КОНТРОЛЬНЫЕ КАРТЫ КУМУЛЯТИВНЫХ СУММ [c.170]
Для построения контрольных карт кумулятивных сумм вы- [c.170]
На практике находят применение карты кумулятивных сумм [c.171]
На контрольные карты кумулятивных сумм с границами регу- [c.171]
Для контрольных карт кумулятивных сумм без границ регу- [c.172]
| Рис. 4.6 Пример контрольной карты кумулятивных сумм числа | 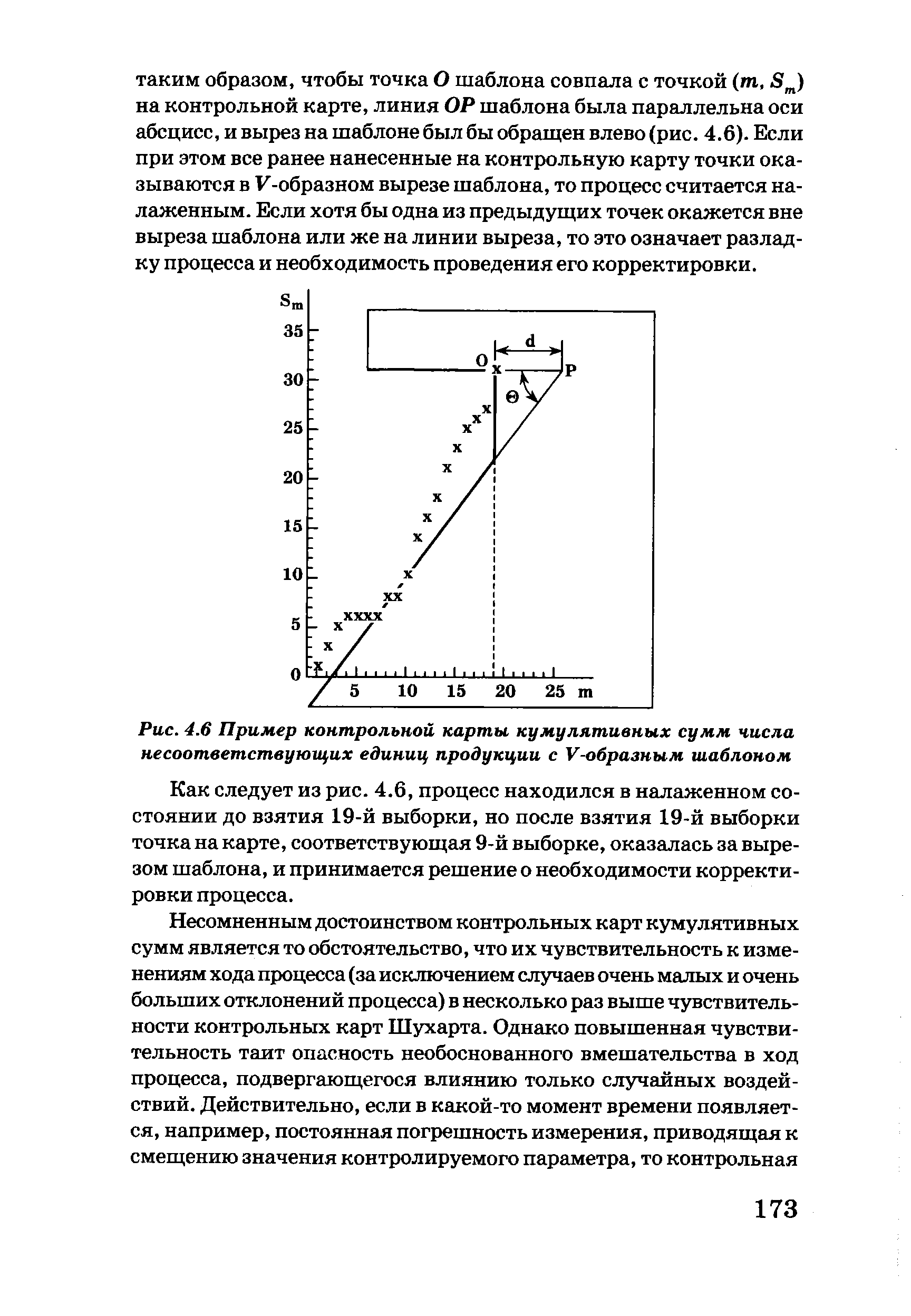 |
В свою очередь, указанные нововведения обусловили необходимость стандартизации таких терминов, как метод группировок , метод кумулятивных сумм , предупреждающий сигнал , контрольные карты кумулятивных сумм , предупреждающие границы , длина серии , средняя длина серии и т. д. [c.13]
При часто встречающихся условиях контрольные карты кумулятивных сумм более чувствительны к систематическим изменениям параметров технологического процесса, чем обычные контрольные карты. [c.43]
Применение контрольных карт кумулятивных сумм в среднем вдвое сократило продолжительность обнаружения разладки процесса. [c.47]
ГОСТ 21406—76 Статистическое регулирование технологических процессов методом кумулятивных сумм выборочных характеристик рассеивания позволяет с использованием контрольных карт кумулятивных сумм эффективно обнаруживать увеличение рассеивания параметров технологического процесса. [c.48]
В 1978 г. был разработан СТ СЭВ 1191—78 Статистическое регулирование технологических процессов с применением контрольных карт кумулятивных сумм выборочного среднего (автор — СССР), а в 1980 г. — СТ СЭВ 2235—80 Статистическое регулирование технологических процессов с применением контрольных карт, основанных на средних длинах серий (автор — СССР). [c.51]
Поскольку для налаженного процесса в случаях обычных контрольных карт и контрольных карт кумулятивных сумм (сумм г/ь г/2,.--) наносимые на контрольные карты точки группируются около горизонтальной линии ц0, то тенденция роста позволяет быстрее обнаружить разладку, чем это получается при нанесении х, х2,. .., которые не подвержены этой тенденции. [c.63]
| Рис. 4. Графическое изображение значений контролируемого параметра технологического процесса на контрольной карте кумулятивных сумм | 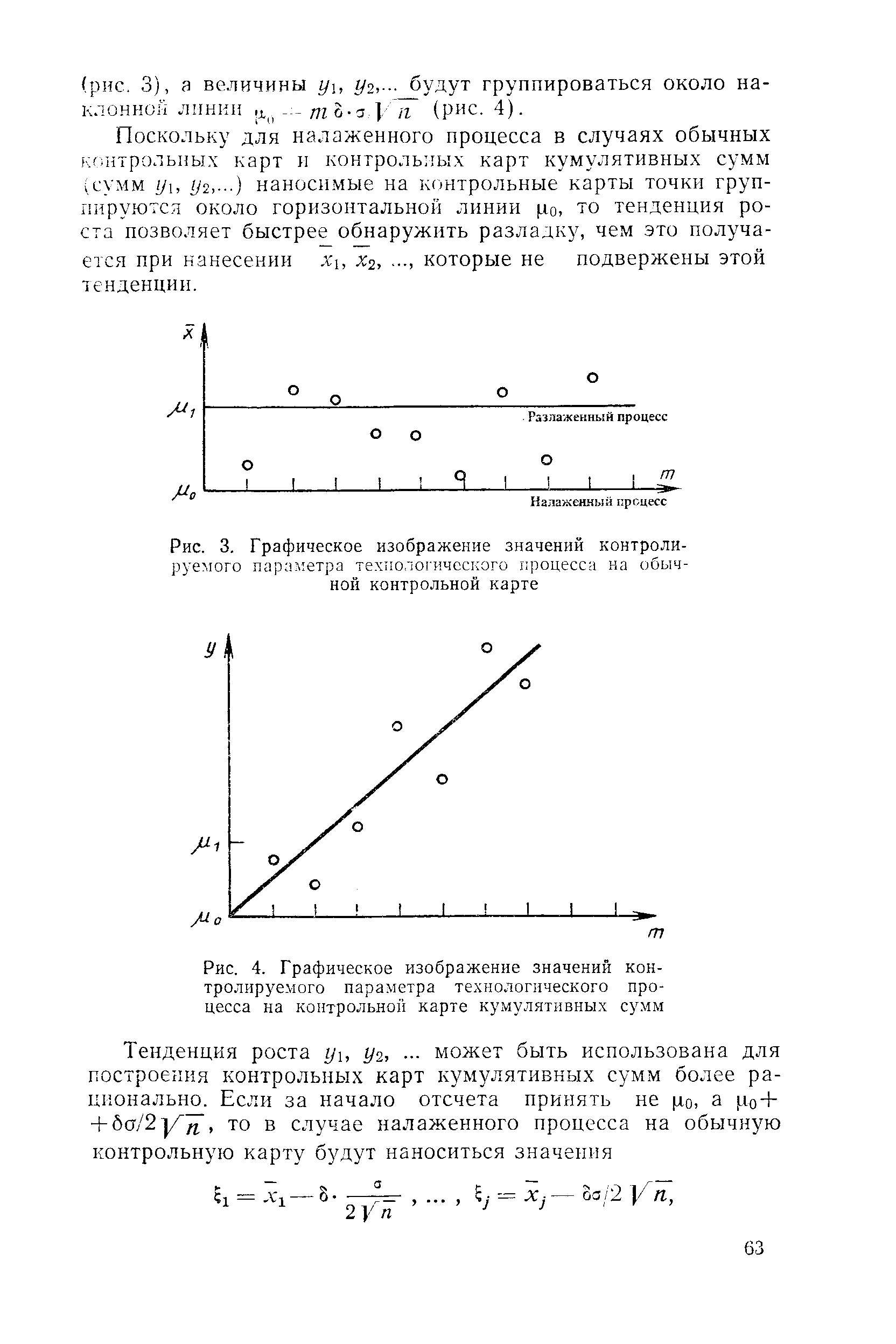 |
