Количество изделий (деталей), необходимых для непрерывной работы поточной линии, определяется из уравнения 4-12. Если принять такт поточной линии по обработке турбинной лопатки равным 3,5 мин, то количество лопаток, требующееся для постоянной загрузки поточной линии, составит при односменной работе одного станка в месяц 167 ч (при восьмичасовом рабочем дне) 2860 шт. и соответственно при двухсменной работе — 5720 шт. Можно считать, что подобного типа поточная линия сможет работать непрерывно в течение года в условиях односменной работы при выпуске 7—8 различных типоразмеров турбин, лопаточный аппарат которых в должной мере унифицирован. В случае меньшего выпуска целесообразен переход на переменную непрерывно-поточную организацию (переменный поток). Так, например, годовой выпуск (условно) 40 паровых турбин с унифицированным лопаточным аппаратом обеспечивает полную непрерывную загрузку переменно-поточной линии по изготовлению одинаковых лопаток при двухсменной работе в течение 2,5—3 месяцев. [c.79]
На участках крупно- и среднесерийного производства, на переменно-поточных линиях разновидность движения определяется, в основном, габаритами, трудоемкостью и объемом изготовляемой продукции. [c.69]
Методика разработки стандартпланов рассматривается в порядке нарастания сложности расчетов первоначально для прямоточных линий, затем для переменно-поточных линий и, наконец, для партионно-групповых линий и предметных участков. [c.4]
ПРЕДМЕТОВ ДЛЯ ПЕРЕМЕННО-ПОТОЧНЫХ ЛИНИЙ [c.67]
Характеристика переменно-поточных линий и методов разработки регламента их работы [c.67]
Переменно-поточными линиями называются такие много-предметные линии, на которых предметы производства (поковки, детали) обрабатываются последовательно партиями по установленному стандартплану. [c.67]
Переменно-поточные линии механической обработки организуются обычно на предметно-замкнутых участках с небольшой номенклатурой сходных по конструкции, технологическому процессу и маршруту движения деталей по операциям. [c.67]
Работа линии в период обработки партии предметов одного наименования строится по принципам работы однопредметной прерывно-поточной линии. Переход от выпуска партии предметов одного наименования к запуску партии предметов другого наименования может сопровождаться переналадками или под-наладками всего или части оборудования линии. В течение периода смены партий деталей переменно-поточная линия работает как партионно-групповая линия. [c.67]
Переменно-поточные линии, на которых для выполнения любой операции установлено по одному рабочему месту, можно условно разделить на две разновидности. [c.67]
Для переменно-поточных линий первой разновидности разрабатывается обычно для всей номенклатуры закрепленных предметов один пооперационный стандартплан, а для переменно-поточных линий второй разновидности — несколько пооперационных стандартпланов. [c.68]
Кроме пооперационных стандартпланов, на переменно-поточных линиях разрабатывается стандартплан чередования всей номенклатуры закрепленных за линией предметов. Этот стандартплан определяет последовательность чередования на линии пооперационных стандартпланов и последовательность запуска партий предметов внутри каждого стандартплана. Он составляется обычно на месяц. [c.68]
