Однопредметные непрерывно-поточные линии. [c.190]
Расчет параметров однопредметной непрерывно-поточной линии [c.191]
Порядок расчета параметров однопредметных прерывно-поточных линий такой же, как и при непрерывно-поточных. Однако повышения ритмичности и непрерывности работы персонала и загрузки оборудования удается достичь путем расчета, создания специальных оборотных заделов на рабочих местах линии и организации многостаночного обслуживания оборудования по специальным графикам. Особенностью расчета параметров переменно-поточных линий является необходимость [c.192]
Многопредметные поточные линии применяются в серийном производстве, когда масштабы изготовления одноименной продукции недостаточны для полной загрузки рабочих мест проектируемой поточной линии. За поточной линией закрепляются несколько сходных по конструктивным и технологическим признакам предметов. Таким образом, на многопредметной линии одновременно или последовательно изготавливаются партии предметов различных наименований. Такие линии часто называют серийными поточными линиями. Как и однопредметные, они могут быть непрерывно- и прерывно-поточными, со свободным или принудительным тактом, с различными видами конвейеров. [c.193]
Однопредметные непрерывно-поточные линии [c.234]
Элементы производственной структуры Однопредметные непрерывно-поточные и прерывно-поточные линии, предметно-замкнутые участки Многопредметные поточные линии без переналадки и с переналадкой оборудования, предметно-групповые участки Технологические участки [c.152]
Однопредметные поточные линии характеризуются выполнением в течение длительного периода времена на каждом рабочем месте изделий (сборочных единиц) одного типоразмера. Переход на другой типоразмер требует перестройки, а нередко и переоснащения всей поточной линии. Такие линии обычно организуются в сборочно-сварочных цехах массового и крупносерийного производства, т. е. при сравнительно устойчивом выпуске продукции в больших количествах в течение продолжительного периода. Эти линии характерны главным образом для непрерывно-поточного производства. [c.80]
| Рис. 3.3. Стандарт-план работы однопредметной непрерывно-поточной линии | 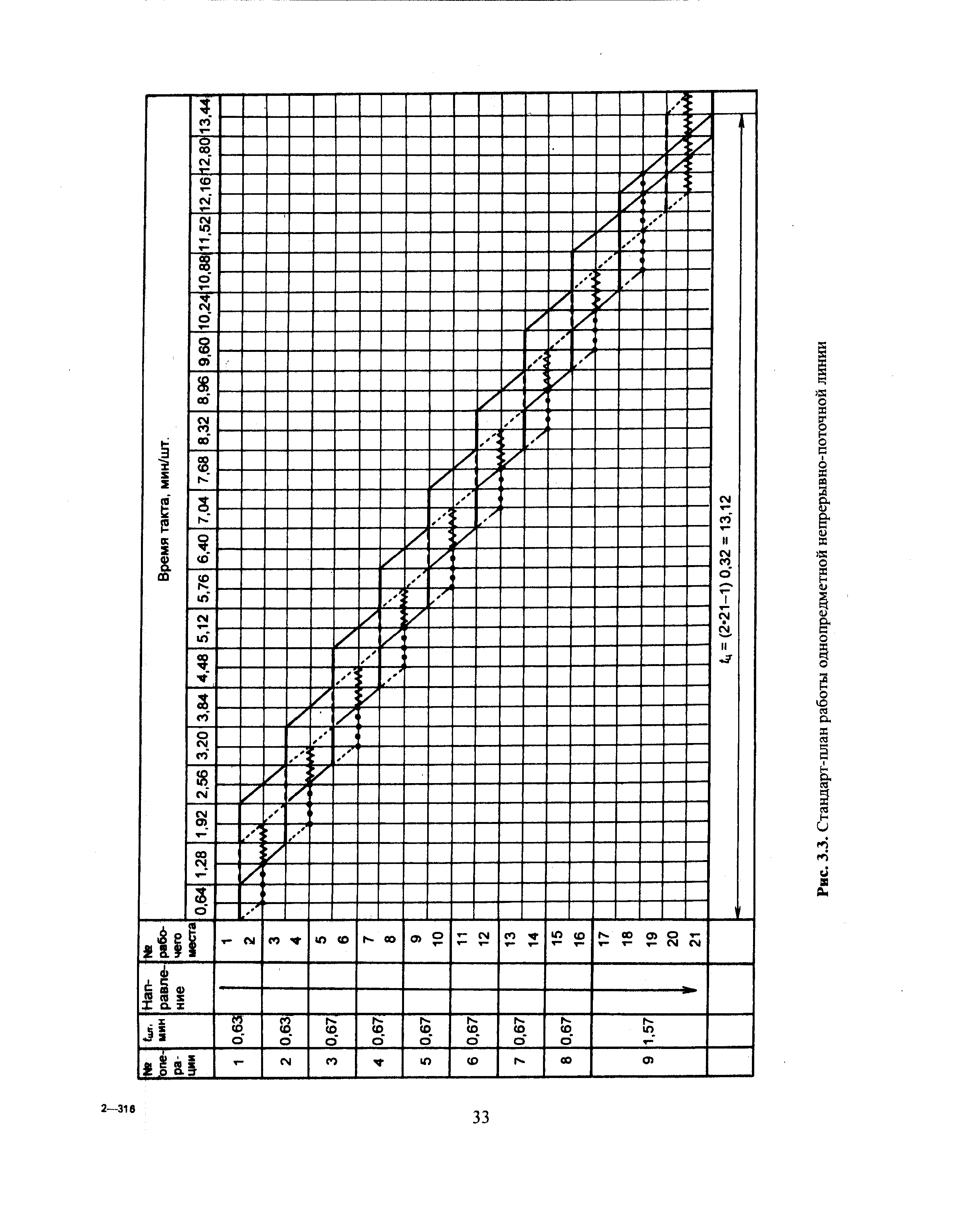 |
В случае поточного производства необходимо выбрать вид поточной линии (однопредметная непрерывно-поточная или прерывно-поточная, многопредметная непрерывно-поточная линия с параллель- [c.17]
Однопредметные непрерывно-поточные линии применяют в массовом и крупносерийном типах производства, когда нормы времени выполнения операций равны или кратны такту (ритму), предметы труда поступают с одного рабочего места на другое без каких-либо задержек, каждая операция постоянно закреплена за определенным рабочим местом, рабочие места расположены в порядке следования технологического процесса (приложение 1). [c.18]
Расчет необходимого количества единиц оборудования (рабочих мест) для однопредметных непрерывно-поточных линий по данной /-и операции производится по формуле [c.18]
На однопредметных непрерывно-поточных линиях создаются заделы трех видов [c.22]
Величину незавершенного производства на однопредметных непрерывно-поточных линиях без учета затрат времени в предыдущем цехе рассчитывают по формуле [c.24]
Однопредметные непрерывно-поточные и прерывно-поточные линии [c.246]