Зто правило и положено в основу применения контрольных карт кумулятивных сумм. Изложенные соображения легко обобщаются и на контрольные карты дисперсий, числа дефектов и дефектных единиц продукции и т. д. [c.65]
Рассмотрим некоторые данные, позволяющие оценить преимущества контрольных карт кумулятивных сумм и контрольных карт групп качества перед обычными контрольными картами. [c.65]
Средняя длина серии разлаженного процесса L при заданной средней длине серии налаженного процесса L0 как для обычных контрольных карт средних арифметических значений, так и для контрольных карт кумулятивных сумм тех же значений является функцией величин 6 и п. Зададим несколько значений L0 и LI и определим значения 6 ]/" , удовлетворяющие L0 и LI для контрольных карт кумулятивных сумм средних арифметических значений (табл. 2). [c.65]
Из табл. 3 видно, что при малых средних длинах серий разлаженного процесса, свойственных большим значениям б, контрольные карты кумулятивных сумм имеют не очень большие преимущества по сравнению с обычными контрольными картами, но с увеличением средней длины серий разлаженного процесса, т. е. с уменьшением б, это преимущество становится весьма существенным. [c.66]
Выше уже отмечалось, что сокращение средней длины серий разлаженного процесса с одновременным увеличением средней длины серий налаженного процесса для обычных контрольных карт можно получить путем увеличения объема выборки. При дорогостоящем контроле единицы продукции это нежелательное средство. Представляет интерес, какой выигрыш в объеме выборки при всех прочих одинаковых условиях позволяют получить контрольные карты кумулятивных сумм по сравнению с обычными контрольными картами. На этот вопрос дает ответ табл. 4. [c.66]
И здесь наблюдается та же картина, что и при сравнении средних длин серий контрольные карты кумулятивных сумм имеют небольшое преимущество перед обычными контрольными картами при малых значениях LI, оно становится значительным при Li = 5,00 и более. [c.66]
Примечание, пп, пк — объемы выборок для обычных контрольных карт и контрольных карт кумулятивных сумм, соответственно. [c.67]
Сравним теперь контрольные карты кумулятивных сумм с контрольными картами групп качества и оценим эффективность последних. [c.67]
Примечание, п 0— объем выборки для правила двух точек пь — объем выборки для контрольной карты кумулятивных сумм. [c.68]
