ-ва, контроля или испытаний продукции Б должен быть отделен от годной продукции Ответственность за Б, обнаруженный при эксплуатации или потреблении продукции, несет ее изготовитель (поставщик), если его появление не вызвано нарушением условий эксплуатации Понятие -"Б " тождественно понятию "забракованные изделия", если забракованные изделия (работа) включают только дефектные Но эти понятие не тождественны, если в партии продукции, забракованной по результатам приемочного контроля статистического, содержатся и годные изделия В зависимости от наличия неустранимых и устранимых дефектов различают исправимый и неисправимый (окончательный) Б Используется также понятие коммерческого Б, включающее утрату груза, засылку груза, неправильное оформление перевозочных документов, разъединение перевозочных документов и груза и др См также Контроль с разбраковыванием, Коэффициент ошибок комплектации [c.18]