Однопредметная непрерывная поточная линия сборки работает в две смены. В планируемом месяце 20 рабочих дней. Регламентированные перерывы на отдых рабочих составляют 6 мин каждый час. Техобслуживание выполняется в нерабочее время. Месячная программа сборки — 6900 шт. На линии установлен непрерывный распределительный конвейер с шагом 0,5 м. Расположение рабочих мест по одну сторону ленты с шагом 4 м. На линии выполняется шесть операций со следующим штучным временем /шт= 2,1 2,2 4,7 11,4 2,2 2,0 (мин/шт.). Время установки (снятия) изделия с ленты конвейера - 0,2 мин. Определите ритм линии, число рабочих мест на операциях, число периода конвейера и номера периода, закрепленные за каждым рабочим местом длину рабочей части конвейера, суммарную нагрузку на ленту конвейера, если средняя масса изделия 4,8 кг объем незавершенного производства на линии, если средняя себестоимость собираемых изделий составляет 162,4 руб. скорость конвей- [c.301]
В этой теме приведены задачи по расчету основных показателей однопредметных непрерывно-поточных (ОНПЛ), однопредметных прерывно-поточных (ОППЛ) и многопредметных непрерывно-поточных (МНПЛ) линий. [c.21]
Неавтоматические поточные линии могут быть одно-предметными и многопредметными. Как те, так и другие бывают непрерывно-поточными и прерывно-поточными (прямоточными). Наиболее совершенной формой неавтоматич. П. п. являются однопредметные непрерывно-поточные линии. За такими линиями закрепляется один объект произ-ва, к-рый изготовляется постоянно и передается с операции на операцию непрерывно с помощью механизированных или автоматических транспортных устройств. Оборудование работает без переналадок. Все операции имеют длительность, равную или кратную такту. Этот вид П. п. находит применение в массовом и крупносерийном произ-вах. В машиностроении непрерывный поток создается в различных цехах, но чаще всего применяется в сборочных процессах, где сравнительно проще добиться синхронизации операции (сборка автомобилей, тракторов, велосипедов, пылесосов, часов и др.). [c.292]
Во второй части учебного пособия дана методика расчета кален-дарно-плановых нормативов (КПН) и технико-экономических показателей (ТЭП) однопредметных непрерывно-поточных линий (ОНПЛ), однопредметных прерывно-поточных линий (ОППЛ), многопредметных непрерывно-поточных линий (МНПЛ), многопредметных прерывно-поточных линий (МППЛ), участков серийной сборки изделий (УСС) и предметно-замкнутых участков (ПЗУ). [c.7]
Расчет первой группы календарно-плановых нормативов. Многопредметную непрерывно-поточную линию с последовательно-партионным чередованием предметов можно рассматривать как последовательную совокупность однопредметных непрерывно-поточных линий. Поэтому расчеты календарно-плановых нормативов (ry, ) Vj) производят по методике расчета для ОНПЛ. [c.38]
Классификация поточных линий основывается на различиях в реализации двух других принципов рациональной организации производства специализации и непрерывности. Узкая специализация рабочих мест, ориентация на выпуск одного вида продукции, полная невозможность или высокая сложность переналадки — признаки однопредметных потоков непрерывное перемещение изделий по рабочим местам в рамках параллельного вида ихдвижения по операциям — признак непрерывных линий. [c.265]