На переменно-поточных линиях могут применяться две формы смены предметов (стандартпланов) 1) с образованием переходящих заделов, 2) без переходящих заделов. [c.68]
На переменно-поточных линиях, работающих с переходящими заделами, простои при смене партий предметов связаны только с переналадками оборудования. Для уменьшения потерь времени от переналадок оборудования целесообразно проводить переналадки в течение периода оборота линии. [c.71]
На переменно-поточных линиях, работающих без переходящих заделов, простои при смене партий предметов связаны с необходимостью как переналадки оборудования, так и создания начальных, заделов, без которых невозможна параллельная работа на всех операциях. Для уменьшения времени, необходимого для создания и потребления начальных заделов, необходимо добиваться минимума этих заделов. [c.71]
Смена партий предметов без переходящих заделов применяется для деталей больших размеров и тяжелых по весу, а для небольших по габаритам и весу деталей могут применяться обе формы. Следовательно, при разработке регламента работы переменно-поточной линии может возникнуть вопрос о выборе такой формы смены, которая обеспечивала бы наименьшие потери как от простоев рабочих мест, так и от оборотных заделов. [c.71]
Определение оптимальных частных ритмов для переменно-поточных линий второй разновидности [c.72]
Для переменно-поточных линий второй разновидности, на которых обрабатываются предметы с разными технологическими маршрутами и нормами времени выполнения общих операций, разрабатывается несколько пооперационных стандартпланов, отличающихся друг от друга либо графиками выполнения операций, либо ритмами выпуска предмета, либо, что чаще всего, тем и другим. [c.72]
Для переменно-поточных линий, работающих с переходящими заделами, задача определения частных ритмов может быть сформулирована следующим образом. [c.72]
Для переменно-поточных линий, работающих без переходящих заделов, при определении частных ритмов необходимо дополнительно учитывать потери времени при смене различных стандартпланов на линии. [c.73]
Решение задачи по предложенному алгоритму значительных трудностей не представляет. Даже при большом количестве деталей, обрабатываемых на переменно-поточной линии, задача [c.77]
Итак, работа переменно-поточной линии может осуществляться с первой формой смены стандартпланов, т. е. с переходящими заделами, и со второй формой, т. е. без переходящих. заделов. [c.88]
Пусть имеется переменно-поточная линия, на которой обрабатываются три группы предметов, исходные данные которых представлены в табл. 18. [c.90]
| Таблица 18 Исходные нормативы переменно-поточной линии | 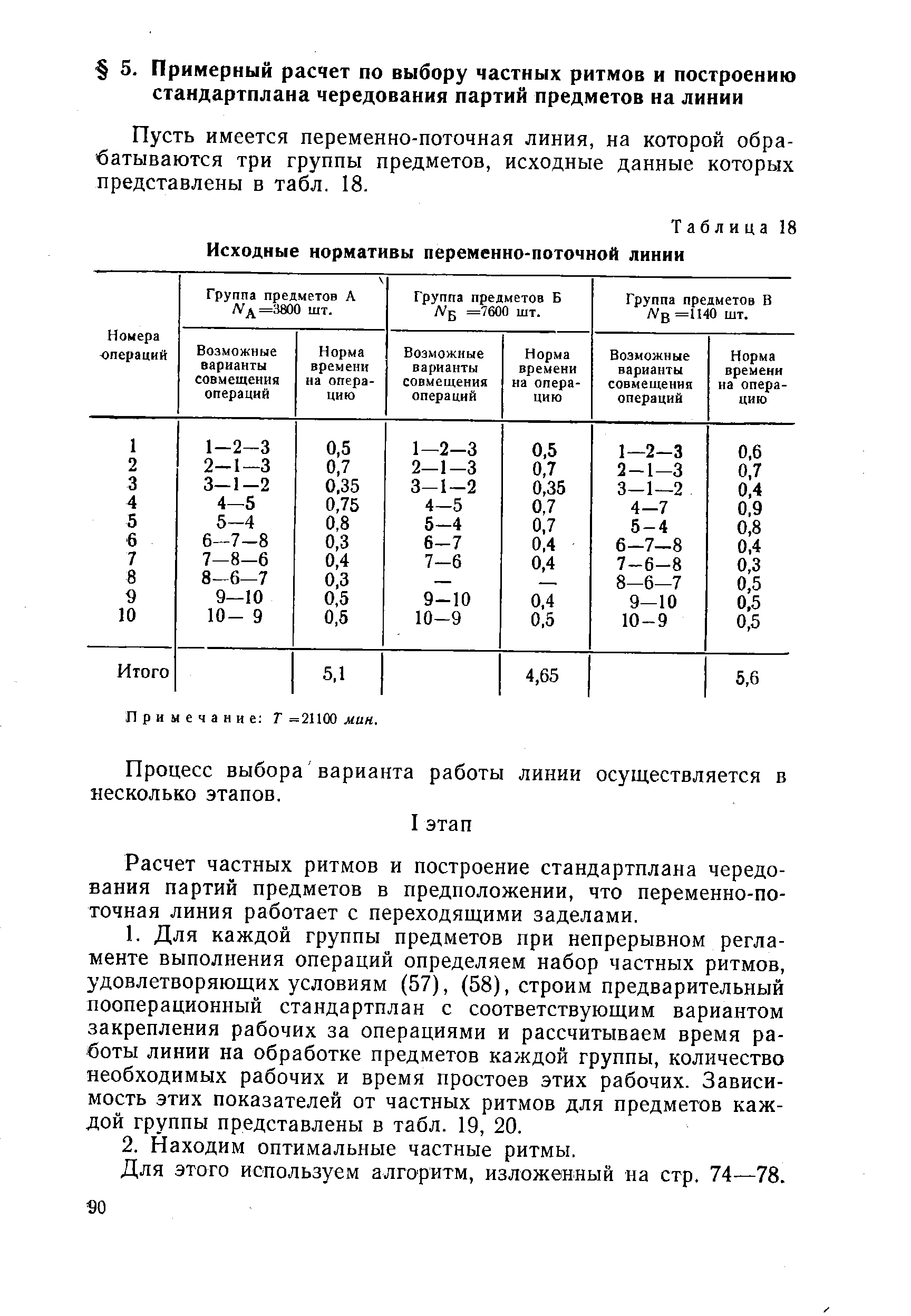 |
Так как прерывный регламент выполнения операций обеспечивает наибольшую занятость рабочих, переменно-поточная линия при первой форме смены предметов должна работать по этому регламенту. [c.94]
Решение этой системы задач осуществляется в такой же последовательности, как и для переменно-поточной линии, работающей с переходящими заделами. [c.97]