Из сравнения данных табл. 3, 4, 5 видно, что при Li = 2,50 правило двух точек практически не имеет преимущества перед обычной контрольной картой и лишь при больших значениях L это преимущество появляется. Однако по сравнению с контрольными картами кумулятивных сумм правило двух точек приводит к увеличению объема в 1,3— 2,0 раза. [c.68]
Если задать положение предупредительной границы таким образом, чтобы L[ для контрольной карты групп качества было таким же, как для контрольных карт кумулятивных сумм согласно табл. 7, то можно убедиться, что при k = 2 это достигается при p + q , т. е. правило групп качества мало чем отличается от правила двух точек. [c.68]
Z-I — для контрольных карт кумулятивных сумм L — для контрольной карты с попаданием трех последовательных точек за границу регулирования L —для контрольной карты с попаданием трех последовательных точек в предупредительную зону или одной в браковочную [c.69]
Контрольная карта кумулятивных сумм выборочного среднего представляет собой график, по горизонтальной оси которого откладывают порядковые номера выборок т, а по вертикальной — значения кумулятивных сумм Хт. [c.71]
Кроме предупредительной границы на контрольную карту кумулятивных сумм наносится граница регулирования, расстояние которой до средней линии h называется регулировочным интервалом. [c.71]
Рис 7 Шаблон с V-образным вырезом для контрольных карт кумулятивных сумм выборочного среднего [c.72]
В стандарте изложены правила построения шаблона, приведена таблица для определения его характеристик и даны примеры применения карт кумулятивных сумм выборочного среднего без границ регулирования. [c.73]
Соответственно этому применяются контрольные карты кумулятивных сумм выборочных дисперсий и контрольные карты кумулятивных сумм выборочных размахов. [c.73]
В практике стандартизации статистических методов регулирования технологических процессов кроме ГОСТ 20427—75, ГОСТ 21406—75 и ГОСТ 22248—76, нет национальных или международных стандартов по применению контрольных карт кумулятивных сумм. СТ СЭВ 1191—78 Статистическое регулирование технологических процессов методом кумулятивных сумм выборочного среднего и проект [c.74]
При обработке односторонних карт кумулятивных сумм достаточ- [c.172]