За переменно-поточной линией закрепляется обработка небольшого числа конструктивно-технологически однотипных деталей (как правило, не более четырех-пяти в месяц), причем в каждый данный момент на линии обрабатываются детали только одного наименования. При смене объектов производства осуществляется переналадка технологического и транспортного оборудования на линии. В период обработки каждой детали в зависимости от достигнутой синхронизации операций работа на линии может строиться по принципам непрерывного или прерывного потока. На таких линиях осуществляется последовательно-партионное чередование предметов. [c.29]
Следует отметить, что в условиях мелкосерийного производства возможность организации переменно-поточных линий при механической обработке весьма ограничена. Построение этих линий основывается на подборе и закреплении за ними деталей с высокой степенью конструктивного и технологического подобия. Обычно ими являются детали одного конструктивного вида, но разных размеров. [c.30]
В рассматриваемом типе производства, несмотря на проведение работ по унификации конструкций деталей, редко удается подобрать несколько деталей с одинаковым технологическим маршрутом и структурно неизменным пооперационным содержанием процесса, масштабы выпуска которых в сочетании с трудоемкостью обеспечивали бы экономически оправданную загрузку оборудования переменно-поточной линии. [c.30]
На основе обобщения практических материалов по эксплуатации более 700 поточных линий на отечественных машиностроительных заводах автором установлено [22 ], что при значениях К м > > 0,75 возможна организация однопредметных линий, при 0,2 < < Км < 0,75 — многопредметных переменно-поточных линий и при К м С 0,2 — групповых поточных линий. [c.31]
Таким образом, в отличие от расчета потребного оборудования по однопредметным и многопредметным переменно-поточным линиям, где он ведется по каждой операции линии по соотношениям операционного времени и такта производства детали, по групповым линиям расчетное количество станков по /-и технологически взаимозаменяемой группе [c.45]
Ритм работы многопредметной переменно-поточной линии рассчитывается по каждому типоразмеру изделий (деталей). [c.32]
Многопредметные переменно-поточные линии [c.47]
Порядок расчета параметров однопредметных прерывно-поточных линий такой же, как и при непрерывно-поточных. Однако повышения ритмичности и непрерывности работы персонала и загрузки оборудования удается достичь путем расчета, создания специальных оборотных заделов на рабочих местах линии и организации многостаночного обслуживания оборудования по специальным графикам. Особенностью расчета параметров переменно-поточных линий является необходимость [c.192]
Переменно-поточные линии могут быть двух типов — однопредметными и многопредметными. В последнем случае стандарт-планы разрабатываются раздельно для каждого предмета. [c.193]
Расчет переменно-поточной линии осуществляется по каждой переменной партии предметов раздельно и начинается с определения частного фонда времени на изготовление каждого закрепленного предмета. [c.193]
Расчет параметров многопредметной переменно-поточной линии [c.194]
В чем состоит особенность расчета параметров многопредметной переменно-поточной линии Определите целесообразность ее создания (по коэффициенту загрузки линии) при следующих условиях. Технологический процесс состоит из 5 операций. Выбраны партии двух изделий — А и В — для обработки на поточной линии. Частный фонд времени занятости линии каждым предметом А — 15%, В — 85%. Расчетное число рабочих мест по операциям по изделию А 2,14 1,36 0,99 1,93 3,14 по изделию В 2,71 0,24 0,15 2,06 2,60. [c.199]
Многопредметные переменно-поточные линии [c.234]
Ш переменно-поточные линии. На них нормы времени по операциям не равны и не кратны ритму. Они чаще всего встречаются в обрабатывающих цехах, где из-за разности производительности и оснащения возможности синхронизации ограничены. Оборудование на таких линиях расставлено по ходу технологического процесса, но транспортные устройства не являются регуляторами темпов работы. По характеру работы конвейера различают линии с непрерывным и пульсирующим движением предметов труда. [c.132]
Вопросы календарного планирования на прерывно-поточных линиях в монографии исследуются не изолированно от организационно-производственных параметров линии, а в самой тесной связи с ними. Весь комплекс расчетов превращается в конечном итоге в Некоторый типовой план работы линии, который для однопредметных линий называется пооперационным стандартпла-ном, для переменно-поточных линий — пооперационным и подетальным и для партионно-групповых линий — подетально-пооперационным. [c.4]
Для переменно-поточных линий первой разновидности, на которых обрабатываются предметы, имеющие одинаковые маршруты и нормы времени общих операций, разрабатывается один пооперационный етандартплан с единым среднерасчетным ритмом выпуска предмета, методика определения которого та же самая, что и для прямоточных линий. [c.72]
Рассчитанные для различных групп предметов ритмы носят название частных ритмов. Частный ритм выпуска предмета имеет чисто расчетное значение, так как продолжительности операций, как правило, не синхронизированы с ним. Вместе с тем частный ритм связан с рядом показателей, характеризующих работу линий. Изменение частного ритма для предмета или группы предметов, обрабатываемых по одному стандартплану, приводит к изменению варианта пооперационного стандартпла-на. Вследствие этого изменяются технико-экономические показатели, сопровождающие этот стандартплан время занятости рабочих, размеры незавершенного производства и- время загрузки оборудования в условиях, когда возможна догрузка линии внепоточной продукции. Для переменно-поточных линий, работающих без переходящих заделов, кроме того, изменяются и потери времени при смене стандартпланов на линии. Следовательно, рациональный выбор частных ритмов имеет большое значение для обеспечения наилучшей работы линии. Если при выборе частных ритмов положить тот же самый принцип приоритета, что и для однопредметной линии, т. е. наибольшую занятость рабочих, то нахождение частных ритмов можно свести к решению следующих двух задач. [c.72]