Особое место в программе уделяется методам, чувствительным к разладке технологического процесса, в частности, методу регулирования с предупреждающими границами и методу кумулятивных сумм. В программу включены документы по контрольным картам кумулятивных сумм для средних арифметических значений, дисперсий и размахов, числа дефектов и дефектных единиц продукции. По предложению Венгерской Народной Республики в программу внесено общее методическое руководство по применению контрольных карт. Разработка методов регулирования предусмотрена на основе использования критерия проверки гипотез Кеймана-Пирсона или, когда критерий Неймана-Пирсона оказывается неприемлемым, принципа контрольных карт Шухарта. [c.51]
Тенденция роста у, у%,. .. может быть использована для построения контрольных карт кумулятивных сумм более ра-ционалыю. Если за начало отсчета принять не ц0, а ц0+ + 6сг/2 / , то в случае налаженного процесса на обычную контрольную карту будут наноситься значения [c.63]
Наряду с контрольными картами кумулятивных сумм вы борочногосреднего с границами регулирования можно использовать контрольные карты кумулятивных сумм выоо-рочного среднего без границ регулирования. В этом сллчае разладка процесса обнаруживается с помощью спеВД о-го шаблона с У-образным вырезом, который накладывается на контрольную карту после нанесения очередной точки (т, X (рис 7). При надлежащем выборе характеристик выреза шаблона эти контрольные карты дают те же результаты что и контрольные карты с границами регулирования. [c.72]
В принципе, оба метода контрольные карты кумулятивных сумм с границами регулирования и те же карты без границ регулирования с заменяющим их шаблоном с /-образным вырезом, равноправны. Однако при обсуждении проекта стандарта было высказано мнение о том, что применение контрольных карт кумулятивных сумм с границами регулирования предпочтительнее применения шаблона, так как лучше сохраняется аналогия с обычными контрельными кар-т ми. Поэтому было решено первый вид контрольных карт внести в основной текст стандарта, второй — в рекомендуемое приложение. В дальнейшем, однако, опыт показал, что лучше стандартизовать оба вида контрольных карт, что и было сделано в стандарте СЭВ и проекте стандарта ИСО. [c.73]